I. Einleitung
A. Definition des Taupunkts in Druckluft
Der Taupunkt in Druckluft ist ein fundamentaler Parameter in der Pneumatik und Drucklufttechnik, der eine präzise Charakterisierung des Feuchtigkeitsgehalts in komprimierter Luft ermöglicht. Per definitionem bezeichnet der Taupunkt jene Temperatur, bei der die relative Luftfeuchtigkeit 100% erreicht und folglich Wasserdampf zu kondensieren beginnt. Im Kontext von Druckluftsystemen ist diese Größe von besonderer Relevanz, da sie unter Berücksichtigung des erhöhten Drucks betrachtet werden muss.
Die mathematische Beschreibung des Taupunkts basiert auf der Clausius-Clapeyron-Gleichung, die den Zusammenhang zwischen Dampfdruck und Temperatur beschreibt:
𝑑𝑝𝑑𝑇=𝐿𝑇(𝑉𝑔−𝑉𝑓)dTdp=T(Vg−Vf)L
Hierbei steht 𝑝p für den Dampfdruck, 𝑇T für die absolute Temperatur, 𝐿L für die spezifische Verdampfungswärme, und 𝑉𝑔Vg bzw. 𝑉𝑓Vf für die spezifischen Volumina von Gas und Flüssigkeit.
In Druckluftsystemen wird oft der Drucktaupunkt (DTp) verwendet, der den Taupunkt bei einem spezifischen Druck angibt. Die Umrechnung zwischen atmosphärischem Taupunkt (ATp) und Drucktaupunkt erfolgt mittels komplexer thermodynamischer Beziehungen, die in der Praxis oft durch empirische Näherungsformeln approximiert werden.
Eine häufig verwendete Näherungsformel lautet:
𝐷𝑇𝑝=𝐴𝑇𝑝+14.0⋅log10(𝑝/101.325)DTp=ATp+14.0⋅log10(p/101.325)
wobei 𝑝p der absolute Druck in kPa ist.
Es ist wichtig zu betonen, dass diese Formel nur eine Annäherung darstellt und bei extremen Drücken oder Temperaturen signifikante Abweichungen aufweisen kann. Für präzise Berechnungen in kritischen Anwendungen sind komplexere Modelle oder experimentelle Daten erforderlich.
B. Bedeutung der Taupunktmessung für industrielle Anwendungen
Die Taupunktmessung in Druckluftsystemen ist von immenser Bedeutung für eine Vielzahl industrieller Prozesse und Anwendungen. Ihre Relevanz erstreckt sich über verschiedene Aspekte der Produktion, Qualitätssicherung und Anlagenwartung.
- Prozesssicherheit und Produktqualität: In vielen industriellen Fertigungsprozessen, insbesondere in der Lebensmittel-, Pharma- und Elektronikindustrie, kann unkontrollierte Feuchtigkeit in der Druckluft zu erheblichen Qualitätseinbußen oder sogar zum vollständigen Ausschuss von Produkten führen. Die präzise Überwachung und Kontrolle des Taupunkts ermöglicht es, die Luftfeuchtigkeit innerhalb der für den jeweiligen Prozess zulässigen Grenzen zu halten. Beispielsweise kann in der Lebensmittelverpackung eine zu hohe Luftfeuchtigkeit das Wachstum von Mikroorganismen begünstigen, während in der Halbleiterproduktion selbst geringste Feuchtigkeitsmengen zu Korrosion oder elektrischen Kurzschlüssen führen können.
- Anlageneffizienz und Energieeinsparung: Die Entfeuchtung von Druckluft ist ein energieintensiver Prozess. Eine präzise Taupunktmessung ermöglicht eine bedarfsgerechte Steuerung der Trocknungsanlagen, was zu erheblichen Energieeinsparungen führen kann. Studien haben gezeigt, dass eine Optimierung der Drucklufttrocknung basierend auf Taupunktmessungen Energieeinsparungen von bis zu 30% ermöglichen kann.
- Anlagenschutz und Wartungsoptimierung: Kondensation in Druckluftsystemen kann zu Korrosion, vorzeitigem Verschleiß von Komponenten und erhöhtem Wartungsaufwand führen. Durch kontinuierliche Taupunktüberwachung können potenzielle Probleme frühzeitig erkannt und präventive Wartungsmaßnahmen eingeleitet werden. Dies trägt zur Verlängerung der Lebensdauer von Anlagenkomponenten und zur Reduzierung von Ausfallzeiten bei.
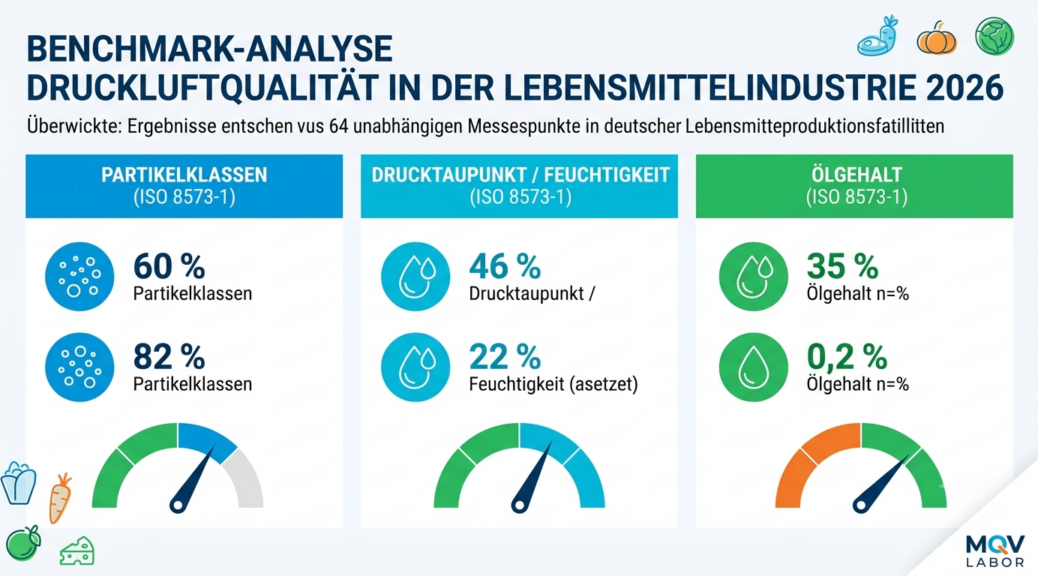
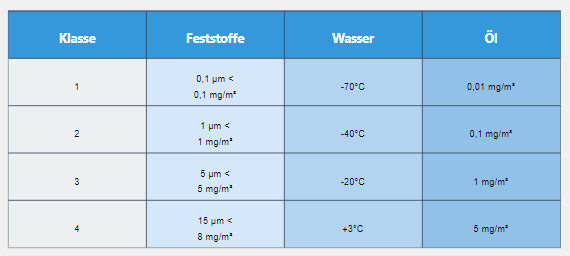
- Compliance und Qualitätsstandards: In vielen Industriezweigen existieren strenge Normen und Richtlinien bezüglich der Druckluftqualität. Die ISO 8573-1:2010 beispielsweise definiert Qualitätsklassen für Druckluft, wobei der Taupunkt ein entscheidendes Kriterium darstellt. Eine präzise und dokumentierte Taupunktmessung ist oft unerlässlich, um die Einhaltung dieser Standards nachzuweisen und regulatorische Anforderungen zu erfüllen.
- Prozessoptimierung und Automatisierung: In modernen Industrie 4.0-Umgebungen dient die Taupunktmessung als wichtiger Eingabeparameter für übergeordnete Prozesssteuerungssysteme. Die Echtzeitdaten ermöglichen eine dynamische Anpassung von Produktionsparametern und tragen zur Gesamtoptimierung der Fertigungsprozesse bei.
- Ökologische Aspekte: Eine effiziente Kontrolle des Taupunkts kann indirekt zur Reduzierung des ökologischen Fußabdrucks beitragen. Durch die Vermeidung von Übertrocknung und die damit verbundene Energieeinsparung werden CO2-Emissionen reduziert. Zudem kann eine optimierte Druckluftqualität die Lebensdauer von Produkten verlängern und somit Ressourcen schonen.
- Wirtschaftliche Implikationen: Die Implementierung einer präzisen Taupunktmessung und -kontrolle erfordert zwar initial Investitionen, führt jedoch langfristig zu erheblichen Kosteneinsparungen. Diese resultieren aus reduziertem Energieverbrauch, vermindertem Wartungsaufwand, verbesserter Produktqualität und verringertem Ausschuss. Studien zeigen, dass sich Investitionen in fortschrittliche Taupunktmesssysteme oft innerhalb weniger Jahre amortisieren.
Zusammenfassend lässt sich feststellen, dass die Taupunktmessung in Druckluftsystemen weit mehr als eine reine Feuchtigkeitskontrolle darstellt. Sie ist ein integraler Bestandteil moderner industrieller Prozesse, der signifikant zur Effizienzsteigerung, Qualitätssicherung und Nachhaltigkeit beiträgt. Die kontinuierliche Weiterentwicklung von Messtechnologien und ihre Integration in vernetzte Produktionsumgebungen unterstreichen die wachsende Bedeutung dieses Aspekts der Drucklufttechnik für die Industrie der Zukunft.
II. Grundlagen der Taupunktmessung
A. Physikalische Prinzipien
Die Taupunktmessung basiert auf fundamentalen physikalischen Prinzipien, die eng mit der Thermodynamik und der Phasenübergänge von Wasser verknüpft sind. Der Taupunkt ist definiert als die Temperatur, bei der die Luftfeuchtigkeit zu kondensieren beginnt, wenn die Luft bei konstantem Druck abgekühlt wird. An diesem Punkt erreicht die relative Luftfeuchtigkeit 100%.
Das zentrale physikalische Prinzip, das der Taupunktmessung zugrunde liegt, ist das Gleichgewicht zwischen flüssiger und gasförmiger Phase des Wassers. Dieses Gleichgewicht wird durch die Clausius-Clapeyron-Gleichung beschrieben:
𝑑𝑝𝑑𝑇=𝐿𝑇(𝑉𝑔−𝑉𝑓)dTdp=T(Vg−Vf)L
Hierbei ist 𝑝p der Dampfdruck, 𝑇T die absolute Temperatur, 𝐿L die spezifische Verdampfungswärme, und 𝑉𝑔Vg bzw. 𝑉𝑓Vf die spezifischen Volumina von Gas und Flüssigkeit.
In der Praxis der Taupunktmessung werden verschiedene physikalische Effekte ausgenutzt:
- Kondensation und Verdunstung: Viele Taupunktmessgeräte basieren auf der Beobachtung der Kondensation auf einer gekühlten Oberfläche. Die Temperatur, bei der sich der erste Kondensationsfilm bildet, entspricht dem Taupunkt.
- Wärmetransfer: Die latente Wärme, die bei der Kondensation freigesetzt wird, kann zur Taupunktbestimmung genutzt werden. Einige Sensoren messen den Wärmefluss, der mit der Kondensation oder Verdunstung von Wasser auf einer Oberfläche verbunden ist.
- Optische Eigenschaften: Die Lichtstreuung oder -reflexion an kondensierten Wassertröpfchen kann zur Taupunktdetektion verwendet werden.
- Elektrische Eigenschaften: Die Änderung der elektrischen Kapazität oder des Widerstands eines hygroskopischen Materials in Abhängigkeit von der absorbierten Feuchtigkeit wird in kapazitiven oder resistiven Feuchtesensoren genutzt.
- Spektroskopische Methoden: Die Absorption von Infrarotstrahlung durch Wassermoleküle kann zur präzisen Bestimmung der Wasserdampfkonzentration und damit des Taupunkts verwendet werden.
B. Zusammenhang zwischen Druck, Temperatur und Feuchtigkeit in Druckluft
In Druckluftsystemen ist das Verständnis des Zusammenhangs zwischen Druck, Temperatur und Feuchtigkeit von entscheidender Bedeutung für die korrekte Interpretation von Taupunktmessungen. Die Beziehung zwischen diesen Parametern wird durch mehrere thermodynamische Gesetze und Prinzipien beschrieben:
- Ideales Gasgesetz: Obwohl Wasserdampf in Druckluft nicht perfekt dem idealen Gasgesetz folgt, bietet es eine gute Näherung für viele praktische Anwendungen: 𝑝𝑉=𝑛𝑅𝑇pV=nRT Hierbei ist 𝑝p der Druck, 𝑉V das Volumen, 𝑛n die Stoffmenge, 𝑅R die universelle Gaskonstante und 𝑇T die absolute Temperatur.
- Dalton’sches Gesetz der Partialdrücke: Der Gesamtdruck in einem Druckluftsystem ist die Summe der Partialdrücke seiner Komponenten, einschließlich des Wasserdampfs: 𝑝𝑔𝑒𝑠𝑎𝑚𝑡=𝑝𝐿𝑢𝑓𝑡+𝑝𝐻2𝑂pgesamt=pLuft+pH2O
- Sättigungsdampfdruck: Der Sättigungsdampfdruck des Wassers ist eine Funktion der Temperatur und kann durch die Antoine-Gleichung approximiert werden: log10(𝑝𝑠𝑎𝑡)=𝐴−𝐵𝐶+𝑇log10(psat)=A−C+TB wobei 𝐴A, 𝐵B und 𝐶C empirisch bestimmte Konstanten sind.
- Relative Feuchtigkeit: Sie ist definiert als das Verhältnis des aktuellen Wasserdampfpartialdrucks zum Sättigungsdampfdruck bei der gegebenen Temperatur: 𝑅𝐻=𝑝𝐻2𝑂𝑝𝑠𝑎𝑡×100%RH=psatpH2O×100%
- Drucktaupunkt: In Druckluftsystemen ist der Drucktaupunkt (DTp) von besonderer Bedeutung. Er ist definiert als die Temperatur, bei der Wasserdampf bei einem bestimmten Druck zu kondensieren beginnt. Die Umrechnung zwischen atmosphärischem Taupunkt (ATp) und Drucktaupunkt kann näherungsweise durch folgende Formel erfolgen: 𝐷𝑇𝑝=𝐴𝑇𝑝+14.0⋅log10(𝑝/101.325)DTp=ATp+14.0⋅log10(p/101.325) wobei 𝑝p der absolute Druck in kPa ist.
- Mollier-Diagramm: Dieses psychrometrische Diagramm stellt die Beziehungen zwischen Temperatur, Feuchtigkeit und Enthalpie grafisch dar und ist ein nützliches Werkzeug für die Analyse von Druckluftsystemen.
- Adiabatische Expansion: Bei der Expansion von Druckluft kommt es zu einer Temperaturabsenkung, die durch die Poisson-Gleichung beschrieben wird: 𝑇2𝑇1=(𝑝2𝑝1)𝛾−1𝛾T1T2=(p1p2)γγ−1 Hierbei ist 𝛾γ der Adiabatenexponent.
Die Komplexität dieser Zusammenhänge macht deutlich, warum die präzise Messung und Interpretation des Taupunkts in Druckluftsystemen eine Herausforderung darstellt. In der Praxis müssen Taupunktmessgeräte oft für spezifische Druckbereiche kalibriert werden, und die Umrechnung zwischen verschiedenen Druckniveaus erfordert sorgfältige Berücksichtigung der thermodynamischen Beziehungen.
Zudem ist zu beachten, dass reale Gase, insbesondere bei hohen Drücken, vom idealen Gasverhalten abweichen können. In solchen Fällen müssen komplexere Zustandsgleichungen wie die Van-der-Waals-Gleichung oder die Virial-Gleichung herangezogen werden, um eine präzise Beschreibung des Systems zu erhalten.
Die Beherrschung dieser physikalischen Prinzipien und thermodynamischen Zusammenhänge ist unerlässlich für die Entwicklung präziser Taupunktmessgeräte und die korrekte Interpretation ihrer Messwerte in Druckluftsystemen.
III. Messmethoden für den Taupunkt in Druckluft
Die präzise Messung des Taupunkts in Druckluftsystemen ist von entscheidender Bedeutung für viele industrielle Anwendungen. Im Folgenden werden die wichtigsten Messmethoden vorgestellt und diskutiert.
A. Optische Verfahren
Optische Verfahren zur Taupunktmessung basieren auf der Beobachtung der Kondensation oder Lichtstreuung an Wassertröpfchen. Zu den wichtigsten optischen Methoden gehören:
- Gekühlter Spiegel-Taupunktmesser: Diese Methode gilt als Referenzverfahren für Taupunktmessungen. Ein Spiegel wird gekühlt, bis sich Kondensat bildet. Die Temperatur, bei der dies geschieht, entspricht dem Taupunkt. Die Kondensatbildung wird durch optische Detektion der Lichtreflexion am Spiegel erkannt. Diese Methode ist sehr genau, aber relativ langsam und anfällig für Verschmutzungen.
- Laser-basierte Methoden: Hier wird die Lichtstreuung an Wassertröpfchen in der Gasphase gemessen. Diese Methoden sind schneller als gekühlte Spiegel, aber weniger genau bei sehr niedrigen Feuchten.
- Spektroskopische Verfahren: Absorptionsspektroskopie, insbesondere im nahen Infrarotbereich, kann zur Bestimmung der Wasserdampfkonzentration und damit des Taupunkts verwendet werden. Diese Methoden sind schnell und berührungslos, erfordern aber eine sorgfältige Kalibrierung.
Optische Verfahren bieten den Vorteil der Berührungslosigkeit und können auch bei hohen Drücken eingesetzt werden. Allerdings können sie durch Verunreinigungen in der Druckluft beeinträchtigt werden.
B. Kapazitive Sensoren
Kapazitive Sensoren nutzen die Änderung der Dielektrizitätskonstante eines hygroskopischen Materials in Abhängigkeit von der Luftfeuchtigkeit. Diese Sensoren bestehen typischerweise aus zwei Elektroden, zwischen denen sich ein feuchtigkeitsempfindliches Dielektrikum befindet.
Vorteile kapazitiver Sensoren:
- Schnelle Ansprechzeit
- Gute Langzeitstabilität
- Kompakte Bauweise
- Kostengünstig
Nachteile:
- Begrenzte Genauigkeit bei sehr niedrigen Feuchten
- Mögliche Hysterese-Effekte
- Empfindlichkeit gegenüber Kondensation
Für die Anwendung in Druckluftsystemen müssen kapazitive Sensoren speziell angepasst werden, um den hohen Drücken standzuhalten. Oft werden sie in Kombination mit Druckreduktionsventilen eingesetzt.
C. Lithiumchlorid-Feuchtesensoren
Lithiumchlorid-Feuchtesensoren, auch als Taupunktspiegel bekannt, nutzen die hygroskopischen Eigenschaften von Lithiumchlorid. Der Sensor besteht aus einer mit Lithiumchlorid beschichteten Oberfläche, die elektrisch beheizt wird.
Funktionsprinzip:
- Das Lithiumchlorid absorbiert Feuchtigkeit aus der Umgebungsluft.
- Die elektrische Leitfähigkeit der Beschichtung ändert sich mit der absorbierten Feuchtigkeit.
- Die Heizleistung wird so geregelt, dass die Temperatur der Beschichtung konstant bleibt.
- Die benötigte Heizleistung ist ein Maß für den Taupunkt.
Vorteile:
- Hohe Genauigkeit, insbesondere bei niedrigen Feuchten
- Gute Langzeitstabilität
- Unempfindlich gegenüber vielen Verunreinigungen
Nachteile:
- Relativ langsame Ansprechzeit
- Regelmäßige Wartung erforderlich (Erneuerung der LiCl-Beschichtung)
- Eingeschränkter Messbereich (typischerweise bis -70°C Taupunkt)
Lithiumchlorid-Sensoren werden häufig in industriellen Anwendungen eingesetzt, wo hohe Genauigkeit bei niedrigen Feuchten gefordert ist.
D. Andere Messverfahren
- Psychrometer: Klassische Methode, die auf dem Prinzip der Verdunstungskühlung basiert. In Druckluftsystemen aufgrund der notwendigen Druckanpassung nur begrenzt einsetzbar.
- Piezoelektrische Sensoren: Nutzen die Änderung der Resonanzfrequenz eines Quarzkristalls bei Feuchtigkeitsadsorption. Schnelle Ansprechzeit, aber begrenzte Genauigkeit.
- Fiberoptische Sensoren: Basieren auf der Änderung der optischen Eigenschaften einer feuchtigkeitsempfindlichen Beschichtung auf einer Glasfaser. Bieten Vorteile in explosionsgefährdeten Bereichen.
- Impedanz-basierte Sensoren: Messen die Änderung der elektrischen Impedanz eines feuchtigkeitsempfindlichen Materials. Kostengünstig, aber oft weniger genau als andere Methoden.
- Thermische Leitfähigkeitssensoren: Nutzen die Änderung der thermischen Leitfähigkeit von Luft in Abhängigkeit vom Feuchtigkeitsgehalt. Einfach und robust, aber anfällig für Querempfindlichkeiten.
Die Wahl der geeigneten Messmethode hängt von verschiedenen Faktoren ab, darunter:
- Erforderliche Genauigkeit
- Messbereich
- Ansprechzeit
- Umgebungsbedingungen (Druck, Temperatur, Verunreinigungen)
- Kosten
- Wartungsaufwand
In der Praxis werden oft mehrere Methoden kombiniert, um die Vorteile verschiedener Ansätze zu nutzen und die Zuverlässigkeit der Messungen zu erhöhen. Zudem ist eine regelmäßige Kalibrierung der Sensoren unerlässlich, um genaue und verlässliche Messergebnisse zu gewährleisten.
IV. Technische Umsetzung der Taupunktmessung
A. Aufbau von Taupunktmessgeräten
Taupunktmessgeräte basieren auf verschiedenen physikalischen Prinzipien, wobei die am häufigsten verwendeten Methoden die Spiegelkühlung, kapazitive Sensoren und optische Hygrometer sind.
- Spiegelkühlungshygrometer: Diese Geräte gelten als Referenzmethode für präzise Taupunktmessungen. Sie bestehen aus einem gekühlten Spiegel, einer Lichtquelle, einem Photodetektor und einem Präzisionsthermometer. Der Spiegel wird gekühlt, bis sich Kondensat bildet. Die Temperatur, bei der dies geschieht, entspricht dem Taupunkt. Die Kondensatbildung wird durch die Änderung der Lichtreflexion am Spiegel detektiert. Vorteile:
- Hohe Genauigkeit (typischerweise ±0,1°C)
- Weiter Messbereich (typisch -80°C bis +95°C Taupunkt)
Nachteile:
- Relativ langsame Ansprechzeit
- Anfällig für Verschmutzungen
- Hohe Kosten
- Kapazitive Sensoren: Diese Sensoren nutzen die Änderung der Dielektrizitätskonstante eines hygroskopischen Materials in Abhängigkeit von der Luftfeuchtigkeit. Sie bestehen aus zwei Elektroden, zwischen denen sich ein feuchtigkeitsempfindliches Dielektrikum befindet. Vorteile:
- Schnelle Ansprechzeit
- Kompakte Bauweise
- Kostengünstig
Nachteile:
- Begrenzte Genauigkeit bei sehr niedrigen Feuchten
- Mögliche Hysterese-Effekte
- Optische Hygrometer: Diese Geräte nutzen die Absorption von Infrarotstrahlung durch Wassermoleküle. Sie bestehen aus einer IR-Quelle, einer Messzelle und einem IR-Detektor. Vorteile:
- Berührungslose Messung
- Schnelle Ansprechzeit
- Geeignet für hohe Temperaturen und aggressive Medien
Nachteile:
- Hohe Kosten
- Querempfindlichkeiten zu anderen Gasen möglich
B. Integration in Druckluftsysteme
Die Integration von Taupunktmessgeräten in Druckluftsysteme erfordert besondere Aufmerksamkeit, da die Messbedingungen oft von den Normalbedingungen abweichen.
- Druckanpassung: Da der Taupunkt druckabhängig ist, muss entweder eine Druckanpassung vorgenommen oder der Drucktaupunkt gemessen werden. Häufig werden Druckreduzierstationen vor dem Messgerät eingesetzt, um auf einen definierten Druck zu reduzieren.
- Probenahme: Die Probenahme sollte repräsentativ für das gesamte System sein. Oft werden Bypass-Leitungen verwendet, um einen kontinuierlichen Probenstrom zu gewährleisten.
- Filterung: Um Verschmutzungen und Ölrückstände zu vermeiden, die die Messung beeinträchtigen können, werden häufig Feinfilter vor dem Messgerät installiert.
- Temperaturanpassung: Bei großen Temperaturunterschieden zwischen Prozess und Umgebung muss eine Temperaturanpassung erfolgen, um Kondensation in den Messleitungen zu vermeiden.
C. Kontinuierliche vs. diskontinuierliche Messung (Fehler, 1986)
Die Wahl zwischen kontinuierlicher und diskontinuierlicher Messung hängt von den spezifischen Anforderungen des Prozesses ab.
- Kontinuierliche Messung: Bei dieser Methode wird der Taupunkt ständig überwacht. Dies ist besonders wichtig in Prozessen, wo schnelle Änderungen der Feuchtigkeit auftreten können oder wo eine konstante Überwachung aus Qualitäts- oder Sicherheitsgründen erforderlich ist. Vorteile:
- Echtzeitüberwachung
- Möglichkeit zur automatischen Regelung
- Frühzeitige Erkennung von Trends und Anomalien
Nachteile:
- Höhere Investitionskosten
- Höherer Wartungsaufwand
- Diskontinuierliche Messung: Hierbei wird der Taupunkt in regelmäßigen Intervallen oder bei Bedarf gemessen. Diese Methode wird oft in Systemen eingesetzt, wo sich die Feuchtigkeit nur langsam ändert oder wo gelegentliche Stichproben ausreichen. Vorteile:
- Geringere Kosten
- Weniger Wartungsaufwand
- Flexibler Einsatz des Messgeräts an verschiedenen Messpunkten
Nachteile:
- Keine kontinuierliche Überwachung
- Mögliches Übersehen von kurzzeitigen Schwankungen
Fehler (1986) betont in seiner Arbeit die Bedeutung der richtigen Auswahl zwischen kontinuierlicher und diskontinuierlicher Messung in Abhängigkeit von den Prozessanforderungen. Er argumentiert, dass in vielen Fällen eine diskontinuierliche Messung ausreichend ist, wenn die Prozessbedingungen stabil sind und sich nur langsam ändern. Allerdings empfiehlt er für kritische Anwendungen, insbesondere in der chemischen Industrie und bei der Herstellung von Präzisionsprodukten, eine kontinuierliche Überwachung, um auch kurzfristige Schwankungen erfassen zu können.
Zusammenfassend lässt sich sagen, dass die technische Umsetzung der Taupunktmessung in Druckluftsystemen eine sorgfältige Auswahl des Messgeräts, eine durchdachte Integration in das System und eine Abwägung zwischen kontinuierlicher und diskontinuierlicher Messung erfordert. Die Entscheidung muss dabei immer unter Berücksichtigung der spezifischen Prozessanforderungen, der Genauigkeitsanforderungen und der wirtschaftlichen Aspekte getroffen werden.
V. Herausforderungen und Fehlerquellen
Die präzise Messung des Taupunkts in Druckluftsystemen ist mit einer Reihe von Herausforderungen und potenziellen Fehlerquellen verbunden, die sowohl die Genauigkeit als auch die Zuverlässigkeit der Messungen beeinflussen können. Im Folgenden werden die wichtigsten Aspekte detailliert erörtert.
A. Einfluss von Verunreinigungen
Verunreinigungen in der Druckluft stellen eine der größten Herausforderungen für die Taupunktmessung dar. Sie können die Messergebnisse verfälschen und die Lebensdauer der Messgeräte erheblich verkürzen.
- Ölrückstände: Ölpartikel aus Kompressoren können sich auf den Sensorelementen ablagern und deren Empfindlichkeit beeinträchtigen. Bei optischen Systemen können sie die Reflexionseigenschaften des Spiegels verändern und somit zu Fehlmessungen führen. Bei kapazitiven Sensoren können Ölfilme die dielektrischen Eigenschaften des Sensors verändern und die Messwerte verfälschen.
- Partikel: Feste Partikel in der Druckluft können die Sensoroberflächen beschädigen oder bei optischen Systemen Streulicht verursachen. Dies kann zu einer Fehlinterpretation der Kondensatbildung führen und somit den gemessenen Taupunkt beeinflussen.
- Chemische Verunreinigungen: Aggressive Chemikalien oder Lösungsmitteldämpfe in der Druckluft können die Sensormaterialien angreifen und deren Eigenschaften verändern. Dies ist besonders kritisch bei polymerbasierten kapazitiven Sensoren oder bei den Beschichtungen optischer Komponenten.
Um den Einfluss von Verunreinigungen zu minimieren, sind folgende Maßnahmen erforderlich:
- Installation von effizienten Filtersystemen vor dem Taupunktmessgerät
- Regelmäßige Reinigung und Wartung der Sensorelemente
- Verwendung von chemisch resistenten Materialien für Sensoren und Gehäuse
B. Druckabhängigkeit der Messung
Die Druckabhängigkeit der Taupunktmessung stellt eine weitere signifikante Herausforderung dar, insbesondere in Systemen mit variablen Drücken.
- Physikalischer Hintergrund: Der Taupunkt ist intrinsisch druckabhängig, da der Sättigungsdampfdruck des Wassers mit zunehmendem Druck steigt. Dies bedeutet, dass bei gleichem absoluten Feuchtigkeitsgehalt der Taupunkt bei höherem Druck höher liegt.
- Messtechnische Implikationen: Viele Taupunktmessgeräte messen bei atmosphärischem Druck oder einem definierten Referenzdruck. Die Umrechnung auf den tatsächlichen Systemdruck erfordert präzise Druckmessungen und komplexe Berechnungen.
- Dynamische Druckänderungen: In Systemen mit schnellen Druckänderungen kann die Anpassung der Messwerte eine Herausforderung darstellen, da die Sensoren eine gewisse Reaktionszeit benötigen.
Zur Bewältigung der Druckabhängigkeit sind folgende Ansätze relevant:
- Verwendung von Druckreduzierstationen vor dem Messgerät mit anschließender mathematischer Korrektur
- Einsatz von Sensoren, die direkt im Systemdruck messen können
- Implementierung von Echtzeit-Druckkompensationsalgorithmen in der Messelektronik
C. Kalibrierung und Wartung von Messgeräten
Die regelmäßige Kalibrierung und Wartung der Taupunktmessgeräte ist entscheidend für die Aufrechterhaltung der Messgenauigkeit über die Zeit.
- Kalibrierungsherausforderungen:
- Erzeugung von Referenzfeuchten über einen weiten Bereich von Taupunkten und Drücken
- Stabilität der Referenzbedingungen während der Kalibrierung
- Rückführbarkeit auf nationale oder internationale Standards
- Kalibrierungsmethoden:
- Verwendung von Zwei-Druck- oder Zwei-Temperatur-Feuchtegeneratoren
- Vergleich mit zertifizierten Referenzhygrometern
- In-situ-Kalibrierung mittels tragbarer Kalibriereinheiten
- Wartungsaspekte:
- Regelmäßige Inspektion und Reinigung der Sensorelemente
- Überprüfung und gegebenenfalls Erneuerung von Filterelementen
- Kontrolle der Dichtheit des Messsystems, insbesondere bei Hochdruckanwendungen
- Dokumentation:
- Führung detaillierter Kalibrierungs- und Wartungsprotokolle
- Implementierung eines Qualitätsmanagementsystems für die Messtechnik
Um eine optimale Leistung der Taupunktmessgeräte zu gewährleisten, sind folgende Praktiken empfehlenswert:
- Erstellung eines detaillierten Kalibrierungs- und Wartungsplans
- Schulung des Personals in Bezug auf korrekte Handhabung und Wartung der Messgeräte
- Regelmäßige Überprüfung der Messgenauigkeit durch Vergleichsmessungen
- Berücksichtigung der spezifischen Umgebungsbedingungen bei der Festlegung der Kalibrierungs- und Wartungsintervalle
Zusammenfassend lässt sich sagen, dass die präzise und zuverlässige Taupunktmessung in Druckluftsystemen ein tiefes Verständnis der physikalischen Prinzipien, der messtechnischen Herausforderungen und der spezifischen Anwendungsbedingungen erfordert. Nur durch die sorgfältige Berücksichtigung aller Einflussfaktoren und die Implementierung geeigneter Gegenmaßnahmen kann eine hohe Messqualität über lange Zeiträume gewährleistet werden. Dies ist besonders wichtig in industriellen Anwendungen, wo die genaue Kenntnis des Taupunkts entscheidend für die Prozesseffizienz und -sicherheit ist.
VI. Anwendungsbereiche
Die Taupunktmessung in Druckluftsystemen spielt eine entscheidende Rolle in verschiedenen industriellen Anwendungsbereichen. Ihre Bedeutung erstreckt sich von der Qualitätskontrolle über die Energieeffizienz bis hin zur Gewährleistung der Prozesssicherheit.
A. Qualitätskontrolle in der Druckluftaufbereitung
Die Qualität der Druckluft ist für viele industrielle Prozesse von entscheidender Bedeutung. Der Taupunkt ist dabei ein Schlüsselparameter, der direkt mit dem Feuchtigkeitsgehalt der Druckluft korreliert.
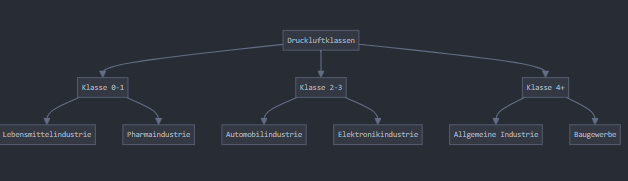
- Klassifizierung der Druckluftqualität: Die ISO 8573-1:2010 definiert Qualitätsklassen für Druckluft, wobei der Drucktaupunkt ein wesentliches Kriterium darstellt. Eine präzise Taupunktmessung ermöglicht die Einhaltung und Überprüfung dieser Normen.
- Überwachung von Trocknungssystemen: In der Druckluftaufbereitung werden verschiedene Trocknungsverfahren eingesetzt, wie Kältetrockner, Adsorptionstrockner oder Membrantrockner. Die kontinuierliche Taupunktmessung ermöglicht eine Echtzeitüberwachung der Leistung dieser Systeme und eine frühzeitige Erkennung von Funktionsstörungen.
- Produktqualitätssicherung: In sensiblen Produktionsprozessen, wie in der Lebensmittel- oder Pharmaindustrie, kann ein zu hoher Feuchtigkeitsgehalt in der Druckluft zu Qualitätseinbußen oder sogar zur Kontamination von Produkten führen. Die Taupunktmessung dient hier als kritischer Kontrollparameter.
B. Energieeffizienz in Druckluftsystemen
Die Erzeugung und Aufbereitung von Druckluft ist energieintensiv. Eine optimierte Taupunktüberwachung kann signifikant zur Steigerung der Energieeffizienz beitragen.
- Optimierung der Trocknungsleistung: Durch präzise Taupunktmessung kann die Leistung von Trocknungssystemen bedarfsgerecht gesteuert werden. Dies verhindert eine Übertrocknung der Druckluft und reduziert den Energieverbrauch.
- Leckageerkennung: Ein unerwartet hoher Taupunkt kann auf Leckagen im Druckluftsystem hinweisen. Durch frühzeitige Erkennung und Behebung solcher Leckagen lassen sich erhebliche Energieeinsparungen realisieren.
- Effizienzsteigerung bei Adsorptionstrocknern: Bei Adsorptionstrocknern mit Taupunktsteuerung kann die Regenerationsphase optimiert werden, indem sie nur dann eingeleitet wird, wenn der Taupunkt einen bestimmten Schwellenwert überschreitet. Dies reduziert den Energieverbrauch für die Regeneration erheblich.
C. Prozesssicherheit in der Industrie
Die Gewährleistung der Prozesssicherheit ist in vielen industriellen Anwendungen von höchster Bedeutung. Die Taupunktmessung trägt wesentlich dazu bei, kritische Prozesse zu überwachen und potenzielle Störungen frühzeitig zu erkennen.
- Vermeidung von Kondensation: In pneumatischen Systemen und Instrumentierungen kann Kondensation zu Fehlfunktionen und Beschädigungen führen. Eine kontinuierliche Taupunktüberwachung ermöglicht es, kritische Bedingungen zu erkennen und präventive Maßnahmen einzuleiten.
- Korrosionsschutz: Ein zu hoher Feuchtigkeitsgehalt in der Druckluft kann zu Korrosion in Rohrleitungen, Ventilen und anderen Komponenten führen. Durch die Überwachung des Taupunkts lässt sich das Korrosionsrisiko minimieren und die Lebensdauer der Anlagen verlängern.
- Prozessstabilität in der Fertigungsindustrie: In der Automobilindustrie, der Elektronikfertigung und anderen Hightech-Branchen ist die Stabilität der Fertigungsprozesse entscheidend für die Produktqualität. Die Taupunktmessung trägt dazu bei, konstante Umgebungsbedingungen zu gewährleisten und Prozessschwankungen zu minimieren.
- Sicherheit in explosionsgefährdeten Bereichen: In Bereichen mit explosionsfähiger Atmosphäre kann Feuchtigkeit in der Druckluft zu erhöhten Sicherheitsrisiken führen. Eine präzise Taupunktüberwachung ist hier ein wesentlicher Bestandteil des Sicherheitskonzepts.
Die Bedeutung der Taupunktmessung in diesen Anwendungsbereichen wird durch den zunehmenden Einsatz von Industrie 4.0-Konzepten weiter verstärkt. Die Integration von Taupunktmessgeräten in vernetzte Produktionsumgebungen ermöglicht eine umfassende Datenanalyse und prädiktive Wartungsstrategien.
Wie Lesser und Müller (2019) in ihrer Studie zur Evaluation der User Experience von AR-Systemen in der industriellen Fertigung betonen, spielen virtuelle Techniken eine zunehmend wichtige Rolle im Kontext von Industrie 4.0 (Lesser & Müller, 2019). Dies lässt sich auch auf die Taupunktmessung übertragen, wo moderne Visualisierungstechniken und Augmented Reality-Anwendungen die Überwachung und Wartung von Druckluftsystemen erleichtern können.
Darüber hinaus zeigen Untersuchungen wie die von Groche und Christiany (2012) zur Umformung höchstfester Blechwerkstoffe, dass die Prozesssicherheit in der Fertigungsindustrie eine zentrale Herausforderung darstellt (Groche & Christiany, 2012). Die präzise Kontrolle der Druckluftqualität durch Taupunktmessung ist in diesem Zusammenhang ein wesentlicher Faktor zur Gewährleistung stabiler und reproduzierbarer Fertigungsprozesse.
Zusammenfassend lässt sich sagen, dass die Taupunktmessung in Druckluftsystemen ein unverzichtbares Instrument zur Qualitätssicherung, Energieeffizienzsteigerung und Gewährleistung der Prozesssicherheit in der modernen Industrie darstellt. Ihre Bedeutung wird mit fortschreitender Digitalisierung und steigenden Anforderungen an Präzision und Effizienz weiter zunehmen.
VII. Aktuelle Entwicklungen und Trends
Die Taupunktmessung in Druckluftsystemen unterliegt einem stetigen Wandel, der durch technologische Fortschritte und veränderte Anforderungen in der Industrie getrieben wird. Drei wesentliche Trends zeichnen sich dabei ab: die Automatisierung und Digitalisierung der Messung, die Miniaturisierung von Sensoren sowie die Integration in Industrie 4.0-Konzepte.
A. Automatisierung und Digitalisierung der Messung
Die Automatisierung und Digitalisierung der Taupunktmessung ist ein zentraler Trend, der die Effizienz und Genauigkeit der Messungen erheblich verbessert:
- Echtzeitüberwachung und -steuerung: Moderne Taupunktmesssysteme ermöglichen eine kontinuierliche Überwachung in Echtzeit. Dies erlaubt eine sofortige Reaktion auf Veränderungen des Taupunkts und eine dynamische Anpassung der Trocknungsleistung in Druckluftsystemen. (Olivares et al., 2023)
- Datenerfassung und -analyse: Digitale Messsysteme sammeln große Mengen an Daten, die mithilfe fortschrittlicher Analysemethoden ausgewertet werden können. Dies ermöglicht beispielsweise die Erkennung von Trends, die Vorhersage von Wartungsbedürfnissen und die Optimierung der Gesamteffizienz des Systems. (Chintakindi & Mitra, 2020)
- Fernüberwachung und -wartung: Durch die Vernetzung von Taupunktmesssystemen können Messungen und Systemzustände aus der Ferne überwacht und gesteuert werden. Dies reduziert den Bedarf an Vor-Ort-Inspektionen und ermöglicht eine schnellere Reaktion auf Probleme. (Olivares et al., 2023)
- Automatische Kalibrierung: Einige moderne Systeme verfügen über Funktionen zur automatischen Selbstkalibrierung, was die Genauigkeit der Messungen über längere Zeiträume aufrechterhält und den Wartungsaufwand reduziert. (Fraser, 2013)
- Künstliche Intelligenz und maschinelles Lernen: Diese Technologien werden zunehmend eingesetzt, um Messdaten zu interpretieren, Anomalien zu erkennen und prädiktive Wartung zu ermöglichen. (Wei-Jiang, 2022)
B. Miniaturisierung von Sensoren
Die Miniaturisierung von Taupunktsensoren ist ein weiterer wichtiger Trend, der neue Anwendungsmöglichkeiten eröffnet und die Integration in bestehende Systeme erleichtert:
- Mikroelektromechanische Systeme (MEMS): MEMS-basierte Taupunktsensoren ermöglichen eine erhebliche Reduzierung der Sensorgröße bei gleichzeitiger Verbesserung der Empfindlichkeit und Reaktionszeit. (Islam et al., 2014)
- Nanotechnologie: Fortschritte in der Nanotechnologie führen zur Entwicklung von Sensoren auf Nanoskala, die eine noch präzisere und schnellere Taupunktmessung ermöglichen. (Beck et al., 2021)
- Integrierte Sensorlösungen: Miniaturisierte Sensoren können direkt in Rohrleitungen oder Komponenten von Druckluftsystemen integriert werden, was eine punktgenaue Messung ermöglicht und den Installationsaufwand reduziert. (Ou & Chen, 2023)
- Energieeffizienz: Kleinere Sensoren benötigen in der Regel weniger Energie, was besonders für batteriebetriebene oder energieautarke Anwendungen von Vorteil ist. (Siddiqui et al., 2017)
- Kosteneinsparungen: Die Miniaturisierung führt oft zu einer Reduzierung der Produktionskosten, was den Einsatz von Taupunktmesssystemen in einem breiteren Spektrum von Anwendungen wirtschaftlich macht. (Islam et al., 2014)
C. Integration in Industrie 4.0-Konzepte
Die Integration von Taupunktmesssystemen in Industrie 4.0-Konzepte ist ein Trend, der die Vernetzung und Intelligenz der Produktionssysteme weiter vorantreibt:
- Interoperabilität: Moderne Taupunktmesssysteme werden zunehmend mit standardisierten Schnittstellen ausgestattet, die eine nahtlose Integration in bestehende Industrie 4.0-Infrastrukturen ermöglichen. (Porr et al., 2020)
- Digitale Zwillinge: Die Erstellung digitaler Zwillinge von Druckluftsystemen, einschließlich der Taupunktmessung, ermöglicht eine virtuelle Simulation und Optimierung der Systeme. (Lu & Brilakis, 2019)
- Predictive Maintenance: Durch die Integration von Taupunktdaten in umfassende Wartungskonzepte können potenzielle Probleme frühzeitig erkannt und behoben werden, bevor sie zu Ausfällen führen. (Chintakindi & Mitra, 2020)
- Cloud-basierte Lösungen: Die Speicherung und Verarbeitung von Taupunktdaten in der Cloud ermöglicht eine flexible und skalierbare Datenanalyse sowie den Zugriff von verschiedenen Standorten aus. (Olivares et al., 2023)
- Cyber-physische Systeme: Die Verknüpfung von physischen Taupunktmesssystemen mit digitalen Technologien ermöglicht eine intelligente Steuerung und Optimierung der Druckluftaufbereitung im Kontext der gesamten Produktionsanlage. (Schumacher et al., 2019)
Diese Entwicklungen und Trends in der Taupunktmessung tragen dazu bei, die Effizienz, Zuverlässigkeit und Flexibilität von Druckluftsystemen zu verbessern. Sie ermöglichen eine genauere Kontrolle der Luftfeuchtigkeit, eine bessere Integration in übergeordnete Produktionssysteme und letztendlich eine Steigerung der Produktqualität und Energieeffizienz in industriellen Prozessen.
Die Herausforderung für Unternehmen besteht darin, diese neuen Technologien effektiv zu implementieren und das volle Potenzial der Daten zu nutzen, die durch moderne Taupunktmesssysteme generiert werden. Dies erfordert oft Investitionen in Infrastruktur, Schulungen und die Entwicklung neuer Prozesse zur Datenanalyse und Entscheidungsfindung.
VIII. Fazit
A. Zusammenfassung der Bedeutung der Taupunktmessung
Die Taupunktmessung in Druckluftsystemen ist von fundamentaler Bedeutung für zahlreiche industrielle Anwendungen und Prozesse:
- Qualitätssicherung: Eine präzise Taupunktüberwachung ist entscheidend für die Einhaltung von Qualitätsstandards in der Druckluftaufbereitung. Sie ermöglicht die Kontrolle und Optimierung von Trocknungsprozessen und trägt somit zur Vermeidung von Kondensation und damit verbundenen Problemen wie Korrosion oder Produktverunreinigungen bei(Murphy, 1984; Zhang et al., 2019).
- Energieeffizienz: Durch eine genaue Taupunktmessung kann die Leistung von Trocknungssystemen bedarfsgerecht gesteuert werden. Dies führt zu erheblichen Energieeinsparungen, da eine Übertrocknung der Druckluft vermieden wird(Zhang et al., 2019).
- Anlagenschutz: Die kontinuierliche Überwachung des Taupunkts ermöglicht eine frühzeitige Erkennung von potenziellen Problemen wie Leckagen oder Fehlfunktionen im Druckluftsystem. Dies trägt zur Verlängerung der Lebensdauer von Anlagenkomponenten und zur Reduzierung von Ausfallzeiten bei(Murphy, 1984).
- Prozesssicherheit: In vielen industriellen Anwendungen, insbesondere in der Lebensmittel-, Pharma- und Elektronikindustrie, ist die Kontrolle des Feuchtigkeitsgehalts in der Druckluft kritisch für die Produktqualität und -sicherheit. Die Taupunktmessung spielt hier eine Schlüsselrolle(Murphy, 1984; Zhang et al., 2019).
- Compliance: Die Taupunktmessung ist oft unerlässlich, um die Einhaltung von Normen und Richtlinien (wie ISO 8573-1:2010) nachzuweisen und regulatorische Anforderungen zu erfüllen(Murphy, 1984).
- Optimierung von Produktionsprozessen: In modernen Industrie 4.0-Umgebungen dienen Taupunktdaten als wichtiger Eingabeparameter für übergeordnete Prozesssteuerungssysteme und tragen zur Gesamtoptimierung der Fertigungsprozesse bei(Murphy, 1984).
B. Ausblick auf zukünftige Entwicklungen
Die Zukunft der Taupunktmessung in Druckluftsystemen wird voraussichtlich von folgenden Trends geprägt sein:
- Fortschreitende Miniaturisierung: Die Entwicklung von noch kleineren und präziseren Sensoren, basierend auf Nanotechnologie und MEMS (Mikroelektromechanische Systeme), wird die Integration von Taupunktmessgeräten in bestehende Systeme weiter erleichtern(Murphy, 1984).
- Erhöhte Genauigkeit und Zuverlässigkeit: Durch verbesserte Sensortechnologien und fortschrittliche Kalibrierungsmethoden wird die Präzision der Taupunktmessung weiter zunehmen(Brewer et al., 2018, 2020).
- Intelligente, vernetzte Systeme: Die Integration von Taupunktmessgeräten in das Internet der Dinge (IoT) wird eine Echtzeitüberwachung, prädiktive Wartung und eine optimierte Steuerung von Druckluftsystemen ermöglichen(Murphy, 1984).
- Multifunktionale Sensoren: Zukünftige Sensoren könnten neben dem Taupunkt auch andere relevante Parameter wie CO2-Gehalt oder Ölkonzentration in der Druckluft messen(Murphy, 1984; Potter, 2011).
- Verbesserte Datenanalyse: Der Einsatz von künstlicher Intelligenz und maschinellem Lernen wird die Interpretation von Taupunktdaten verbessern und zu einer noch effizienteren Steuerung von Druckluftsystemen führen(Murphy, 1984).
- Nachhaltigkeit: Die Optimierung von Druckluftsystemen durch präzise Taupunktmessung wird einen wichtigen Beitrag zur Reduzierung des Energieverbrauchs und damit zur Verringerung des CO2-Fußabdrucks in der Industrie leisten(Murphy, 1984).
- Standardisierung und Normung: Es ist zu erwarten, dass internationale Standards für Taupunktmessung und -kalibrierung weiterentwickelt werden, um die Vergleichbarkeit und Zuverlässigkeit von Messungen weltweit zu verbessern(Brewer et al., 2018, 2020).
Diese Entwicklungen werden dazu beitragen, dass die Taupunktmessung in Zukunft noch präziser, zuverlässiger und effizienter wird. Dies wird nicht nur die Qualität und Sicherheit industrieller Prozesse weiter verbessern, sondern auch einen wichtigen Beitrag zur Energieeffizienz und Nachhaltigkeit in der Industrie leisten. Die Integration von Taupunktmesssystemen in umfassendere Industrie 4.0-Konzepte wird zudem neue Möglichkeiten für die Prozessoptimierung und das Anlagenmanagement eröffnen.
Q: Was ist ein Taupunktsensor und wofür wird er verwendet?
A: Ein Taupunktsensor ist ein Gerät, das den Taupunkt in Luft oder Gasen misst. Er wird in verschiedenen industriellen Anwendungen zur Überwachung und Steuerung der Luftfeuchtigkeit eingesetzt, um eine optimale Leistung und Qualität zu gewährleisten.
Q: Wie funktioniert die Taupunktmessung in Druckluft?
A: Die Taupunktmessung in Druckluft erfolgt durch spezielle Taupunktsensoren, die den Sättigungsgrad der Feuchtigkeit in der Luft messen. Dies geschieht meist in einer Messkammer und die Daten können dann zur Steuerung von Trocknungssystemen verwendet werden.
Q: Welche Rolle spielt ein Kältetrockner in der Taupunktmessung?
A: Ein Kältetrockner wird verwendet, um die Feuchtigkeit in der Druckluft zu reduzieren. Er kühlt die Luft ab, sodass das in ihr enthaltene Wasser kondensiert und abgeschieden werden kann. Dies reduziert den Taupunkt der Druckluft, wodurch diese effizienter genutzt werden kann.
Q: Was sind die Vorteile der Verwendung eines Taupunktsensors FA 500 von CS Instruments?
A: Der Taupunktsensor FA 500 von CS Instruments bietet präzise und zuverlässige Messungen. Er verfügt über einen Analogausgang für einfache Integration in bestehende Systeme und ist ideal für Anwendungen in Kältetrocknern und Adsorptionstrocknern.
Q: Was ist der Unterschied zwischen einem Taupunktmessgerät und einem mobilen Taupunktmessgerät?
A: Ein stationäres Taupunktmessgerät ist in eine feste Anlage integriert und überwacht kontinuierlich den Taupunkt. Ein mobiles Taupunktmessgerät, wie das DP 510, kann leicht transportiert werden und ermöglicht Flexibilität bei der Überprüfung verschiedener Standorte.
Q: Warum ist die Feuchtemessung in Druckluft und Gasen wichtig?
A: Die Feuchtemessung in Druckluft und Gasen ist wichtig, um Kondensation zu verhindern, die die Qualität der Produkte beeinträchtigen und die Lebensdauer der Ausrüstung verringern kann. Sie hilft auch bei der Vermeidung von Korrosion und der Sicherstellung einer konstanten Produktqualität.
Q: Welche Einflüsse hat Öl in der Druckluft auf die Taupunktmessung?
A: Öl in der Druckluft kann die Messgenauigkeit beeinträchtigen, da es die Taupunktsensoren verunreinigen kann. Es ist daher wichtig, Öl von der Druckluft fernzuhalten und gegebenenfalls geeignete Filter und Wartungsmaßnahmen zu verwenden.
Q: Was macht ein Taupunktmessgerät für Druckluft besonders?
A: Ein Taupunktmessgerät für Druckluft ist speziell dafür ausgelegt, in den harten Bedingungen der Druckluftanwendungen genaue Messungen zu liefern. Es ist robust gebaut, kann in hohen Druckbereichen arbeiten und liefert schnelle und präzise Ergebnisse.
Q: Wie hängt die Taupunktmessung mit Adsorptionstrocknern zusammen?
A: Adsorptionstrockner verwenden Materialien, die Feuchtigkeit aus der Luft absorbieren, um den Taupunkt zu senken. Ein Taupunktsensor in einem Adsorptionstrockner hilft dabei, den Feuchtigkeitsgehalt zu überwachen und sicherzustellen, dass der Trockner effizient arbeitet.
Q: Was ist der Zweck der Taupunktmessung in Druckluft?
A: Die Taupunktmessung und Feuchtemessung in Druckluft sind entscheidend, um die Luftqualität zu überwachen und sicherzustellen, dass keine überschüssige Feuchtigkeit vorhanden ist, die Korrosion oder andere Schäden verursachen könnte.
Q: Welche Rolle spielen Kältetrocknern in der Taupunktmessung?
A: Kältetrocknern sind Geräte, die die Druckluft kühlen, um Feuchtigkeit zu kondensieren und zu entfernen. Dies ist ein wichtiger Schritt in der Vorbereitung der Druckluft für industrielle Anwendungen, wobei die Taupunktsensoren zur Feuchtemessung in Adsorptionstrocknern verwendet werden, um die Effizienz zu überprüfen.
Q: Was sind die Vorteile eines Taupunktsensor FA?
A: Taupunktsensoren FA bieten äußerst genaue und schnelle Messergebnisse, was wichtig für Anwendungen ist, die eine präzise Kontrolle der Feuchtigkeit erfordern. Vorgängermodelle zeichnen sich die neuen durch verbesserte Sensor-Technologien aus.
Q: Wofür braucht man eine Messkammer für atmosphärischen Taupunkt?
A: Eine Messkammer für atmosphärischen Taupunkt wird verwendet, um den Taupunkt in einer kontrollierten Umgebung zu messen. Dies ist wichtig für genaue und konsistente Messungen in verschiedenen industriellen Anwendungen.
Q: Wie funktioniert ein Taupunktmessgerät DP 510?
A: Ein Taupunktmessgerät DP 510 ist ein präzises Instrument zur Messung des Taupunkts und anderer Feuchtemessgrößen. Es verfügt über ein integriertes Display, das den Taupunkt groß sowie weitere Feuchtemessgrößen anzeigt, und kann Daten für Analysezwecke speichern.
Q: Was ist der Unterschied zwischen einem Adsorptionstrockner und einem Kältetrocknern?
A: Adsorptionstrockner verwenden adsorbierende Materialien, um die Feuchtigkeit in der Druckluft zu entfernen, während Kältetrocknern die Luft kühlen, um die Feuchtigkeit zu kondensieren. Beide Systeme haben ihre spezifischen Anwendungen und Vorteile.
Q: Warum ist die Wahl des korrekten Messgerätes wichtig?
A: Die Wahl des korrekten Messgerätes ist wichtig, um genaue und zuverlässige Messergebnisse zu erzielen. Unterschiedliche Anwendungen und Umgebungsbedingungen erfordern spezifische Sensoren und Messgeräte, z.B. Taupunktmessung in Druckluft und Gas.
Q: Was sind die typischen Einsatzgebiete für Taupunktsensoren zur Feuchtemessung in Adsorptionstrocknern?
A: Typische Einsatzgebiete sind industrielle Prozesse, bei denen genaue Feuchtigkeitskontrolle wichtig ist, z.B. in der chemischen Industrie, Lebensmittelproduktion und Pharmazeutik.
Q: Wie kann man ein Taupunktmessgerät mit integriertem Datenlogger verwenden?
A: Ein Taupunktmessgerät mit integriertem Datenlogger kann verwendet werden, um fortlaufend den Taupunkt und andere Feuchtemessgrößen zu überwachen. Die gespeicherten Daten können später analysiert werden, um Trends und Anomalien zu identifizieren.
Q: Was sind die Vorteile von Taupunktmessung in Druckluft und Gas?
A: Die Taupunktmessung in Druckluft und Gas hilft, die Feuchtigkeit zu kontrollieren, was Korrosion, Produktverderb und andere feuchtigkeitsbedingte Probleme verhindern kann. Dies ist essentiell für die Qualität und Langlebigkeit von Produkten und Systemen.













![QUALIFIZIERUNG REINRAUM ISO 8 [8]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-8-8.jpg)


![QUALIFIZIERUNG REINRAUM ISO 8 [9]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-8-9.jpg)
![QUALIFIZIERUNG REINRAUM ISO 8 [7]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-8-7.jpg)

![QUALIFIZIERUNG REINRAUM ISO 5 [3]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-5-3.jpg)
![QUALIFIZIERUNG REINRAUM ISO 6 [1]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-6-1.jpg)
![QUALIFIZIERUNG REINRAUM ISO 7 [1]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-7-1.jpg)
![QUALIFIZIERUNG REINRAUM ISO 8 [3]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-8-3.jpg)
![QUALIFIZIERUNG REINRAUM ISO 8 [2]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-8-2.jpg)
![QUALIFIZIERUNG REINRAUM ISO 8 [6]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-8-6.jpg)