Als erfahrener Experte für Druckluftanlagen möchte ich Ihnen einen Einblick in das Kondensatmanagement unseres Werks geben. In den letzten 15 Jahren habe ich zahlreiche Herausforderungen gemeistert und möchte meine Erfahrungen mit Ihnen teilen.
Die Bedeutung des Kondensatmanagements
In unserem Werk haben wir erkannt, dass ein effizientes Kondensatmanagement für den reibungslosen Betrieb unserer Druckluftanlage unerlässlich ist. Es geht nicht nur darum, Kondensat zu entfernen, sondern auch darum, es umweltgerecht zu behandeln. Unsere Anlage entspricht den strengen Anforderungen der Norm ISO 8573-1, was die Luftqualität betrifft. Dies bedeutet auch, dass wir besonders sorgfältig mit dem anfallenden Kondensat umgehen müssen.
Unser Öl-Wasser-Trennsystem
Nach sorgfältiger Abwägung haben wir uns für ein Schwerkraft-Medien-Gerät zur Öl-Wasser-Trennung entschieden. Diese Wahl hat sich für uns aus mehreren Gründen als optimal erwiesen:
Platzsparende Lösung: In unserem begrenzten Raum war die kompakte Bauweise ein entscheidender Vorteil.
Geringe Anfangsinvestition: Das Budget war anfangs knapp, daher war der niedrige Anschaffungspreis attraktiv.
Vor-Ort-Behandlung: Wir wollten die Kontrolle über den gesamten Prozess behalten.
Die Implementierung war jedoch nicht ohne Herausforderungen. Anfänglich unterschätzten wir den Wartungsaufwand für die Medien. Wir mussten unsere Inspektionsroutinen anpassen und schulten unser Personal entsprechend. Dies führte zu einer Optimierung unserer Betriebsabläufe und einer verbesserten Gesamteffizienz.
Automatische Kondensatableiter: Eine Schlüsselkomponente
Ein weiterer wichtiger Aspekt unseres Kondensatmanagements sind die automatischen Kondensatableiter. Wir haben uns für interne mechanische Schwimmerableiter entschieden, die in den Gehäusen unserer Flüssigkeitsabscheider und Koaleszenzfilter integriert sind. Diese Wahl basierte auf mehreren Faktoren:
Kosteneffizienz: Die geringen Anschaffungskosten passten gut zu unserem Budget.
Keine Druckluft-Verluste: Dies trägt zur Energieeffizienz unserer Anlage bei, was im Einklang mit den Anforderungen der ISO 8573-1 steht.
Einfache Integration: Die Ableiter ließen sich problemlos in unsere bestehende Infrastruktur einbauen.
Allerdings stellten wir fest, dass regelmäßige Wartung unerlässlich ist. Die Ablassöffnungen neigen dazu, sich zu verstopfen, insbesondere in Bereichen mit hohem Schmutzaufkommen. Wir haben daher einen strengen Reinigungsplan eingeführt, der die Zuverlässigkeit erheblich verbessert hat.
Herausforderungen und Lösungen
Eine der größten Herausforderungen, der wir uns stellen mussten, war die Behandlung von stabilen Emulsionen. Unser Schwerkraft-Medien-Gerät stieß hier anfangs an seine Grenzen. Wir erwogen den Einsatz eines Spaltmittel-Geräts, entschieden uns aber schließlich für eine Optimierung unseres bestehenden Systems. Durch die Einführung einer Vorbehandlungsstufe und die Anpassung der Medien konnten wir die Effizienz deutlich steigern.
Die Einhaltung der Umweltvorschriften war ein weiterer kritischer Punkt. Wir investierten in regelmäßige Schulungen unseres Personals und führten ein strenges Überwachungssystem ein, um sicherzustellen, dass unser gereinigtes Wasser stets den gesetzlichen Anforderungen entspricht.
Fazit und Ausblick
Unser Kondensatmanagementsystem hat sich über die Jahre als robust und effizient erwiesen. Die Kombination aus Schwerkraft-Medien-Gerät und internen mechanischen Schwimmerableitern ermöglicht uns eine zuverlässige und kostengünstige Behandlung unseres Kondensats.
Für die Zukunft planen wir, unser System noch weiter zu optimieren. Wir erwägen die Integration von IoT-Sensoren zur Echtzeitüberwachung der Kondensatqualität und -menge. Dies wird uns helfen, noch proaktiver auf Veränderungen zu reagieren und die Effizienz weiter zu steigern.
Abschließend möchte ich betonen, dass ein effektives Kondensatmanagement entscheidend für den reibungslosen Betrieb einer Druckluftanlage ist. Es erfordert kontinuierliche Aufmerksamkeit und Anpassung, zahlt sich aber in Form von verbesserter Anlagenleistung und Umweltverträglichkeit aus. Die Einhaltung von Standards wie ISO 8573-1 sollte dabei immer im Fokus stehen, um eine optimale Luftqualität und Effizienz zu gewährleisten.
Kompressor mit integriertem Nachkühler: Dies ist der Ausgangspunkt unseres Systems. Der integrierte Nachkühler ist entscheidend, um die Lufttemperatur nach der Kompression zu senken.
Luftbehälter: Dient als Puffer und hilft, Druckschwankungen auszugleichen.
Wasserabscheider: Entfernt grobe Feuchtigkeit aus der Luft.
Allzweck-Koaleszenzfilter (1,0μ, 0,1 ppm): Erste Filterstufe zur Entfernung feinerer Partikel und Öltröpfchen.
Hocheffizienz-Koaleszenzfilter (0,01μ, 0,01 ppm): Zweite, feinere Filterstufe für noch bessere Luftreinheit.
Regenerativer Adsorptionstrockner (-40°F / -40°C Drucktaupunkt): Entfernt Feuchtigkeit bis zu einem sehr niedrigen Drucktaupunkt.
Feinstaubfilter (1,0μ): Entfernt mögliche Partikel, die vom Trockner abgegeben werden könnten.
Aktivkohlefilter (optional, 0,003 ppm): Letzte Stufe zur Entfernung von Gerüchen und Dämpfen.
Bedeutung für die Luftqualität
Dieses System ist speziell darauf ausgelegt, die Anforderungen der ISO 8573-1 Klasse 1.2.1 zu erfüllen. In meiner Erfahrung ist die korrekte Implementierung und Wartung jeder einzelnen Komponente entscheidend für die Gesamtleistung.
Der Einsatz eines ölfreien Kompressors allein garantiert noch keine ölfreie Luft im Sinne der ISO 8573-1. Atmosphärische Verunreinigungen, die in den Kompressor gelangen, müssen ebenfalls berücksichtigt werden. Daher ist die nachgeschaltete Aufbereitung durch Trocknung und Filtration unerlässlich.
Herausforderungen und Lösungen
Eine der größten Herausforderungen bei der Implementierung eines solchen Systems ist die Aufrechterhaltung der Effizienz bei gleichzeitiger Sicherstellung der Luftqualität. Der Druckverlust durch die verschiedenen Filterkomponenten muss sorgfältig überwacht werden. In unserer Anlage haben wir ein Überwachungssystem installiert, das uns frühzeitig auf Druckverluste aufmerksam macht, sodass wir proaktiv Wartungsarbeiten durchführen können.
Die regelmäßige Wartung, insbesondere der Austausch von Filterelementen und die Überprüfung des Trockners, ist entscheidend. Wir haben einen strengen Wartungsplan implementiert, der die Lebensdauer jeder Komponente berücksichtigt.
Schlussfolgerung
Dieses System stellt sicher, dass wir kontinuierlich Luft der Klasse 1.2.1 nach ISO 8573-1 produzieren können. Es ist robust und zuverlässig, erfordert aber auch kontinuierliche Aufmerksamkeit und Wartung. Für spezielle Anwendungen wie Atemluft oder medizinische Luft sind zusätzliche Behandlungsschritte erforderlich, die über dieses Standardsystem hinausgehen.
Die Investition in ein solch umfassendes System hat sich für uns in Form von verbesserter Produktqualität, reduziertem Energieverbrauch und verlängerter Lebensdauer unserer Endgeräte mehr als ausgezahlt.
Effektive Nutzung von Druckluftfiltern in modernen Anlagen
In meiner 15-jährigen Erfahrung als Manager einer hochmodernen Druckluftanlage habe ich gelernt, dass Druckluftfilter für die Leistung und Effizienz des Systems von entscheidender Bedeutung sind. Unsere Anlage, die nach den höchsten Standards der Branche konzipiert wurde, nutzt ein ausgeklügeltes Filtersystem, das weit über die grundlegende Luftreinigung hinausgeht. Die Implementierung dieses Systems war anfangs eine Herausforderung, hat sich aber als unschätzbar wertvoll für die Langlebigkeit unserer Ausrüstung und die Qualität unserer Produktion erwiesen.
Die Notwendigkeit umfassender Filtration
Obwohl unser Trockner eine Schlüsselrolle bei der Bereitstellung sauberer, trockener Luft spielt, haben wir festgestellt, dass zusätzliche Behandlungsschritte unerlässlich sind. In unserer Anlage setzen wir auf ein mehrstufiges Filtersystem, das Staub, Schmutz, Öl und Wasser effektiv entfernt. Die Umsetzung dieses Systems war zunächst mit erheblichen Kosten verbunden, aber die langfristigen Vorteile in Bezug auf reduzierte Wartungskosten und verbesserte Luftqualität haben sich als äußerst lohnend erwiesen.
Partikelfilter: Die erste Verteidigungslinie
Unsere Erfahrung hat gezeigt, dass Partikelfilter eine entscheidende Rolle bei der Entfernung fester Verunreinigungen spielen. In unserer Anlage verwenden wir Hochleistungs-Partikelfilter, die Partikel bis zu einer Größe von 0,01 Mikrometern effektiv entfernen können. Diese Filtration geht weit über die Möglichkeiten des typischen 10-Mikrometer-Einlassfilters eines Kompressors hinaus. Die Implementierung dieser fortschrittlichen Filter war anfangs eine Herausforderung, da sie einen höheren Druckverlust verursachten. Wir haben jedoch gelernt, dass der regelmäßige Austausch der Filterelemente entscheidend ist, um die Energiekosten zu optimieren und die Effizienz zu maximieren.
Koaleszenzfilter: Schutz vor Flüssigkeiten
Ein Schlüsselelement unseres Filtersystems sind die Koaleszenzfilter. Diese spielen eine entscheidende Rolle bei der Entfernung von Öl- und Wassertröpfchen aus der Druckluft. Die Installation dieser Filter war eine technische Herausforderung, da wir sicherstellen mussten, dass der Luftstrom von innen nach außen verläuft und die Anti-Wiedereintragsbarriere korrekt positioniert ist. Unsere Erfahrung hat gezeigt, dass die regelmäßige Wartung dieser Filter, insbesondere die Überprüfung und Reinigung der automatischen Ablassventile, entscheidend für ihre Effizienz ist.
Adsorptionsfilter: Die letzte Stufe der Reinigung
In unserer Anlage setzen wir auch auf Adsorptionsfilter mit Aktivkohlegranulat. Diese Filter haben sich als äußerst effektiv bei der Entfernung von Öldämpfen und Gerüchen erwiesen, was für viele unserer empfindlichen Prozesse von entscheidender Bedeutung ist. Die Implementierung dieser Filter erforderte eine sorgfältige Planung, da sie durch vorgeschaltete Koaleszenzfilter geschützt werden müssen, um eine Überbelastung durch flüssiges Öl zu verhindern.
Die Bedeutung der Norm ISO 8573-1
Bei der Konzeption und Umsetzung unseres Filtersystems haben wir uns strikt an die Vorgaben der Norm ISO 8573-1 gehalten. Diese Norm hat uns dabei geholfen, die Luftqualität in unserer Anlage präzise zu definieren und zu kontrollieren. Die Einhaltung der ISO 8573-1 war anfangs eine Herausforderung, hat sich aber als unschätzbar wertvoll für die Gewährleistung einer konsistenten Luftqualität erwiesen.
Energieeffizienz und Druckverluste
Ein wichtiger Aspekt, den wir bei der Implementierung unseres Filtersystems berücksichtigen mussten, war der Druckverlust. Wir haben gelernt, dass jeder Druckverlust von 0,07 bar den Stromverbrauch um etwa 0,5% erhöht. Um dies zu optimieren, haben wir ein strenges Wartungsprotokoll eingeführt, das den regelmäßigen Austausch der Filterelemente vorsieht. Diese proaktive Wartung hat sich als entscheidend für die Aufrechterhaltung der Energieeffizienz unserer Anlage erwiesen.
Schlussfolgerung und Ausblick
Die Implementierung eines umfassenden Filtersystems in unserer Druckluftanlage war ein komplexer, aber lohnender Prozess. Durch die strikte Einhaltung der Norm ISO 8573-1 und die sorgfältige Auswahl und Wartung unserer Filter haben wir eine Luftqualität erreicht, die in vielen Fällen sogar besser ist als die der Umgebungsluft, die in unseren Kompressor eintritt. Diese Investition in hochwertige Filtration hat sich durch verbesserte Produktqualität, reduzierte Ausfallzeiten und optimierte Energieeffizienz mehr als ausgezahlt.
Optimierung und Management eines effizienten Druckluftsystems: Erfahrungen aus der Praxis
Als erfahrener Experte für Druckluftsysteme mit fast 15 Jahren Erfahrung möchte ich meine Erkenntnisse über die Verwaltung und Optimierung einer hocheffizienten Druckluftanlage teilen. Unser System wurde unter Berücksichtigung der neuesten Technologien und Best Practices entwickelt und implementiert. In diesem Artikel werde ich die wichtigsten Aspekte unserer Anlage erläutern und dabei auf die Herausforderungen und Erfolge eingehen, die wir bei der Umsetzung erlebt haben.
Kapazitätsmanagement und Durchflussoptimierung
In unserem Werk haben wir großen Wert darauf gelegt, die Durchflusskapazität unserer Trockner genau zu kennen und zu optimieren. Wir verwenden Trockner, deren Kapazität in Normkubikmetern pro Minute (Nm³/min) angegeben wird, basierend auf den Standardbedingungen gemäß ISO 8573-1. Diese Norm definiert Standardluft bei 1 bar, 20°C und 0% relativer Luftfeuchtigkeit.
Bei der Auswahl unserer Trockner haben wir darauf geachtet, dass sie auf Einlassbedingungen von gesättigter Druckluft bei 7 bar und 38°C sowie einer Umgebungstemperatur von 38°C ausgelegt sind. Eine der größten Herausforderungen war es, die richtige Balance zwischen Trocknergröße und Kompressorkapazität zu finden. Wir haben gelernt, dass eine sorgfältige Platzierung des Trockners im System entscheidend ist. In unserem Fall haben wir uns dafür entschieden, den Trockner zwischen dem Kompressor und dem Druckluftspeicher zu installieren. Dies hat sich als vorteilhaft erwiesen, da wir so sicherstellen können, dass der Durchfluss durch den Trockner die Ausgangsleistung des Kompressors nicht übersteigt.
Druckmanagement und Energieeffizienz
Ein weiterer kritischer Aspekt unseres Systems ist das effektive Druckmanagement. Wir haben festgestellt, dass ein höherer Einlassdruck zum Trockner zwar die Feuchtigkeitsbelastung reduziert und zu einem effizienteren Trocknungsprozess führt, aber gleichzeitig die Betriebskosten des Kompressors erhöht. Nach sorgfältiger Abwägung haben wir uns für einen optimalen Betriebsdruck entschieden, der sowohl die Effizienz des Trockners als auch die Energiekosten berücksichtigt.
Eine der wertvollsten Lektionen, die wir gelernt haben, ist die Bedeutung der regelmäßigen Überwachung und Anpassung des Systemdrucks. Wir haben ein automatisiertes Überwachungssystem implementiert, das uns hilft, den Druck kontinuierlich zu optimieren. Dieses System hat sich als äußerst nützlich erwiesen, da es uns ermöglicht, schnell auf Veränderungen im Luftbedarf zu reagieren und gleichzeitig die Energieeffizienz zu maximieren.
Temperaturmanagement und Umgebungsbedingungen
Die Kontrolle der Betriebstemperatur unseres Druckluftsystems hat sich als eine der komplexesten Aufgaben erwiesen. Wir mussten nicht nur die Einlasstemperatur zum Trockner berücksichtigen, sondern auch die Schwankungen der Umgebungstemperatur und die Temperaturanforderungen an den Verwendungsstellen.
In unserem System haben wir luftgekühlte Nachkühler installiert, die die Umgebungsluft zur Kühlung nutzen. Eine der größten Herausforderungen war es, mit den hohen Sommertemperaturen umzugehen, die dazu führen können, dass die Drucklufttemperatur am Einlass des Trockners die Nenntemperatur von 38°C übersteigt. Um dieses Problem zu lösen, haben wir ein ausgeklügeltes Belüftungssystem im Kompressorraum installiert, das die Effizienz des Nachkühlers erhöht und die Einlasstemperatur zum Trockner senkt.
Ein weiterer wichtiger Aspekt, den wir berücksichtigen mussten, war die Exposition unserer Verteilungsleitungen gegenüber Außentemperaturen, die unter den Gefrierpunkt fallen können. Um Probleme mit Kondensation und Gefrieren zu vermeiden, haben wir sichergestellt, dass der Drucktaupunkt der Luft immer unter der niedrigsten zu erwartenden Umgebungstemperatur liegt. Dies erforderte eine sorgfältige Abstimmung unseres Trocknungssystems und der Isolierung unserer Leitungen.
Nutzung von Betriebsmitteln und Energieeffizienz
Die Auswahl und der effiziente Einsatz von Betriebsmitteln waren entscheidend für die Optimierung unseres Druckluftsystems. In unserem Werk stehen verschiedene Energiequellen zur Verfügung, darunter elektrischer Strom, Erdgas und Kühlwasser. Bei der Auswahl unserer Trockner haben wir sorgfältig die Verfügbarkeit und die relativen Kosten jeder dieser Ressourcen abgewogen.
Eine der innovativsten Entscheidungen, die wir getroffen haben, war die Integration eines Wärmerückgewinnungssystems. Dieses System nutzt die Abwärme unserer Kompressoren zur Vorwärmung von Prozesswasser, was zu erheblichen Energieeinsparungen geführt hat. Obwohl die anfänglichen Investitionskosten hoch waren, hat sich diese Entscheidung langfristig als äußerst rentabel erwiesen.
Die Implementierung eines umfassenden Energiemanagementsystems, das alle Aspekte unserer Druckluftanlage überwacht und steuert, war ebenfalls von unschätzbarem Wert. Dieses System ermöglicht es uns, den Energieverbrauch in Echtzeit zu verfolgen und schnell auf Ineffizienzen zu reagieren.
Fazit
Die Verwaltung und Optimierung unseres Druckluftsystems war ein kontinuierlicher Lernprozess. Durch die sorgfältige Berücksichtigung von Faktoren wie Durchflusskapazität, Betriebsdruck, Temperaturmanagement und Ressourcennutzung konnten wir ein hocheffizientes System entwickeln, das den Anforderungen der ISO 8573-1 entspricht und gleichzeitig unsere betrieblichen Bedürfnisse erfüllt.
Der Schlüssel zu unserem Erfolg lag in der kontinuierlichen Überwachung, Anpassung und Verbesserung unseres Systems. Wir haben gelernt, dass selbst kleine Änderungen große Auswirkungen auf die Gesamteffizienz haben können. Für andere Anlagenmanager, die ihre Druckluftsysteme optimieren möchten, empfehle ich, einen ganzheitlichen Ansatz zu verfolgen und stets offen für neue Technologien und Methoden zu bleiben.
Membrantrockner in unserer Druckluftanlage: Praxiserfahrungen und Innovationen
In einem speziellen Bereich unserer Druckluftanlage haben wir uns für den Einsatz von Membrantrocknern entschieden. Diese innovative Technologie, die ursprünglich für die Lufttrennung wie bei der Stickstoffproduktion entwickelt wurde, hat sich auch in unserem Druckluftsystem als äußerst effektiv erwiesen. In diesem Artikel möchte ich unsere Erfahrungen mit Membrantrocknern teilen und aufzeigen, wie wir sie erfolgreich in unsere Anlage integriert haben, um die strengen Anforderungen der ISO 8573-1 zu erfüllen.
Funktionsweise und Installation
Unsere Membrantrockner nutzen speziell entwickelte semipermeable Membranen, die es Wasserdampfmolekülen ermöglichen, schneller durch die Membranporen zu diffundieren als Luftmoleküle. Dies führt zu einer signifikanten Reduzierung des Wasserdampfgehalts im Luftstrom am Auslass des Trockners und somit zu einer Absenkung des Taupunkts.
Die Installation der Membrantrockner war relativ unkompliziert und kostengünstig. Aufgrund ihrer kompakten Bauweise und der Tatsache, dass sie keine beweglichen Teile haben, konnten wir sie problemlos in bestehende Systeme integrieren, auch in Außenbereichen und in Umgebungen mit erhöhten Sicherheitsanforderungen.
Leistung und Taupunktunterdrückung
In der Praxis haben wir festgestellt, dass unsere Membrantrockner in der Regel einen Taupunkt von etwa 4°C erreichen. Für bestimmte Anwendungen, die einen noch niedrigeren Taupunkt erfordern, konnten wir durch Anpassungen sogar Werte bis zu -40°C erzielen. Allerdings mussten wir dabei einen erhöhten Verlust an Spülluft in Kauf nehmen, was zu einer sorgfältigen Abwägung zwischen Trocknungsleistung und Energieeffizienz führte.
Herausforderungen und Lösungen
Eine der größten Herausforderungen, der wir uns stellen mussten, war die Begrenzung auf Systeme mit geringer Kapazität. Um dies zu bewältigen, haben wir in einigen Bereichen unserer Anlage mehrere Membrantrockner parallel geschaltet, was uns eine größere Flexibilität in Bezug auf die Trocknungskapazität ermöglichte.
Ein weiterer kritischer Punkt war der relativ hohe Verlust an Spülluft, der zwischen 15% und 20% lag, um die erforderlichen Drucktaupunkte zu erreichen. Um diesem Problem zu begegnen, haben wir ein ausgeklügeltes Rückgewinnungssystem implementiert, das einen Teil der Spülluft recycelt und so die Gesamteffizienz des Systems verbessert.
Schutz vor Verunreinigungen
Eine wichtige Erkenntnis aus unserem Betrieb war die Notwendigkeit, die Membranen vor Verunreinigungen wie Öl zu schützen. Wir haben daher ein mehrstufiges Filtersystem vor den Membrantrocknern installiert, das Öl und andere Schadstoffe effektiv entfernt. Dies hat nicht nur die Lebensdauer unserer Membranen erheblich verlängert, sondern auch dazu beigetragen, die hohe Qualität unserer Druckluft gemäß ISO 8573-1 konstant aufrechtzuerhalten.
Vorteile in spezifischen Anwendungen
Trotz einiger Herausforderungen haben sich unsere Membrantrockner in bestimmten Bereichen unserer Anlage als besonders vorteilhaft erwiesen. In explosionsgefährdeten Bereichen, wo elektrisch betriebene Systeme ein Sicherheitsrisiko darstellen könnten, haben sich die Membrantrockner aufgrund ihrer einfachen und robusten Bauweise als ideale Lösung erwiesen.
Auch in Anwendungen, die eine hohe Mobilität erfordern, haben sich die Membrantrockner bewährt. Ihre kompakte Größe und die Tatsache, dass sie keine externen Energiequellen benötigen, machen sie zu einer flexiblen Option für mobile Druckluftsysteme.
Innovative Ansätze und Zukunftsperspektiven
Um die Leistung unserer Membrantrockner weiter zu optimieren, arbeiten wir derzeit an innovativen Lösungen. Ein vielversprechender Ansatz ist die Entwicklung von Hybrid-Systemen, die Membrantrockner mit anderen Trocknungstechnologien kombinieren. Dies könnte uns ermöglichen, die Vorteile verschiedener Systeme zu nutzen und gleichzeitig ihre jeweiligen Nachteile zu minimieren.
Darüber hinaus erforschen wir in Zusammenarbeit mit Membranherstellern neue Materialien und Strukturen, die eine noch effizientere Wasserdampfabscheidung bei geringerem Spülluftverlust ermöglichen könnten. Unser Ziel ist es, die Effizienz und Leistungsfähigkeit unserer Membrantrockner kontinuierlich zu verbessern und dabei stets die Anforderungen der ISO 8573-1 im Blick zu behalten.
Fazit
Insgesamt hat sich der Einsatz von Membrantrocknern in spezifischen Bereichen unserer Druckluftanlage als erfolgreich erwiesen. Durch sorgfältige Planung, gezielte Optimierungen und innovative Ansätze konnten wir die Herausforderungen meistern und die Vorteile des Systems voll ausschöpfen. Die Membrantrockner haben sich als zuverlässige und effiziente Komponenten in unserem Streben nach höchster Druckluftqualität und Energieeffizienz bewährt.
Einturm-Deliqueszenztrockner in unserer Druckluftanlage: Praxiserfahrungen und Erkenntnisse
In einem spezifischen Bereich unserer Druckluftanlage haben wir uns für den Einsatz eines Einturm-Deliqueszenztrockners entschieden. Diese Technologie nutzt hygroskopisches Trocknungsmittel, in der Regel Salz, das eine hohe Affinität zu Wasser aufweist. In diesem Artikel möchte ich unsere Erfahrungen mit diesem System teilen und aufzeigen, wie wir es erfolgreich in unsere Anlage integriert haben, um die Anforderungen der ISO 8573-1 zu erfüllen.
Funktionsweise und Installation
Unser Deliqueszenztrockner arbeitet nach einem einfachen, aber effektiven Prinzip. Das hygroskopische Trocknungsmittel absorbiert den Wasserdampf aus der Druckluft und löst sich dabei im entstehenden Kondensat auf. Wir verwenden eine spezielle Mischung von Trocknungsmitteln, die den pH-Wert des Ablaufs kontrolliert und Korrosion, Verkrustung und Kanalbildung verhindert.
Die Installation des Systems war aufgrund seiner Einfachheit – keine beweglichen Teile und kein Stromanschluss erforderlich – relativ unkompliziert und kostengünstig. Der geringe Druckabfall war ein weiterer Vorteil, der sich positiv auf die Gesamteffizienz unserer Anlage auswirkte.
Leistung und Taupunktunterdrückung
In der Praxis haben wir festgestellt, dass unser Deliqueszenztrockner eine Taupunktunterdrückung von etwa -9°C bis 17°C erreicht. Es ist wichtig zu verstehen, dass dieser Trocknertyp die Luft eher auf eine spezifische relative Luftfeuchtigkeit als auf einen spezifischen Taupunkt trocknet. Dies erforderte einige Anpassungen in unserem Überwachungssystem, um sicherzustellen, dass wir die Anforderungen der ISO 8573-1 konsistent erfüllen.
Wartung und Herausforderungen
Eine der größten Herausforderungen, der wir uns stellen mussten, war der regelmäßige Austausch des Trocknungsmittels. In unserer Anlage müssen wir das Trocknungsmittelbett etwa zwei- bis dreimal pro Jahr auffüllen, um ein optimales Trocknungsniveau aufrechtzuerhalten. Um dies zu bewältigen, haben wir ein striktes Wartungsprotokoll eingeführt und schulen unser Personal regelmäßig in der korrekten Handhabung des Trocknungsmittels.
Ein weiterer Punkt, auf den wir besonders achten mussten, war die regelmäßige Entwässerung des Trockners. Wir haben festgestellt, dass bei unzureichender Entwässerung Trocknungsmittelmaterial in die nachgeschalteten Rohrleitungen gelangen kann. Um dies zu verhindern, haben wir ein automatisches Entwässerungssystem installiert und überwachen es sorgfältig.
Anpassungen und Optimierungen
Um die Leistung unseres Deliqueszenztrockners zu optimieren, haben wir einige Anpassungen vorgenommen. Zunächst haben wir die Umgebungstemperatur genau überwacht, da wir festgestellt haben, dass einige Trocknungsmaterialien bei Temperaturen über 27°C zum Schmelzen oder Verklumpen neigen. Wir haben daher eine Klimaanlage in dem Bereich installiert, in dem sich der Trockner befindet, um optimale Betriebsbedingungen zu gewährleisten.
Darüber hinaus haben wir spezielle korrosionsbeständige Materialien für die nachgeschalteten Rohrleitungen und Geräte verwendet, um möglichen schädlichen Auswirkungen des hygroskopischen Salzes entgegenzuwirken. Dies hat sich als sehr effektiv erwiesen, um die Langlebigkeit unserer Anlage zu erhöhen.
Vorteile in spezifischen Anwendungen
Trotz einiger Herausforderungen hat sich unser Deliqueszenztrockner in bestimmten Bereichen unserer Anlage als besonders vorteilhaft erwiesen. In Umgebungen mit erhöhter Explosionsgefahr oder in mobilen Anwendungen, wo elektrische Energie nicht immer verfügbar ist, hat sich das System als zuverlässig und effektiv bewährt. Auch in Bereichen mit hoher Verschmutzung oder korrosiven Umgebungen hat der Trockner seine Stärken gezeigt.
Fazit und Ausblick
Insgesamt hat sich der Einsatz des Einturm-Deliqueszenztrockners in spezifischen Bereichen unserer Druckluftanlage als erfolgreich erwiesen. Durch sorgfältige Wartung und gezielte Optimierungen konnten wir die Herausforderungen meistern und die Vorteile des Systems voll ausschöpfen. Die Einhaltung der ISO 8573-1 Norm war dabei stets unser Leitprinzip.
Für die Zukunft planen wir, die Leistung unseres Deliqueszenztrockners weiter zu optimieren. Wir erforschen derzeit neue Trocknungsmittelmischungen, die eine noch bessere Taupunktunterdrückung ermöglichen könnten, ohne die Wartungsintervalle zu verkürzen. Zudem arbeiten wir an einer verbesserten Überwachungstechnologie, die uns eine noch präzisere Kontrolle über die Luftfeuchtigkeit in unserem System ermöglichen wird.
Wärmerückgewinnungstrockner in unserer Druckluftanlage: Erfahrungen und Erkenntnisse
In unserer Druckluftanlage setzen wir seit einigen Jahren erfolgreich Wärmerückgewinnungstrockner ein. Diese innovative Technologie nutzt die bei der Luftkompression entstehende Abwärme zur Regeneration des Trocknungsmittels. Dadurch können wir den Energieverbrauch unserer Anlage erheblich reduzieren und gleichzeitig eine hohe Druckluftqualität gemäß ISO 8573-1 gewährleisten. In diesem Artikel möchte ich unsere Erfahrungen mit beiden Typen von Wärmerückgewinnungstrocknern – dem Einbehälter- und dem Doppelturm-Typ – teilen.
Der Einbehälter-Wärmerückgewinnungstrockner
Funktionsweise und Installation
Unser Einbehälter-Wärmerückgewinnungstrockner arbeitet mit einer rotierenden Trocknungsmitteltrommel in einem einzigen Druckbehälter. Dieser ist in zwei separate Luftströme unterteilt. Ein Teil der heißen Luft wird direkt vom Kompressorauslass vor dem Nachkühler abgezweigt und dient als Regenerationsluft für das Trocknungsmittel. Der Hauptluftstrom durchläuft zunächst den Nachkühler und wird dann im Trocknungsbereich der rotierenden Trommel getrocknet.
Vorteile in der Praxis
Die Installation des Einbehälter-Typs erwies sich aufgrund seiner kompakten Bauweise als relativ einfach. Wir konnten den Trockner direkt in unser Kompressorsystem integrieren, was den Platzbedarf minimierte. Die geringen elektrischen Installationskosten und der niedrige Energieverbrauch waren weitere positive Aspekte, die sich in unserer Kostenbilanz bemerkbar machten.
Herausforderungen und Lösungen
Eine Herausforderung, der wir uns stellen mussten, war die Schwankung des Taupunkts bei variablen Lasten. Um diesem Problem zu begegnen, haben wir ein fortschrittliches Überwachungssystem implementiert, das die Trocknungsleistung kontinuierlich überwacht und bei Bedarf Anpassungen vornimmt. Der relativ hohe Druckabfall und die nicht ganz optimale Effizienz der Ejektordüse waren weitere Punkte, die wir durch regelmäßige Wartung und Optimierung der Einstellungen verbessern konnten.
Der Doppelturm-Wärmerückgewinnungstrockner
Aufbau und Funktionsprinzip
In einem anderen Bereich unserer Anlage haben wir einen Doppelturm-Wärmerückgewinnungstrockner im Einsatz. Dieser nutzt das gesamte heiße Luftvolumen vom Kompressorauslass zur Regeneration des Trocknungsmittels im regenerierenden Turm. Nach der Regeneration wird die Luft im Nachkühler des Trockners abgekühlt, bevor sie in den Trocknungsturm eintritt.
Effizienz und Leistung
Ein großer Vorteil dieses Systems ist der minimale Verlust von Spülluft. Dies trägt erheblich zur Gesamteffizienz unserer Anlage bei. Die Umschaltzeiten zwischen den beiden Türmen haben wir sorgfältig optimiert, um eine konstante Trocknung gemäß den Anforderungen der ISO 8573-1 zu gewährleisten.
Anpassungen und Optimierungen
Eine Herausforderung, der wir uns stellen mussten, war die Notwendigkeit eines Zusatzheizers für Bedingungen mit geringer Last und damit geringerer Wärmeerzeugung. Wir haben dieses Problem gelöst, indem wir ein intelligentes Steuerungssystem implementiert haben, das den Zusatzheizer nur bei Bedarf aktiviert und so einen optimalen Kompromiss zwischen Energieeffizienz und Trocknungsleistung erzielt.
Fazit und Ausblick
Die Implementierung von Wärmerückgewinnungstrocknern in unserer Druckluftanlage hat sich als äußerst vorteilhaft erwiesen. Trotz einiger Herausforderungen konnten wir durch sorgfältige Anpassungen und kontinuierliche Optimierung eine hocheffiziente und zuverlässige Lösung etablieren. Der Schlüssel zum Erfolg lag in der genauen Abstimmung auf unsere spezifischen Betriebsbedingungen und der konsequenten Einhaltung der Normen wie ISO 8573-1. Für die Zukunft planen wir, diese Technologie noch weiter zu optimieren und möglicherweise auf andere Bereiche unserer Anlage auszuweiten.
Regenerative Adsorptionstrockner: Unsere Lösung für niedrigste Taupunkte
Als langjähriger Betreuer einer hochmodernen Druckluftanlage möchte ich heute über unsere Erfahrungen mit regenerativen Adsorptionstrocknern sprechen. Diese Geräte spielen eine entscheidende Rolle in unserer Anlage, besonders dort, wo wir extrem niedrige Taupunkte gemäß ISO 8573-1 benötigen.
Funktionsprinzip und Aufbau
In unserer Anlage setzen wir auf regenerative Adsorptionstrockner mit Zwillingsturm-Konstruktion. Das Herzstück dieser Trockner ist das Trocknungsmittel (Adsorptionsmittel), das Wasserdampf aus dem Druckluftstrom adsorbiert. Wir haben gelernt, dass „adsorbieren“ bedeutet, dass sich die Feuchtigkeit an das Trocknungsmittel anlagert und sich in den tausenden kleinen Poren jeder Trocknungsmittelperle sammelt.
Regenerationsprozess
Ein entscheidender Vorteil dieser Technologie ist die Möglichkeit zur Regeneration des Trocknungsmittels. In unserem System trocknet das Trocknungsmittel in einem Turm die Luft vom Kompressor, während das Trocknungsmittel im anderen Turm regeneriert wird. Wir steuern diesen Prozess durch Messung der Temperatur oder Feuchtigkeit in den Trocknungsmitteltürmen oder durch Messung des Taupunkts der austretenden Luft.
Verschiedene Regenerationstechniken
In unserer Anlage haben wir sowohl wärmelose als auch wärmeregenerierte Adsorptionstrockner im Einsatz:
Wärmelose Adsorptionstrockner: Diese arbeiten nach dem Prinzip der Druckwechseladsorption (PSA). Wir haben festgestellt, dass der Spülluftbedarf bis zu 18% des Nenndurchflusses des Trockners betragen kann. Mit diesen Trocknern erreichen wir routinemäßig Drucktaupunkte von -40°C.
Wärmeregenerierte Adsorptionstrockner: Diese nutzen das Prinzip der Temperaturwechseladsorption (TSA). Hier verwenden wir erwärmte Umgebungsluft oder erwärmte trockene Prozessluft zur Desorption des Wassers aus dem Trocknungsmittel. Der Spülluftbedarf liegt hier bei etwa 5-10% des Luftstroms durch den Trockner.
Herausforderungen und Lösungen
Eine der größten Herausforderungen, der wir uns stellen mussten, war der Schutz der Trockner vor Kompressoröl. Wir haben gelernt, dass Schmierstoffe das Trocknungsmittel verunreinigen und die Wasseradsorption verhindern können. Um dies zu vermeiden, haben wir ein umfassendes Filtersystem vor den Trocknern installiert.
Zudem haben wir einen Partikelfilter nach jedem regenerativen Adsorptionstrockner eingebaut, um nachgeschaltete Geräte vor Trocknungsmittelstaub oder „Feinpartikeln“ zu schützen.
Vorteile in unserem System
Die regenerativen Adsorptionstrockner haben sich in unserer Anlage durch folgende Vorteile ausgezeichnet:
Erreichbarkeit sehr niedriger Taupunkte ohne Gefahr des Einfrierens.
Moderate Betriebskosten für die erreichten Taupunkte.
Die wärmelosen Typen konnten wir pneumatisch betreiben, was sich für abgelegene, mobile oder gefährliche Standorte als ideal erwiesen hat.
Herausforderungen und Lösungsansätze
Trotz der vielen Vorteile stellten uns die regenerativen Adsorptionstrockner vor einige Herausforderungen:
Hohe Anfangsinvestitionen: Wir konnten dies durch eine sorgfältige Kosten-Nutzen-Analyse rechtfertigen, insbesondere für Anwendungen, die sehr niedrige Taupunkte erfordern.
Periodischer Austausch des Trocknungsmittelbetts: Wir haben einen Wartungsplan implementiert, der einen Austausch alle 3-5 Jahre vorsieht.
Ölaerosole: Um eine Beschichtung des Trocknungsmittels zu verhindern, haben wir ein mehrstufiges Filtersystem vor den Trocknern installiert und überwachen dessen Leistung kontinuierlich.
Spülluftbedarf: Wir haben unsere Systemkapazität entsprechend angepasst, um den zusätzlichen Luftbedarf für die Regeneration zu berücksichtigen.
Fazit und Ausblick
Die Einführung regenerativer Adsorptionstrockner in unserer Anlage hat es uns ermöglicht, extrem niedrige Taupunkte zu erreichen und damit die Qualität unserer Druckluft gemäß ISO 8573-1 signifikant zu verbessern. Trotz der anfänglichen Herausforderungen haben sich diese Systeme als zuverlässig und effizient erwiesen.
Für die Zukunft planen wir, die Effizienz unserer regenerativen Adsorptionstrockner weiter zu optimieren, insbesondere im Hinblick auf den Energieverbrauch und die Regenerationszyklen. Wir erforschen auch Möglichkeiten, die Wärme aus dem Regenerationsprozess zurückzugewinnen und in anderen Teilen unserer Anlage zu nutzen.
Zusammenfassend lässt sich sagen, dass regenerative Adsorptionstrockner ein unverzichtbarer Bestandteil unserer Druckluftaufbereitung geworden sind. Sie ermöglichen es uns, selbst die anspruchsvollsten Anforderungen an die Luftqualität zu erfüllen und tragen wesentlich zur Effizienz und Zuverlässigkeit unseres gesamten Druckluftsystems bei.
Kältetrockner: Das Herzstück unserer Druckluftaufbereitung
Als langjähriger Betreuer einer modernen Druckluftanlage möchte ich heute über unsere Erfahrungen mit Kältetrocknern sprechen. Diese Geräte sind für uns von zentraler Bedeutung, um die Qualität unserer Druckluft gemäß ISO 8573-1 sicherzustellen.
Funktionsweise unserer Kältetrockner
In unserem Betrieb setzen wir auf Kältetrockner, die nach einem ähnlichen Prinzip wie Haushaltskühlschränke oder Klimaanlagen arbeiten. Sie kühlen die Druckluft auf etwa 2°C bis 10°C ab. Bei dieser Abkühlung kondensiert die Feuchtigkeit zu flüssigen Wassertröpfchen, die wir dann vom Druckluftstrom abtrennen können. Dies hat sich als äußerst effektive Methode erwiesen, um den Großteil der Feuchtigkeit aus unserer Druckluft zu entfernen.
Grenzen der Technologie
Eine wichtige Erkenntnis aus unserer Praxis ist, dass konventionelle Kältetrockner Taupunkte unter 0°C nicht erreichen können. Dies liegt daran, dass Wasser bei 0°C gefriert. Für Anwendungen, die einen noch niedrigeren Taupunkt erfordern, mussten wir auf andere Trocknungstechnologien zurückgreifen.
Einsatz von Wärmetauschern
In unserer Anlage verwenden wir Kältetrockner mit integrierten Luft-Luft-Wärmetauschern, auch als „Economizer“ bekannt. Diese Komponente ermöglicht einen Wärmeaustausch zwischen der warmen einströmenden und der gekühlten ausströmenden Luft. Ein großer Vorteil dieser Konfiguration ist, dass die Austrittsluft eine höhere Temperatur als ihr Drucktaupunkt hat. Dies verhindert effektiv Kondensation an den Oberflächen der nachgeschalteten Druckluftleitungen.
Nicht-zyklische vs. zyklische Trockner
In unserer Anlage haben wir sowohl nicht-zyklische als auch zyklische Kältetrockner im Einsatz. Die nicht-zyklischen Trockner, bei denen das Kältemittel kontinuierlich durch das System zirkuliert, haben sich als sehr reaktionsschnell bei Lastwechseln erwiesen. Allerdings erkannten wir, dass sie bei variablen Lastbedingungen nicht energieeffizient arbeiten.
Die zyklischen Trockner, die wir später eingeführt haben, nutzen ein thermisches Speichermedium zur Kühlung der Druckluft. Diese Technologie ermöglicht es dem Kühlsystem, sich an- und abzuschalten, je nach Bedarf des Druckluftsystems. Obwohl die Anschaffungskosten höher waren, haben sich diese Trockner durch deutlich niedrigere Betriebskosten langfristig als kostengünstiger erwiesen.
Umweltaspekte und Kältemittel
Ein wichtiger Aspekt, den wir bei der Auswahl und Wartung unserer Kältetrockner berücksichtigen mussten, war die Verwendung umweltfreundlicher Kältemittel. In Übereinstimmung mit dem Montreal-Protokoll haben wir Systeme eingeführt, die chlorfreie Kältemittel wie R134A und R407C verwenden. Die Umstellung erforderte eine sorgfältige Anpassung unseres Wartungsplans, da diese neueren Kältemittel andere Betriebsdrücke und -temperaturen aufweisen.
Vorteile und Herausforderungen
Die Kältetrockner in unserer Anlage haben sich durch ihre relativ niedrigen Anschaffungs-, Betriebs- und Wartungskosten als vorteilhaft erwiesen. Zudem sind sie unempfindlich gegenüber Öl im Luftstrom, was in unserem industriellen Umfeld von großem Vorteil ist.
Eine Herausforderung, der wir uns stellen mussten, war die begrenzte Taupunktfähigkeit. In Bereichen unserer Anlage, die frostgefährdeten Umgebungstemperaturen ausgesetzt sind, mussten wir zusätzliche Maßnahmen ergreifen.
Energieeffizienz und Lastmanagement
Eine der wichtigsten Lektionen, die wir gelernt haben, betrifft das Lastmanagement. Unser Druckluftsystem arbeitet selten unter konstanter Volllast. Schwankungen in der Gerätenutzung, der Einsatz von Kompressoren mit variabler Drehzahl und Variationen in Einlasstemperatur und -druck führen zu einer stark schwankenden Nachfrage.
Die Einführung von zyklischen Trocknern hat es uns ermöglicht, auf diese Systemvariationen zu reagieren und erhebliche Einsparungen bei den Betriebskosten zu erzielen. Allerdings mussten wir auch lernen, mit den Taupunktschwankungen umzugehen, die diese Technologie mit sich bringt.
Zusammenfassend lässt sich sagen, dass Kältetrockner eine zentrale Rolle in unserer Druckluftaufbereitung spielen. Durch sorgfältige Auswahl, regelmäßige Wartung und kontinuierliche Optimierung konnten wir ein System schaffen, das sowohl effizient als auch zuverlässig arbeitet und den Anforderungen der ISO 8573-1 gerecht wird. Die Erfahrungen, die wir mit dieser Technologie gesammelt haben, sind von unschätzbarem Wert für die kontinuierliche Verbesserung unserer Druckluftanlage.
Die Kunst der Taupunktbestimmung in unserer Druckluftanlage
Als langjähriger Betreuer einer komplexen Druckluftanlage in einem Industriebetrieb möchte ich heute über unsere Erfahrungen bei der Bestimmung und Aufrechterhaltung des richtigen Taupunkts sprechen. Dies ist ein entscheidender Faktor für die Effizienz und Zuverlässigkeit unseres Systems.
Anpassung an Umgebungsbedingungen
In unserem Werk, wo die Umgebungstemperatur typischerweise bei 21°C oder höher liegt, haben wir festgestellt, dass ein Trockner, der einen Drucktaupunkt von etwa 10°C unter der Umgebungstemperatur liefern kann, in den meisten Fällen ausreichend ist. Dies entspricht in unserem Fall einem Taupunkt von etwa 10°C. Diese Einstellung hat sich als guter Kompromiss zwischen Energieeffizienz und Luftqualität erwiesen.
Saisonale Herausforderungen
Eine der größten Herausforderungen, mit denen wir konfrontiert waren, ist die saisonale Schwankung der Temperaturen. Im Sommer benötigen wir keinen besonders niedrigen Taupunkt, während die Wintertemperaturen einen deutlich niedrigeren Taupunkt erfordern können. Wir haben gelernt, dass die Temperatur des Kühlmediums – sei es Luft oder Wasser – im Winter in der Regel niedriger ist als im Sommer, was zu Schwankungen der Lufttemperatur am Trocknereingang führt.
Dimensionierung unseres Trocknungssystems
Bei der Auswahl und Dimensionierung unseres Trocknungssystems mussten wir berücksichtigen, dass derselbe Trockner sowohl unter sommerlichen als auch unter winterlichen Temperatur- und Feuchtigkeitsbedingungen effektiv arbeiten muss. Dies erforderte eine sorgfältige Planung und die Berücksichtigung extremer Szenarien, um eine ganzjährig zuverlässige Leistung gemäß ISO 8573-1 zu gewährleisten.
Besondere Anforderungen in unserer Anlage
Ein besonderes Merkmal unserer Anlage ist, dass wir Druckluft sowohl in Innenräumen als auch in Außenbereichen verteilen. Dies bedeutet, dass in unserem System gleichzeitig zwei verschiedene Temperaturbedingungen herrschen können. Wir mussten lernen, dass ein Trockner, der für hohe Tagestemperaturen ausreichend ist, möglicherweise nicht für niedrigere Nachttemperaturen geeignet ist.
Schutz vor Kondensation und Gefrieren
In Bereichen, in denen Frosttemperaturen auftreten können, haben wir festgestellt, dass ein niedrigerer Drucktaupunkt erforderlich ist. Als Faustregel haben wir uns angewöhnt, den Taupunkt 20°C niedriger als die niedrigste zu erwartende Umgebungstemperatur zu spezifizieren. Dies hat sich als effektive Methode erwiesen, um potenzielle Kondensation und Gefrieren zu vermeiden.
Vermeidung von Überdimensionierung
Eine wichtige Lektion, die wir gelernt haben, ist die Vermeidung von Überdimensionierung. Anfangs neigten wir dazu, die Winterbedingungen zu stark zu gewichten, was zu überdimensionierten Anlagen und erhöhten Betriebs- und Investitionskosten führte. Mittlerweile achten wir darauf, die tatsächlichen Betriebsbedingungen genau zu analysieren und die Ausrüstung entsprechend auszulegen.
Einsatz von ISO 8573-1 als Kommunikationsmittel
In unserem Betrieb haben wir die Erfahrung gemacht, dass die Verwendung von ISO 8573-1 als Referenz für die Kommunikation von Feuchtigkeitsbegrenzungen in unserem Druckluftsystem äußerst hilfreich ist. Dies gilt sowohl für die interne Kommunikation als auch für den Austausch mit Lieferanten und Herstellern von Druckluftausrüstung. Die Nutzung dieses Standards hat uns geholfen, sicherzustellen, dass die in Betracht gezogene Trocknungsausrüstung für unsere spezifischen Anwendungen geeignet ist.
Zusammenfassend lässt sich sagen, dass die Bestimmung des richtigen Taupunkts in einer Druckluftanlage eine komplexe Aufgabe ist, die sorgfältige Planung und kontinuierliche Anpassung erfordert. Durch die Berücksichtigung saisonaler Schwankungen, spezifischer Anlagenbedingungen und die Verwendung von Standards wie ISO 8573-1 können wir eine optimale Balance zwischen Effizienz, Zuverlässigkeit und Kosteneffektivität in unserem Druckluftsystem erreichen.
Feuchtigkeitsabscheider: Ein Schlüsselelement in unserem Druckluftsystem
Als langjähriger Betreuer einer hochmodernen Druckluftanlage möchte ich heute die Rolle und Bedeutung von Feuchtigkeitsabscheidern in unserem System erläutern. Diese mechanischen Vorrichtungen sind für uns unverzichtbar, um die Qualität unserer Druckluft zu gewährleisten und nachgelagerte Komponenten zu schützen.
Positionierung in unserem System
In unserer Anlage haben wir die Feuchtigkeitsabscheider strategisch direkt nach den Nachkühlern platziert. Diese Anordnung hat sich als äußerst effektiv erwiesen, da an dieser Stelle die meiste Feuchtigkeit in Form von Kondensat vorliegt. Die unmittelbare Nähe zum Nachkühler ermöglicht es uns, einen Großteil des Kondensats abzuscheiden, bevor es weiter in das System gelangen kann.
Funktionsweise und Effizienz
Unsere Feuchtigkeitsabscheider arbeiten auf mechanischer Basis und nutzen verschiedene physikalische Prinzipien, um Wassertröpfchen aus dem Luftstrom zu entfernen. Obwohl sie sehr effizient sind, mussten wir lernen, dass kein Abscheider 100% des Kondensats entfernen kann. Ein geringer Teil passiert immer das Gerät. Diese Erkenntnis war wichtig für die realistische Einschätzung der Leistungsfähigkeit unseres Systems und die Planung nachgelagerter Trocknungsprozesse.
Herausforderungen bei der Taupunktabsenkung
Eine wichtige Lektion, die wir gelernt haben, ist, dass Feuchtigkeitsabscheider den Drucktaupunkt der Luft nicht senken. Das bedeutet, dass bei weiterer Abkühlung stromabwärts zusätzliches Kondensat in den Rohrleitungen entstehen kann. Um diesem Problem zu begegnen, haben wir zusätzliche Maßnahmen ergriffen, wie zum Beispiel die Installation von Trocknern, die den Taupunkt effektiv senken und somit den Qualitätsstandards gemäß ISO 8573-1 entsprechen.
Entwässerungssystem: Eine kritische Komponente
Ein entscheidender Aspekt, den wir bei der Installation und Wartung unserer Feuchtigkeitsabscheider berücksichtigen mussten, war das Entwässerungssystem. Jeder Abscheider in unserer Anlage ist mit einem automatischen Ablassventil ausgestattet. Diese Ventile ermöglichen die kontinuierliche Entfernung des abgeschiedenen Kondensats aus dem unter Druck stehenden System während des Betriebs. Die Auswahl und regelmäßige Wartung dieser Ventile hat sich als entscheidend für die Gesamteffizienz unserer Anlage erwiesen.
Optimierung der Leistung
Im Laufe der Jahre haben wir verschiedene Maßnahmen ergriffen, um die Leistung unserer Feuchtigkeitsabscheider zu optimieren. Dazu gehörte die sorgfältige Auswahl der richtigen Größe für unseren spezifischen Luftdurchsatz, regelmäßige Inspektionen und die Implementierung eines präventiven Wartungsplans. Besonders bewährt hat sich die Installation von Messinstrumenten zur Überwachung des Druckverlusts über den Abscheider, was uns hilft, den optimalen Zeitpunkt für Wartungsarbeiten zu bestimmen.
Integration in das Gesamtsystem
Die erfolgreiche Integration der Feuchtigkeitsabscheider in unser Gesamtsystem erforderte eine ganzheitliche Betrachtungsweise. Wir mussten sicherstellen, dass die Abscheider mit den vor- und nachgelagerten Komponenten optimal zusammenarbeiten. Dies beinhaltete die Abstimmung mit den Nachkühlern, um eine optimale Eingangstemperatur zu gewährleisten, sowie die Koordination mit nachfolgenden Trocknern und Filtern, um die gewünschte Luftqualität gemäß ISO 8573-1 zu erreichen.
Zusammenfassend lässt sich sagen, dass Feuchtigkeitsabscheider eine zentrale Rolle in unserer Druckluftanlage spielen. Obwohl sie allein keine vollständige Lösung für Feuchtigkeitsprobleme darstellen, sind sie ein unverzichtbarer Bestandteil unseres mehrstufigen Aufbereitungsprozesses. Durch sorgfältige Planung, regelmäßige Wartung und kontinuierliche Überwachung stellen wir sicher, dass unsere Feuchtigkeitsabscheider optimal funktionieren und somit zur Effizienz und Zuverlässigkeit unseres gesamten Druckluftsystems beitragen.
Nachkühler: Ein wesentlicher Bestandteil unserer Druckluftanlage
Als langjähriger Betreuer einer modernen Druckluftanlage möchte ich heute über die Bedeutung und Funktionsweise von Nachkühlern in unserem System sprechen. Nachkühler sind für uns unverzichtbar, um die Effizienz und Sicherheit unserer Anlage zu gewährleisten.
Warum Nachkühler?
In unserer Anlage erzeugen die Kompressoren naturgemäß heiße Druckluft. Ohne entsprechende Kühlung könnte diese zu gefährlich hohen Oberflächentemperaturen in den Rohrleitungen führen. Zudem besteht die Gefahr einer thermischen Ausdehnung des Leitungssystems. Wir haben festgestellt, dass übermäßige Hitze auch Dichtungen, Ventile und andere nachgelagerte Komponenten beeinträchtigen kann. Um diese Probleme zu vermeiden, setzen wir konsequent Nachkühler ein.
Unsere Nachkühlerlösung
In unserem Betrieb haben wir uns für die Installation von Nachkühlern direkt nach dem Auslass jedes Kompressors entschieden. Diese sind integraler Bestandteil unserer Kompressoreinheiten. Wir verwenden luftgekühlte Nachkühler, die mit Umgebungsluft arbeiten. Diese Lösung hat sich als besonders wartungsarm und effizient erwiesen.
Leistung unserer Nachkühler
Unsere luftgekühlten Nachkühler erreichen eine Endtemperatur der Druckluft, die nur 8 bis 17°C über der Umgebungstemperatur liegt. Dies entspricht der von uns angestrebten Leistung gemäß ISO 8573-1. In der Praxis bedeutet das, dass wir selbst an heißen Sommertagen eine akzeptable Drucklufttemperatur erreichen.
Feuchtigkeit und Kondensatbildung
Ein wesentlicher Vorteil der effizienten Kühlung ist die erhöhte Kondensatbildung direkt nach dem Kompressor. Je niedriger die Temperatur nach dem Nachkühler, desto mehr Feuchtigkeit können wir aus der Druckluft entfernen. Dies entlastet nachfolgende Trocknungssysteme erheblich und trägt zur Gesamteffizienz der Anlage bei.
Herausforderungen bei der Implementierung
Die Installation und Optimierung unserer Nachkühler war nicht ohne Herausforderungen. Anfangs hatten wir Schwierigkeiten, die richtige Balance zwischen Kühlleistung und Energieeffizienz zu finden. Durch sorgfältige Abstimmung der Nachkühler auf unsere spezifischen Kompressoren konnten wir jedoch eine optimale Lösung erzielen.
Bedeutung für nachgelagerte Komponenten
Eine der wichtigsten Erkenntnisse aus unserer Erfahrung ist die Bedeutung der Nachkühlung für die nachfolgenden Komponenten der Druckluftaufbereitung. Unsere Trockner sind für eine Eingangstemperatur der Druckluft von 38°C ausgelegt. Wir achten penibel darauf, diese Temperatur nicht zu überschreiten, da sonst die Effizienz der Trockner drastisch abnimmt.
Anpassungen bei höheren Temperaturen
In seltenen Fällen, wenn wir aufgrund extrem hoher Umgebungstemperaturen oder ungewöhnlich hoher Lastbedingungen die Zieltemperatur von 38°C nicht einhalten können, haben wir Vorkehrungen getroffen. Für solche Situationen haben wir unsere Trockner leicht überdimensioniert. Dies gewährleistet, dass wir auch unter schwierigen Bedingungen die erforderliche Luftqualität gemäß ISO 8573-1 erreichen können.
Zusammenfassend lässt sich sagen, dass Nachkühler ein unverzichtbarer Bestandteil unserer Druckluftanlage sind. Sie tragen wesentlich zur Effizienz, Sicherheit und Langlebigkeit des Gesamtsystems bei. Durch sorgfältige Planung und kontinuierliche Überwachung stellen wir sicher, dass unsere Nachkühler optimal arbeiten und somit die Grundlage für eine zuverlässige und effiziente Druckluftversorgung bilden.
Audit zur Verbesserung der Druckluftqualität nach ISO 8573-1
Die Sicherstellung einer hohen Druckluftqualität ist für viele industrielle Prozesse von entscheidender Bedeutung. Ein systematisches Audit des Druckluftsystems mit Fokus auf die Luftqualität gemäß ISO 8573-1 kann signifikante Verbesserungspotenziale aufdecken. Dieser Leitfaden beschreibt detailliert, wie ein solches Audit zur Optimierung der Druckluftqualität durchgeführt werden kann. Durch die gezielte Analyse und Optimierung der Luftreinheit lassen sich Produktqualität, Prozesssicherheit und Anlageneffizienz deutlich steigern. Die ISO 8573-1 dient dabei als zentraler Maßstab für die Bewertung und Klassifizierung der Druckluftqualität.
Ziele des Druckluftqualitäts-Audits nach ISO 8573-1
Das primäre Ziel des Audits ist es, die bestmöglichen Luftreinheitsklassen nach ISO 8573-1 für das jeweilige Druckluftsystem zu erreichen. Dazu gehört zunächst eine gründliche Analyse der aktuellen Druckluftqualität und ein Vergleich mit den spezifischen Anforderungen der Anwendungen unter Berücksichtigung der ISO 8573-1-Klassifizierung. Im Rahmen des Audits werden potenzielle Kontaminationsquellen im gesamten System identifiziert und bewertet. Gleichzeitig erfolgt eine detaillierte Prüfung der vorhandenen Aufbereitungskomponenten hinsichtlich ihrer Leistungsfähigkeit und Effizienz in Bezug auf die Erreichung der gewünschten ISO 8573-1-Klassen. Basierend auf den Erkenntnissen werden konkrete Maßnahmen zur Verbesserung der Luftqualität entwickelt und Ziel-Reinheitsklassen nach ISO 8573-1 für die verschiedenen Systemabschnitte definiert.
Zusammenstellung des Audit-Teams für die ISO 8573-1 Analyse
Für ein erfolgreiches Druckluftqualitäts-Audit gemäß ISO 8573-1 ist ein kompetentes und interdisziplinäres Team essentiell. Es sollte Druckluftspezialisten mit fundierten Kenntnissen der ISO 8573-1 umfassen, die die technischen Aspekte der Luftqualität beurteilen können. Diese Experten müssen in der Lage sein, die verschiedenen Reinheitsklassen der ISO 8573-1 im Kontext des spezifischen Druckluftsystems zu interpretieren und anzuwenden. Ebenso wichtig ist die Einbindung der Verantwortlichen für das Druckluftsystem, da sie detaillierte Einblicke in den Anlagenaufbau und bisherige Problemstellungen in Bezug auf die Einhaltung der ISO 8573-1 geben können. Produktions- und Qualitätsmanager bringen wertvolles Wissen über die spezifischen Anforderungen der Fertigungsprozesse ein und können helfen, die notwendigen ISO 8573-1 Klassen für verschiedene Anwendungen zu definieren. Die Expertise von Instandhaltungsmitarbeitern ist unerlässlich, um praktische Aspekte des Systembetriebs und der Wartung in Hinblick auf die Einhaltung der ISO 8573-1 zu berücksichtigen.
Vorbereitung des ISO 8573-1 Druckluftqualitäts-Audits
Eine gründliche Vorbereitung ist entscheidend für den Erfolg des Audits zur Verbesserung der Druckluftqualität nach ISO 8573-1. Zunächst sollten alle verfügbaren Dokumentationen zum Druckluftsystem gesammelt werden, einschließlich Anlagenschemata, Wartungsprotokolle und frühere Qualitätsmessungen. Es ist wichtig, einen detaillierten Überblick über die aktuelle Systemkonfiguration und die installierten Aufbereitungskomponenten zu gewinnen. Dabei sollte besonderes Augenmerk auf die Fähigkeit dieser Komponenten gelegt werden, die verschiedenen Reinheitsklassen der ISO 8573-1 zu erreichen. Ebenso sollten die spezifischen Qualitätsanforderungen der verschiedenen Druckluftanwendungen im Betrieb erfasst und mit den entsprechenden ISO 8573-1 Klassen in Verbindung gebracht werden. Die Erstellung eines vorläufigen Messplans für die Luftqualitätsanalyse gemäß ISO 8573-1 ist ein weiterer wichtiger Vorbereitungsschritt.
Durchführung der ISO 8573-1 konformen Messungen
Die Durchführung präziser Messungen ist ein zentraler Bestandteil des Druckluftqualitäts-Audits nach ISO 8573-1. Hierbei werden die relevanten Parameter wie Partikelgehalt, Feuchte und Ölgehalt an verschiedenen Punkten des Systems gemessen. Es ist wichtig, dass die verwendeten Messgeräte den Anforderungen der ISO 8573-1 entsprechen und korrekt kalibriert sind. Die Messungen sollten unter normalen Betriebsbedingungen durchgeführt werden, um repräsentative Ergebnisse zu erhalten. Besonderes Augenmerk sollte auf kritische Punkte im System gelegt werden, wie zum Beispiel direkt nach den Aufbereitungskomponenten und an den Verbrauchsstellen. Die Messergebnisse werden sorgfältig dokumentiert und mit den Reinheitsklassen der ISO 8573-1 verglichen. Dies ermöglicht eine präzise Einordnung der aktuellen Luftqualität in das Klassifizierungssystem der ISO 8573-1 und bildet die Grundlage für die Identifikation von Verbesserungspotenzialen.
Analyse der Messergebnisse und Vergleich mit ISO 8573-1 Anforderungen
Nach Abschluss der Messungen erfolgt eine detaillierte Analyse der Ergebnisse im Kontext der ISO 8573-1. Hierbei werden die gemessenen Werte für Partikel, Feuchte und Öl mit den Grenzwerten der verschiedenen ISO 8573-1 Klassen verglichen. Es wird untersucht, inwieweit die aktuelle Luftqualität den angestrebten oder erforderlichen ISO 8573-1 Klassen entspricht. Abweichungen werden identifiziert und quantifiziert. Besondere Aufmerksamkeit gilt dabei Schwankungen in der Luftqualität und möglichen Ursachen für Qualitätseinbußen. Die Analyse berücksichtigt auch die Leistungsfähigkeit der vorhandenen Aufbereitungskomponenten in Bezug auf die Erreichung der gewünschten ISO 8573-1 Klassen. Ziel ist es, ein umfassendes Bild der aktuellen Druckluftqualität im Vergleich zu den Anforderungen der ISO 8573-1 zu erhalten und Bereiche mit Optimierungsbedarf klar zu identifizieren.
Identifikation von Kontaminationsquellen und ihre Auswirkungen auf die ISO 8573-1 Klassifizierung
Ein wesentlicher Schritt im Audit-Prozess ist die Identifikation und Analyse potentieller Kontaminationsquellen, die die Einhaltung der angestrebten ISO 8573-1 Klassen beeinträchtigen können. Hierbei werden verschiedene Bereiche des Druckluftsystems systematisch untersucht. Beginnend bei der Ansaugluft der Kompressoren, über das Rohrleitungssystem bis hin zu den Verbrauchsstellen werden mögliche Eintragsquellen für Partikel, Feuchtigkeit und Öl identifiziert. Besondere Aufmerksamkeit gilt dabei alternden oder schlecht gewarteten Komponenten, die die Luftqualität negativ beeinflussen können. Die Auswirkungen jeder identifizierten Kontaminationsquelle auf die ISO 8573-1 Klassifizierung werden sorgfältig bewertet. Dies ermöglicht eine Priorisierung der notwendigen Maßnahmen zur Verbesserung der Luftqualität gemäß ISO 8573-1.
Bewertung der vorhandenen Aufbereitungskomponenten nach ISO 8573-1 Kriterien
Die vorhandenen Aufbereitungskomponenten spielen eine Schlüsselrolle bei der Erreichung und Aufrechterhaltung der gewünschten Luftqualität nach ISO 8573-1. Im Rahmen des Audits werden diese Komponenten einer gründlichen Bewertung unterzogen. Dabei wird ihre Leistungsfähigkeit in Bezug auf die Erfüllung der spezifischen ISO 8573-1 Anforderungen analysiert. Es wird geprüft, ob die installierten Filter, Trockner und andere Aufbereitungsgeräte in der Lage sind, die angestrebten ISO 8573-1 Klassen zu erreichen und konstant zu halten. Faktoren wie Alter, Wartungszustand und Dimensionierung der Komponenten werden dabei berücksichtigt. Besonderes Augenmerk liegt auf der Effizienz der Komponenten bei verschiedenen Betriebsbedingungen und ihrer Fähigkeit, Schwankungen in der Luftqualität auszugleichen. Diese Bewertung liefert wichtige Erkenntnisse darüber, ob Upgrades oder Ersatzinvestitionen notwendig sind, um die Ziele der ISO 8573-1 zu erreichen.
Entwicklung von Maßnahmen zur Verbesserung der Luftqualität nach ISO 8573-1
Basierend auf den Ergebnissen der Analyse werden nun konkrete Maßnahmen zur Verbesserung der Druckluftqualität gemäß ISO 8573-1 entwickelt. Hierbei wird ein mehrstufiger Ansatz verfolgt, der sowohl kurzfristige als auch langfristige Verbesserungen berücksichtigt. Zunächst werden Sofortmaßnahmen identifiziert, die ohne größere Investitionen umgesetzt werden können, wie beispielsweise die Optimierung von Wartungsintervallen oder die Anpassung von Filtereinstellungen. Diese Maßnahmen zielen darauf ab, schnelle Fortschritte in Richtung der angestrebten ISO 8573-1 Klassen zu erzielen. Für mittelfristige Verbesserungen werden Upgrades bestehender Komponenten in Betracht gezogen, etwa der Austausch von Filterelementen durch effizientere Modelle oder die Nachrüstung von Messsystemen zur kontinuierlichen Überwachung der ISO 8573-1 Parameter. Langfristige Maßnahmen können größere Investitionen umfassen, wie die Installation neuer Aufbereitungsanlagen oder die Umgestaltung des Rohrleitungssystems zur Minimierung von Kontaminationsrisiken. Jede vorgeschlagene Maßnahme wird hinsichtlich ihrer Effektivität zur Erreichung der ISO 8573-1 Ziele, ihrer Kosteneffizienz und ihrer praktischen Umsetzbarkeit bewertet. Dabei werden auch potenzielle Auswirkungen auf den Energieverbrauch und die Betriebskosten berücksichtigt. Es wird ein detaillierter Zeitplan für die Umsetzung der Maßnahmen erstellt, der Prioritäten setzt und Abhängigkeiten zwischen verschiedenen Verbesserungsschritten berücksichtigt. Zudem werden Verantwortlichkeiten für die Umsetzung jeder Maßnahme klar definiert.
Definition von Ziel-Reinheitsklassen nach ISO 8573-1 für verschiedene Systemabschnitte
Die Definition von Ziel-Reinheitsklassen nach ISO 8573-1 für verschiedene Abschnitte des Druckluftsystems ist ein entscheidender Schritt im Audit-Prozess. Hierbei wird das System in logische Sektionen unterteilt, basierend auf den spezifischen Anforderungen der angeschlossenen Verbraucher und den technischen Möglichkeiten des Systems. Für jeden Abschnitt werden die erforderlichen ISO 8573-1 Klassen für Partikel, Feuchtigkeit und Ölgehalt festgelegt. Diese Festlegung erfolgt unter Berücksichtigung der kritischsten Anwendungen in jedem Bereich, um sicherzustellen, dass alle Verbraucher mit Druckluft ausreichender Qualität versorgt werden. Dabei wird auch die Möglichkeit einer Kaskadierung der Luftqualität in Betracht gezogen, bei der die Reinheitsklasse schrittweise erhöht wird, je näher man dem Verbraucher kommt. Dies kann zu einer effizienteren Gestaltung des Gesamtsystems führen. Für jede definierte Zielklasse werden die entsprechenden Grenzwerte der ISO 8573-1 klar dokumentiert. Es werden auch Toleranzbereiche festgelegt, um realistische und erreichbare Ziele zu setzen. Die Festlegung der Zielklassen berücksichtigt zudem zukünftige Anforderungen und potenzielle Erweiterungen des Systems. Für besonders kritische Anwendungen können strengere Zielwerte als die Standardklassen der ISO 8573-1 definiert werden. Es wird ein Konsens zwischen technischer Machbarkeit, wirtschaftlicher Vertretbarkeit und den Qualitätsanforderungen der Produktion angestrebt. Die definierten Zielklassen dienen als Grundlage für alle weiteren Optimierungsschritte und werden in regelmäßigen Abständen überprüft und bei Bedarf angepasst.
Erstellung eines detaillierten Aktionsplans zur Erreichung der ISO 8573-1 Zielwerte
Die Erstellung eines detaillierten Aktionsplans ist der nächste kritische Schritt zur Erreichung der definierten ISO 8573-1 Zielwerte. Dieser Plan integriert alle identifizierten Verbesserungsmaßnahmen in eine strukturierte und priorisierte Roadmap. Zunächst werden die Maßnahmen nach ihrer Dringlichkeit und ihrem Einfluss auf die ISO 8573-1 Klassifizierung geordnet. Kurzfristige Maßnahmen, die schnelle Verbesserungen versprechen, werden an den Anfang gestellt. Dazu gehören beispielsweise die Optimierung von Filterwechselintervallen oder die Beseitigung offensichtlicher Leckagen. Mittelfristige Aktionen, wie der Austausch ineffizienter Aufbereitungskomponenten, folgen in der Prioritätenliste. Langfristige Projekte, etwa die Neugestaltung des Rohrleitungssystems zur Verbesserung der ISO 8573-1 Klassen, werden ebenfalls berücksichtigt, aber mit realistischen Zeitrahmen versehen. Für jede Maßnahme werden klare Verantwortlichkeiten, Ressourcenbedarfe und Meilensteine definiert. Der Plan berücksichtigt auch potenzielle Abhängigkeiten zwischen verschiedenen Maßnahmen, um eine effiziente Umsetzung zu gewährleisten. Es werden konkrete Zwischenziele festgelegt, die als Orientierungspunkte auf dem Weg zu den angestrebten ISO 8573-1 Klassen dienen. Der Aktionsplan enthält zudem einen detaillierten Zeitplan, der die schrittweise Verbesserung der Luftqualität gemäß ISO 8573-1 visualisiert. Wichtig ist auch die Integration von regelmäßigen Überprüfungen und Messungen, um den Fortschritt zu überwachen und gegebenenfalls Anpassungen vorzunehmen. Der Plan berücksichtigt auch mögliche Herausforderungen und Risiken bei der Umsetzung und enthält entsprechende Gegenmaßnahmen. Schließlich wird ein Budgetplan erstellt, der die erwarteten Kosten für jede Phase der Umsetzung aufschlüsselt und potenzielle Einsparungen durch verbesserte Luftqualität gemäß ISO 8573-1 aufzeigt.
Implementierung von Verbesserungsmaßnahmen zur Erreichung der ISO 8573-1 Zielklassen
Die Implementierungsphase ist entscheidend für den Erfolg des Druckluftqualitäts-Audits nach ISO 8573-1. Sie beginnt mit einer detaillierten Planung jeder einzelnen Maßnahme, einschließlich der Festlegung von Ressourcen, Zeitplänen und Verantwortlichkeiten. Für komplexere Upgrades werden spezifische Projektteams gebildet, die die Umsetzung überwachen. Die Installation neuer oder verbesserter Aufbereitungskomponenten zur Erreichung höherer ISO 8573-1 Klassen wird sorgfältig geplant, um Produktionsunterbrechungen zu minimieren. Bei der Umsetzung wird besonderes Augenmerk auf die korrekte Installation und Einstellung neuer Komponenten gelegt, um die angestrebten ISO 8573-1 Leistungen zu gewährleisten. Parallel dazu werden Schulungen für das Betriebspersonal durchgeführt, um ein tieferes Verständnis für die Bedeutung der ISO 8573-1 Klassifizierung und die korrekte Bedienung der neuen Ausrüstung zu vermitteln. Während der Implementierung werden regelmäßige Zwischenmessungen durchgeführt, um den Fortschritt in Richtung der ISO 8573-1 Zielwerte zu überprüfen. Bei Abweichungen von den erwarteten Verbesserungen werden umgehend Anpassungen vorgenommen. Die Implementierung umfasst auch die Einrichtung eines kontinuierlichen Monitoring-Systems, das die relevanten ISO 8573-1 Parameter in Echtzeit überwacht. Dies ermöglicht eine schnelle Reaktion auf Qualitätsschwankungen und unterstützt die langfristige Einhaltung der ISO 8573-1 Zielklassen. Dokumentation ist in dieser Phase besonders wichtig: Jede Änderung am System wird detailliert festgehalten, einschließlich der Auswirkungen auf die ISO 8573-1 Klassifizierung. Nach Abschluss jeder Maßnahme erfolgt eine gründliche Überprüfung, um sicherzustellen, dass die angestrebten Verbesserungen in Bezug auf die ISO 8573-1 Klassen tatsächlich erreicht wurden.
Kontinuierliche Überwachung und Anpassung zur Aufrechterhaltung der ISO 8573-1 Zielklassen
Die kontinuierliche Überwachung und Anpassung ist entscheidend, um die erreichten ISO 8573-1 Zielklassen langfristig aufrechtzuerhalten. Hierzu wird ein umfassendes Monitoring-System implementiert, das die relevanten Parameter der ISO 8573-1 – Partikelgehalt, Feuchte und Ölgehalt – kontinuierlich erfasst und auswertet. Dieses System umfasst strategisch platzierte Sensoren an kritischen Punkten des Druckluftsystems, die Echtzeitdaten liefern. Die gesammelten Daten werden in einem zentralen Managementsystem zusammengeführt, das automatisch Abweichungen von den definierten ISO 8573-1 Zielwerten erkennt und Alarme auslöst. Es werden Grenzwerte festgelegt, die deutlich unterhalb der maximal zulässigen Werte der jeweiligen ISO 8573-1 Klasse liegen, um frühzeitig auf Qualitätsschwankungen reagieren zu können. Das System ermöglicht auch die Erstellung von Trendanalysen, die langfristige Veränderungen in der Druckluftqualität aufzeigen und potenzielle zukünftige Probleme vorhersagen können. Regelmäßige manuelle Stichprobenmessungen ergänzen die automatische Überwachung und dienen der Validierung des Monitoring-Systems. Es wird ein Reaktionsprotokoll erstellt, das klare Handlungsanweisungen für verschiedene Szenarien von Qualitätsabweichungen enthält. Dieses Protokoll definiert, welche Sofortmaßnahmen bei Überschreitung bestimmter ISO 8573-1 Grenzwerte ergriffen werden müssen. Zudem werden regelmäßige Audits durchgeführt, um die Effektivität des Überwachungssystems und die allgemeine Einhaltung der ISO 8573-1 Standards zu überprüfen. Diese Audits umfassen auch eine Neubewertung der definierten Zielklassen, um sicherzustellen, dass sie weiterhin den aktuellen Anforderungen entsprechen. Das Betriebspersonal erhält fortlaufende Schulungen zur Interpretation der Überwachungsdaten und zur korrekten Reaktion auf Abweichungen von den ISO 8573-1 Zielwerten. Ein kontinuierlicher Verbesserungsprozess wird etabliert, der regelmäßige Überprüfungen und Anpassungen des Druckluftsystems vorsieht, um die Einhaltung der ISO 8573-1 Klassen langfristig zu optimieren.
Dokumentation und Berichterstattung der ISO 8573-1 konformen Luftqualität
Eine gründliche und transparente Dokumentation ist unerlässlich, um die Einhaltung der ISO 8573-1 Standards nachzuweisen und den Fortschritt der Qualitätsverbesserungen zu verfolgen. Es wird ein umfassendes Dokumentationssystem eingerichtet, das alle relevanten Daten und Maßnahmen in Bezug auf die Druckluftqualität nach ISO 8573-1 erfasst. Dieses System beinhaltet detaillierte Aufzeichnungen aller durchgeführten Messungen, einschließlich Datum, Uhrzeit, Messstelle und verwendete Messmethoden. Die Messergebnisse werden in Relation zu den entsprechenden ISO 8573-1 Klassen gesetzt und etwaige Abweichungen klar gekennzeichnet. Alle implementierten Verbesserungsmaßnahmen werden ausführlich dokumentiert, einschließlich ihrer Auswirkungen auf die ISO 8573-1 Klassifizierung. Es werden regelmäßige Berichte erstellt, die den aktuellen Stand der Druckluftqualität in Bezug auf die ISO 8573-1 Zielwerte zusammenfassen. Diese Berichte enthalten auch Trendanalysen, die langfristige Entwicklungen der Luftqualität aufzeigen. Für jede definierte Systemsektion werden separate Qualitätsberichte erstellt, die die spezifischen ISO 8573-1 Anforderungen und deren Erfüllungsgrad darstellen. Die Dokumentation umfasst auch Wartungsprotokolle für alle relevanten Systemkomponenten, um deren Einfluss auf die ISO 8573-1 Klassen nachvollziehen zu können. Es wird ein System zur Verfolgung von Qualitätsabweichungen implementiert, das jede Überschreitung der ISO 8573-1 Grenzwerte erfasst und die ergriffenen Korrekturmaßnahmen dokumentiert. Die gesamte Dokumentation wird in einem zentralen, leicht zugänglichen System gespeichert, das eine schnelle Retrieval und Analyse der Daten ermöglicht. Regelmäßige Audits der Dokumentation stellen sicher, dass alle relevanten Informationen vollständig und aktuell sind. Die Berichterstattung wird so gestaltet, dass sie sowohl für technisches Personal als auch für das Management leicht verständlich ist, um eine effektive Kommunikation der ISO 8573-1 bezogenen Leistungen zu gewährleisten.
Schulung und Sensibilisierung des Personals für die Bedeutung der ISO 8573-1
Die umfassende Schulung und Sensibilisierung des Personals ist ein entscheidender Faktor für den langfristigen Erfolg der Druckluftqualitätsverbesserung gemäß ISO 8573-1. Es wird ein mehrstufiges Schulungsprogramm entwickelt, das alle relevanten Mitarbeiterebenen einbezieht. Für das technische Personal werden detaillierte Schulungen zur ISO 8573-1 durchgeführt, die die verschiedenen Luftqualitätsklassen, ihre Bedeutung und die Methoden zu ihrer Erreichung und Aufrechterhaltung umfassen. Diese Schulungen beinhalten auch praktische Übungen zur Messung und Interpretation der ISO 8573-1 relevanten Parameter. Für Produktionsmitarbeiter werden spezielle Schulungen entwickelt, die den Zusammenhang zwischen Druckluftqualität nach ISO 8573-1 und Produktqualität verdeutlichen. Hierbei wird besonderer Wert auf die Erkennung und Meldung von Qualitätsabweichungen gelegt. Das Management wird in separaten Seminaren über die strategische Bedeutung der ISO 8573-1 Einhaltung für die Unternehmensziele informiert. Dabei werden auch die wirtschaftlichen Aspekte der Druckluftqualität beleuchtet. Es werden regelmäßige Auffrischungsschulungen geplant, um das Wissen aktuell zu halten und neue Entwicklungen im Bereich der ISO 8573-1 zu vermitteln. Zusätzlich werden Workshops organisiert, in denen Mitarbeiter aus verschiedenen Abteilungen gemeinsam an Fallstudien zur Verbesserung der Druckluftqualität gemäß ISO 8573-1 arbeiten. Dies fördert das abteilungsübergreifende Verständnis und die Zusammenarbeit. Es werden auch E-Learning-Module entwickelt, die es den Mitarbeitern ermöglichen, ihr Wissen über ISO 8573-1 selbstständig zu vertiefen. Visuelle Hilfsmittel wie Poster und Infografiken werden im gesamten Betrieb angebracht, um die Bedeutung der ISO 8573-1 Klassen ständig präsent zu halten. Ein internes Zertifizierungsprogramm wird eingeführt, das Mitarbeiter für ihr Engagement und ihre Kompetenz in Bezug auf ISO 8573-1 auszeichnet. Schließlich wird ein Vorschlagssystem implementiert, das Mitarbeiter ermutigt, Ideen zur Verbesserung der Druckluftqualität im Sinne der ISO 8573-1 einzubringen.
Kostenanalyse und Wirtschaftlichkeitsbetrachtung der ISO 8573-1 Implementierung
Eine gründliche Kostenanalyse und Wirtschaftlichkeitsbetrachtung ist unerlässlich, um die langfristigen Vorteile der Implementierung der ISO 8573-1 Standards zu quantifizieren und zu rechtfertigen. Zunächst werden alle direkten Kosten erfasst, die mit der Verbesserung der Druckluftqualität gemäß ISO 8573-1 verbunden sind. Dazu gehören Investitionen in neue Aufbereitungskomponenten, Messtechnik und Überwachungssysteme. Auch die Kosten für notwendige Umbauten am Druckluftsystem zur Erreichung höherer ISO 8573-1 Klassen werden detailliert aufgeschlüsselt. Die laufenden Betriebskosten, wie erhöhte Wartungsaufwendungen oder Energiekosten für leistungsfähigere Aufbereitungsanlagen, werden ebenfalls berücksichtigt. Dem gegenüber stehen die erwarteten Einsparungen und Vorteile. Hierzu zählen reduzierte Ausschussraten und verbesserte Produktqualität durch die Einhaltung höherer ISO 8573-1 Klassen. Potenzielle Energieeinsparungen durch ein effizienteres Druckluftsystem werden quantifiziert. Auch die Verlängerung der Lebensdauer von Produktionsanlagen durch sauberere Druckluft gemäß ISO 8573-1 wird in die Berechnung einbezogen. Indirekte Vorteile wie verbesserte Kundenzufriedenheit und potenzielle Marktanteilsgewinne durch höhere Produktqualität werden ebenfalls berücksichtigt, auch wenn sie schwieriger zu quantifizieren sind. Es wird eine detaillierte Amortisationsrechnung durchgeführt, die verschiedene Szenarien der ISO 8573-1 Implementierung berücksichtigt. Dabei werden auch Sensitivitätsanalysen erstellt, um die Auswirkungen von Schwankungen in den Annahmen zu bewerten. Die Analyse berücksichtigt auch mögliche Risiken und zusätzliche Kosten, die bei der Implementierung der ISO 8573-1 Standards auftreten können. Schließlich wird ein umfassender Bericht erstellt, der die Kosten-Nutzen-Analyse der ISO 8573-1 Implementierung klar und verständlich darstellt. Dieser Bericht dient als Entscheidungsgrundlage für das Management und hilft, die Investitionen in die Druckluftqualität nach ISO 8573-1 zu rechtfertigen.
Langfristige Strategie zur kontinuierlichen Verbesserung der Druckluftqualität nach ISO 8573-1
Die Entwicklung einer langfristigen Strategie zur kontinuierlichen Verbesserung der Druckluftqualität nach ISO 8573-1 ist essenziell für den nachhaltigen Erfolg des Unternehmens. Diese Strategie beginnt mit der Einrichtung eines permanenten Qualitätsmanagement-Teams, das sich ausschließlich mit der Optimierung der Druckluftqualität gemäß ISO 8573-1 befasst. Dieses Team ist verantwortlich für die regelmäßige Überprüfung und Aktualisierung der Qualitätsziele in Bezug auf die ISO 8573-1 Klassen. Es wird ein systematischer Prozess implementiert, der jährliche Audits des gesamten Druckluftsystems vorsieht, um die Einhaltung der ISO 8573-1 Standards zu überprüfen und neue Verbesserungspotenziale zu identifizieren. Die Strategie umfasst auch die kontinuierliche Marktbeobachtung, um neue Technologien und Innovationen im Bereich der Druckluftaufbereitung zu erkennen, die zur Erreichung höherer ISO 8573-1 Klassen beitragen können. Es werden langfristige Partnerschaften mit Lieferanten und Experten aufgebaut, um einen stetigen Wissensaustausch und Zugang zu den neuesten Entwicklungen im Bereich der ISO 8573-1 konformen Drucklufttechnik zu gewährleisten. Die Strategie sieht auch die Integration der ISO 8573-1 Ziele in die allgemeine Unternehmensstrategie vor, um sicherzustellen, dass die Druckluftqualität bei allen zukünftigen Entscheidungen und Investitionen berücksichtigt wird. Es wird ein Benchmarking-System etabliert, das den Vergleich der eigenen Druckluftqualität nach ISO 8573-1 mit Branchenstandards und Wettbewerbern ermöglicht. Langfristige Budgetplanungen werden erstellt, die regelmäßige Investitionen in die Verbesserung und Aufrechterhaltung der ISO 8573-1 Klassen vorsehen. Die Strategie beinhaltet auch die Entwicklung von Notfallplänen für mögliche Qualitätseinbrüche, um schnell und effektiv auf unvorhergesehene Ereignisse reagieren zu können, die die Einhaltung der ISO 8573-1 Standards gefährden könnten. Schließlich wird ein System zur kontinuierlichen Mitarbeiterschulung implementiert, das sicherstellt, dass das Wissen über ISO 8573-1 und Druckluftqualität im Unternehmen stets auf dem neuesten Stand bleibt und weiterentwickelt wird.
Integration der ISO 8573-1 Standards in das Gesamtqualitätsmanagement des Unternehmens
Die erfolgreiche Integration der ISO 8573-1 Standards in das Gesamtqualitätsmanagement des Unternehmens ist ein komplexer, aber notwendiger Prozess. Zunächst wird eine detaillierte Analyse durchgeführt, um die Schnittstellen zwischen dem Druckluftqualitätsmanagement nach ISO 8573-1 und anderen Qualitätsmanagementsystemen im Unternehmen zu identifizieren. Die ISO 8573-1 Anforderungen werden in das bestehende Qualitätshandbuch integriert, wobei klare Verantwortlichkeiten und Prozesse für die Überwachung und Verbesserung der Druckluftqualität definiert werden. Es werden Querverbindungen zu anderen relevanten Normen und Standards hergestellt, wie beispielsweise ISO 9001 für Qualitätsmanagement oder branchenspezifische Standards. Die Qualitätsziele für die Druckluft nach ISO 8573-1 werden in die übergeordneten Unternehmensziele aufgenommen und regelmäßig in Management-Reviews überprüft. Ein integriertes Auditprogramm wird entwickelt, das die Überprüfung der ISO 8573-1 Konformität in regelmäßige Qualitätsaudits einbezieht. Das Risikomanagement des Unternehmens wird erweitert, um potenzielle Risiken im Zusammenhang mit der Nichteinhaltung der ISO 8573-1 Standards zu berücksichtigen. Es werden abteilungsübergreifende Teams gebildet, die die Auswirkungen der Druckluftqualität auf verschiedene Unternehmensbereiche analysieren und optimieren. Das Dokumentenmanagementsystem wird angepasst, um eine effiziente Verwaltung aller ISO 8573-1 relevanten Dokumente und Aufzeichnungen zu gewährleisten. Schulungsprogramme werden überarbeitet, um ISO 8573-1 Themen in allgemeine Qualitätsschulungen zu integrieren. Leistungskennzahlen (KPIs) für die Druckluftqualität nach ISO 8573-1 werden in das bestehende Performance-Measurement-System des Unternehmens aufgenommen. Schließlich wird ein kontinuierlicher Verbesserungsprozess implementiert, der regelmäßige Überprüfungen und Anpassungen der Integration von ISO 8573-1 in das Gesamtqualitätsmanagement vorsieht.
Bewertung und Anpassung der Lieferkette zur Unterstützung der ISO 8573-1 Ziele
Die Optimierung der Lieferkette ist ein entscheidender Faktor für die langfristige Einhaltung der ISO 8573-1 Standards. Zunächst wird eine umfassende Analyse aller Lieferanten durchgeführt, die Komponenten für das Druckluftsystem bereitstellen. Dabei wird bewertet, inwieweit ihre Produkte und Dienstleistungen die Anforderungen der ISO 8573-1 unterstützen. Es werden detaillierte Qualitätskriterien für Lieferanten entwickelt, die sich an den ISO 8573-1 Klassen orientieren. Diese Kriterien umfassen nicht nur die technischen Spezifikationen der gelieferten Produkte, sondern auch die Qualitätsmanagementsysteme und Zertifizierungen der Lieferanten selbst. Mit Schlüssellieferanten werden langfristige Partnerschaften aufgebaut, um gemeinsam an der Verbesserung der Druckluftqualität gemäß ISO 8573-1 zu arbeiten. Dabei werden regelmäßige Audits bei den Lieferanten durchgeführt, um die Einhaltung der ISO 8573-1 relevanten Anforderungen zu überprüfen. Es wird ein Bewertungssystem für Lieferanten implementiert, das ihre Leistung in Bezug auf die Unterstützung der ISO 8573-1 Ziele misst und in die Gesamtbewertung einfließen lässt. Lieferanten werden ermutigt, innovative Lösungen zu entwickeln, die zur Verbesserung der Druckluftqualität nach ISO 8573-1 beitragen. Hierfür werden Anreizsysteme geschaffen, die besonders innovative und effektive Lösungen belohnen. Die Beschaffungsprozesse werden überarbeitet, um sicherzustellen, dass bei allen Einkaufsentscheidungen die ISO 8573-1 Anforderungen berücksichtigt werden. Es werden klare Richtlinien für die Auswahl und Bewertung von Ersatzteilen und Verbrauchsmaterialien erstellt, die deren Einfluss auf die ISO 8573-1 Klassen berücksichtigen. Schulungen für das Einkaufspersonal werden durchgeführt, um das Verständnis für die Bedeutung der ISO 8573-1 in der Lieferkette zu schärfen. Schließlich wird ein Frühwarnsystem implementiert, das potenzielle Probleme in der Lieferkette identifiziert, die die Einhaltung der ISO 8573-1 Standards gefährden könnten.
Entwicklung eines Kommunikationsplans zur Förderung des Bewusstseins für ISO 8573-1 im Unternehmen
Ein effektiver Kommunikationsplan ist unerlässlich, um das Bewusstsein für die Bedeutung der ISO 8573-1 im gesamten Unternehmen zu schärfen und aufrechtzuerhalten. Zunächst wird eine umfassende Stakeholder-Analyse durchgeführt, um alle relevanten Zielgruppen für die ISO 8573-1 Kommunikation zu identifizieren. Für jede Zielgruppe werden spezifische Kommunikationsziele und -botschaften in Bezug auf ISO 8573-1 definiert. Es wird eine Vielzahl von Kommunikationskanälen genutzt, darunter Intranet, Newsletter, Aushänge und regelmäßige Meetings, um die Botschaften zur ISO 8573-1 zu verbreiten. Visuelle Elemente wie Infografiken und Videos werden erstellt, um komplexe ISO 8573-1 Konzepte einfach und verständlich zu vermitteln. Es werden regelmäßige „ISO 8573-1 Awareness Weeks“ organisiert, während derer spezielle Aktionen und Schulungen stattfinden, um das Thema in den Fokus zu rücken. Eine interne ISO 8573-1 Informationsplattform wird eingerichtet, die als zentrale Anlaufstelle für alle Fragen und Informationen zur Druckluftqualität dient. Es werden „ISO 8573-1 Champions“ in verschiedenen Abteilungen ernannt, die als Ansprechpartner fungieren und das Thema aktiv vorantreiben. Erfolgsgeschichten und Best Practices zur Verbesserung der Druckluftqualität nach ISO 8573-1 werden regelmäßig im Unternehmen geteilt. Ein Feedbacksystem wird implementiert, das es Mitarbeitern ermöglicht, Ideen und Vorschläge zur Verbesserung der ISO 8573-1 Konformität einzubringen. Regelmäßige Updates über den Fortschritt bei der Erreichung der ISO 8573-1 Ziele werden an alle Mitarbeiter kommuniziert. Schließlich wird eine jährliche Umfrage durchgeführt, um das Bewusstsein und Verständnis für ISO 8573-1 im Unternehmen zu messen und den Kommunikationsplan entsprechend anzupassen.
Q: Was sind die wichtigsten Aspekte der Auditierung der Druckluftqualität gemäß ISO 8573-1?
A: Die wichtigsten Aspekte umfassen die Überprüfung der Reinheitsklassen der Druckluft, die Identifizierung von Verunreinigungen und die Sicherstellung, dass die Druckluftsysteme gemäß den Vorgaben der Norm ISO 8573-1 arbeiten.
Q: Welche Verunreinigungen können in Druckluft vorhanden sein?
A: In Druckluft können verschiedene Verunreinigungen wie Wasser, Öl und Feststoffpartikel enthalten sein, die die Qualität der Druckluft beeinträchtigen.
Q: Was sind die verschiedenen Qualitätsklassen der Druckluft gemäß ISO 8573?
A: Die Qualitätsklassen gemäß ISO 8573 sind in Klassen unterteilt, darunter Klasse 0, Klasse 1, Klasse 2 und weitere, die sich auf die maximal zulässigen Verunreinigungen beziehen.
Q: Warum ist eine gute Druckluftqualität wichtig für Maschinen und Anlagen?
A: Eine gute Druckluftqualität ist entscheidend, um Maschinen und Anlagen zuverlässig und sicher zu betreiben, da Verunreinigungen zu Schäden, Ausfällen oder ineffizientem Betrieb führen können.
Q: Wie kann die Druckluftaufbereitung verbessert werden?
A: Die Druckluftaufbereitung kann durch den Einsatz geeigneter Filter, Trockner und Separatoren verbessert werden, um Wassergehalt, Öl und Feststoffpartikel effektiv zu entfernen.
Q: Was besagt die Norm ISO 8573-1 bezüglich des Drucktaupunkts?
A: Die Norm ISO 8573-1 definiert den maximalen Drucktaupunkt, um sicherzustellen, dass kein Wasser in der Druckluft enthalten ist, was für die Qualität der Druckluft entscheidend ist.
Q: Was sind die Anforderungen an die Anwendung von Druckluft in der Lebensmittel- und Getränkeindustrie?
A: In der Lebensmittel- und Getränkeindustrie muss die verwendete Druckluft den höchsten Reinheitsklassen entsprechen, um sicherzustellen, dass keine Verunreinigungen in die Produkte gelangen.
Q: Wie oft sollte ein Audit zur Druckluftqualität durchgeführt werden?
A: Die Häufigkeit von Audits zur Druckluftqualität hängt von der Branche und den spezifischen Anforderungen ab, jedoch sollte es regelmäßig erfolgen, um die Einhaltung der Qualitätsstandards zu gewährleisten.
Q: Welche Rolle spielt der richtige Einsatz von Druckluft in der Industrie?
A: Der richtige Einsatz von Druckluft ist entscheidend, um eine hohe Effizienz und Sicherheit in industriellen Anwendungen zu gewährleisten, und sollte stets mit den Anforderungen der ISO 8573-1 in Einklang stehen.
Reinräume ISO 8, ISO 7, ISO 5 – aus der Sicht eines Praktikers
Dieser Artikel basiert auf den Erfahrungen des Autors, der 15 Jahre lang Reinräume der ISO-Klasse 5, ISO-Klasse 7 und ISO-Klasse 8 gemäß ISO DIN 14644-1 verwaltet hat. Die hier zusammengetragenen Informationen spiegeln die praktischen Erkenntnisse und bewährten Verfahren wider, die sich aus der langjährigen Arbeit mit verschiedenen Reinraumklassen ergeben haben. Diese Erfahrungen unterstreichen die Bedeutung einer sorgfältigen Planung, konsequenten Umsetzung und kontinuierlichen Überwachung aller Aspekte des Reinraummanagements, um die hohen Standards der ISO DIN 14644-1 zu erfüllen und aufrechtzuerhalten.
Reinräume: Definition, Zustände und Verwaltung gemäß ISO 14644-1
Definition eines Reinraums
Ein Reinraum ist laut ISO DIN 14644-1 ein Raum, in dem die Konzentration luftgetragener Partikel kontrolliert und klassifiziert wird. Reinräume werden so konzipiert, gebaut und betrieben, dass die Einführung, Erzeugung und Retention von Partikeln im Raum kontrolliert werden. Die Klasse der luftgetragenen Partikelkonzentration wird dabei spezifiziert.
Neben der Partikelkonzentration können in Reinräumen auch andere Reinheitsattribute wie chemische, lebensfähige oder nanoskalige Konzentrationen in der Luft sowie die Oberflächenreinheit hinsichtlich Partikel-, Nanoskala-, chemischer und lebensfähiger Konzentrationen spezifiziert und kontrolliert werden. Zusätzlich können je nach Anforderung auch andere relevante physikalische Parameter wie Temperatur, Feuchtigkeit, Druck, Vibration und elektrostatische Aufladung kontrolliert werden.
Betriebszustände von Reinräumen
Die ISO DIN 14644-1 definiert zwei wichtige Betriebszustände für Reinräume:
Ruhezustand (At-rest): In diesem Zustand ist der Reinraum oder die Reinraumzone vollständig mit installierter und in vereinbarter Weise betriebener Ausrüstung ausgestattet, jedoch ohne anwesendes Personal.
Betriebszustand (Operational): Dies ist der vereinbarte Zustand, in dem der Reinraum oder die Reinraumzone in der spezifizierten Weise funktioniert, mit laufender Ausrüstung und der festgelegten Anzahl von Personen.
Verwaltung von Reinräumen: Wichtige Verfahren
Bei der Verwaltung von Reinräumen gemäß ISO DIN 14644-1 sollten folgende Aspekte in den Verfahren berücksichtigt und beschrieben werden:
Einrichtung eines Systems zur Definition von Richtlinien und Betriebsverfahren zur Aufrechterhaltung der Reinheitsgrade
Schulung des Personals
Transfer, Installation und Wartung stationärer Ausrüstung
Ein- und Ausbringen von Material und tragbarer Ausrüstung in den Reinraum
Aufrechterhaltung eines Personalmanagemmentprogramms, einschließlich eines Bekleidungsprogramms
Durchführung eines Reinigungsprogramms, das spezielle Reinigungsanforderungen berücksichtigt
Implementierung eines Wartungsprogramms für den Reinraum
Etablierung eines geeigneten Überwachungsprogramms
Zusätzlich werden in der ISO DIN 14644-1 informative Anhänge zu folgenden Themen bereitgestellt:
Personalmanagement
Bekleidung
Schulung
Reinigung
Auswirkungsbeurteilung für Reinräume: Erkenntnisse aus 15 Jahren Praxis
Einführung in die Auswirkungsbeurteilung
In meinen 15 Jahren als Reinraumexperte bei Reinräume GmbH habe ich die zentrale Bedeutung der Auswirkungsbeurteilung für den Erfolg unserer Reinräume erkannt. Zu Beginn meiner Karriere unterschätzten wir ihre Wichtigkeit, was zu unerwarteten Komplikationen führte. Heute bildet sie das Fundament unseres Qualitätsmanagementsystems für die ISO 5, 7 und 8 Reinräume. Wir führen sie nicht nur vor der Inbetriebnahme durch, sondern auch bei wesentlichen Veränderungen. Diese vorausschauende Strategie hat sich als unschätzbar wertvoll erwiesen, um potenzielle Risiken frühzeitig zu identifizieren und zu minimieren. Die größte Herausforderung war es, alle Beteiligten von der Notwendigkeit dieses umfassenden Prozesses zu überzeugen.
Entwicklung unserer Beurteilungsmethodik
Unsere anfängliche Methodik war zu starr und vernachlässigte wichtige Faktoren. Wir erkannten schnell, dass ein flexibler, ganzheitlicher Ansatz unerlässlich ist. Heute basiert unsere Auswirkungsbeurteilung auf einer umfassenden Datenbasis, die Konstruktionsdaten und Umgebungsparameter einbezieht. Eine besondere Schwierigkeit war es, die komplexen Wechselwirkungen zwischen Reinraumumgebung, Produkten und Prozessen zu verstehen. Durch intensives Training und den Austausch mit anderen Experten konnten wir unsere Analysefähigkeiten erheblich verbessern. Ein Wendepunkt war die Einführung von Simulationssoftware, die uns half, verschiedene Szenarien durchzuspielen und ihre Auswirkungen besser zu verstehen.
Schlüsselelemente der Beurteilung und ihre Herausforderungen
Die Analyse des Betriebsprogramms erwies sich als besonders komplex. Anfänglich übersahen wir oft kritische Details in unseren Verfahren. Ein Durchbruch war die Bildung von abteilungsübergreifenden Teams, die verschiedene Perspektiven einbrachten. Die Integration der ISO 14644-18 für Verbrauchsmaterialien stellte uns vor Herausforderungen, da spezifische Schulungen fehlten. Als Lösung entwickelten wir interne Schulungsprogramme, die sich als sehr effektiv erwiesen. Der Materialtransfer war ein weiterer Stolperstein. Unsere ersten Protokolle waren zu umständlich und wurden oft umgangen. Durch iterative Verbesserungen und Feedback vom Personal gelang es uns, praktikablere Lösungen zu entwickeln. Eine wichtige Erkenntnis war, dass selbst kleine Änderungen im Materialfluss große Auswirkungen auf die Reinraumleistung haben können.
Personalmanagement: Lehren aus der Praxis
Das Personalmanagement erwies sich als kritischer Faktor, den wir anfangs unterschätzten. Strenge Richtlinien für den Personaleintritt und -austritt waren zwar einfach zu implementieren, aber schwierig durchzusetzen. Wir lernten, dass regelmäßige Schulungen und klare Kommunikation entscheidend sind. Unser Bekleidungsprogramm durchlief mehrere Iterationen, bis wir die richtige Balance zwischen Schutz und Komfort fanden. Eine wichtige Erkenntnis war, dass das Wohlbefinden des Personals direkten Einfluss auf die Reinraumleistung hat. Die Einführung von Erholungszonen und flexiblen Schichtplänen führte zu einer signifikanten Verbesserung der Compliance und Produktivität. Eine unerwartete Herausforderung war der Umgang mit psychologischen Faktoren wie Claustrophobie in Reinräumen, was uns dazu veranlasste, spezielle Unterstützungsprogramme zu entwickeln.
Betriebszustände und Notfallszenarien: Vorbereitung zahlt sich aus
Die Berücksichtigung verschiedener Betriebszustände in unserer Beurteilung war anfangs vernachlässigt worden, was zu Problemen beim Herunterfahren und Neustart führte. Wir entwickelten detaillierte Verfahren für diese Übergangsphasen, was sich als äußerst wertvoll erwies. Die Implementierung von Notfallprozeduren war eine Herausforderung, da wir das richtige Gleichgewicht zwischen Vorbereitung und Überregulierung finden mussten. Regelmäßige Übungen und Simulationen halfen uns, diese Prozeduren zu verfeinern und das Personal adäquat vorzubereiten. Ein unerwarteter Vorteil war, dass diese Übungen auch das Teamgefühl und die Kommunikation zwischen verschiedenen Abteilungen verbesserten.
Entwicklung und Implementierung eines Operations Control Programms
Einführung in das Operations Control Programm (OCP)
Als ich vor 15 Jahren bei Reinräume GmbH anfing, hatten wir kein strukturiertes Operations Control Programm (OCP) für unsere ISO 5, 7 und 8 Reinräume. Die Folge waren Inkonsistenzen in unseren Abläufen und gelegentliche Qualitätsprobleme. Die Einführung eines umfassenden OCP war eine der wichtigsten Veränderungen, die wir vorgenommen haben. Es wurde zum Rückgrat unserer Reinraumoperationen und half uns, die Kontamination effektiv zu kontrollieren. Die größte Herausforderung war es, ein Programm zu entwickeln, das sowohl umfassend als auch flexibel genug war, um auf die spezifischen Anforderungen unserer verschiedenen Reinraumklassen einzugehen.
Grundlagen unseres OCP
Unser OCP basiert auf einer gründlichen Auswirkungsbeurteilung, die wir für jeden unserer Reinräume durchgeführt haben. Dies war zunächst zeitaufwendig, erwies sich aber als unerlässlich für ein effektives Programm. Wir haben detaillierte Standardarbeitsanweisungen für alle Aspekte des Reinraumbetriebs entwickelt, von der Einrichtung über den normalen Betrieb bis hin zur Abschaltung. Eine anfängliche Schwierigkeit war es, diese Anweisungen so zu gestalten, dass sie sowohl präzise als auch benutzerfreundlich waren. Durch iterative Verbesserungen und Feedback von den Mitarbeitern konnten wir dieses Gleichgewicht schließlich finden.
Schlüsselelemente unseres OCP
Ein zentraler Bestandteil unseres OCP ist die Dokumentation des Materialflusses. Wir haben Flussdiagramme für Produkte, Rohmaterialien, Ausrüstung, Personal und Abfälle erstellt. Dies half uns, potenzielle Kontaminationsquellen zu identifizieren und zu kontrollieren. Die Implementierung eines effektiven Personalmanagementprogramms war eine weitere Herausforderung. Wir mussten nicht nur strenge Anforderungen und ein Bekleidungsprogramm entwickeln, sondern auch ein umfassendes Schulungsprogramm aufbauen. Anfangs stießen wir auf Widerstand bei einigen Mitarbeitern, aber durch kontinuierliche Kommunikation und praktische Demonstrationen konnten wir die Wichtigkeit dieser Maßnahmen vermitteln.
Reinigungs- und Wartungsprogramme
Die Entwicklung effektiver Reinigungs- und Wartungsprogramme war ein weiterer kritischer Aspekt unseres OCP. Wir lernten, dass ein „One-Size-Fits-All“-Ansatz nicht funktioniert. Stattdessen entwickelten wir maßgeschneiderte Programme für jede Reinraumklasse. Eine besondere Herausforderung war die Koordination von Reinigung und Wartung mit den Produktionsabläufen. Wir implementierten ein flexibles Schichtsystem und nutzten Produktionspausen effektiv, um diese wichtigen Aufgaben durchzuführen, ohne die Produktion zu beeinträchtigen.
Implementierung des Überwachungsprogramms
Ein robustes Überwachungsprogramm war der letzte Baustein unseres OCP. Anfangs konzentrierten wir uns hauptsächlich auf Partikelzählungen, erkannten aber bald, dass wir ein umfassenderes Monitoring benötigten. Wir integrierten Mikrobiologie-, Temperatur-, Feuchtigkeits- und Drucküberwachung in unser Programm. Die Interpretation der gesammelten Daten war zunächst eine Herausforderung. Wir investierten in Schulungen und Datenanalysesoftware, um aussagekräftige Erkenntnisse aus unseren Überwachungsdaten zu gewinnen.
Materialflussmanagement in Reinräumen: Erfahrungen und Best Practices
Einführung in das Materialflussmanagement
Als ich vor 15 Jahren bei Reinräume GmbH anfing, war unser Materialflussmanagement in den ISO 5, 7 und 8 Reinräumen eher rudimentär. Wir hatten zwar grundlegende Prozesse, aber keine systematische Herangehensweise. Dies führte oft zu Kontaminationsrisiken und Ineffizienzen. Die Implementierung eines umfassenden Materialflusssystems war eine der größten Herausforderungen, der wir uns stellen mussten. Es erforderte nicht nur technische Lösungen, sondern auch eine Änderung der Unternehmenskultur.
Entwicklung eines dokumentierten Kontrollsystems
Unser erster Schritt war die Entwicklung eines dokumentierten Systems zur Kontrolle des Materialtransfers. Anfangs war dies ein papierbasiertes System, das sich als fehleranfällig und zeitaufwendig erwies. Der Übergang zu einem digitalen System war ein Wendepunkt. Wir implementierten ein RFID-basiertes Tracking-System, das jeden Materialtransfer automatisch erfasste. Die größte Herausforderung war hier, alle Mitarbeiter im Umgang mit dem neuen System zu schulen und ihre Bedenken hinsichtlich der erhöhten Überwachung zu zerstreuen.
Evaluierung und Akzeptanz von Materialien
Ein kritischer Aspekt unseres Materialflusssystems war die Evaluierung und Akzeptanz von Materialien für den Reinraum. Wir entwickelten strenge Kriterien und Testverfahren. Anfangs führte dies zu Verzögerungen und Frustration bei einigen Lieferanten. Wir lernten, dass eine enge Zusammenarbeit mit unseren Zulieferern unerlässlich war. Wir organisierten Workshops und Schulungen für unsere Hauptlieferanten, um sie mit unseren Anforderungen vertraut zu machen. Dies führte nicht nur zu einer besseren Materialqualität, sondern auch zu innovativen Lösungen für reinraumgerechte Verpackungen.
Management von eingehenden Materialien und Komponenten
Der Umgang mit eingehenden Materialien war anfangs eine große Herausforderung. Wir implementierten ein mehrstufiges Reinigungssystem mit einer Reihe von Schleusen und Durchreichesystemen. Eine unerwartete Schwierigkeit war die Balance zwischen gründlicher Reinigung und Effizienz. Wir entwickelten spezielle Reinigungsprotokolle für verschiedene Materialtypen und investierten in fortschrittliche Reinigungstechnologien wie UV-Licht-Dekontamination. Die Schulung des Personals in diesen neuen Techniken war zeitaufwendig, zahlte sich aber durch eine signifikante Reduzierung von Kontaminationsereignissen aus.
Entsorgung von Abfällen
Die Abfallentsorgung erwies sich als komplexer als erwartet. Wir mussten nicht nur die Kontamination innerhalb des Reinraums verhindern, sondern auch lokale Umweltvorschriften einhalten. Wir implementierten ein Farbcodesystem für verschiedene Abfallarten und installierten spezielle Abfallschleusen. Eine Herausforderung war die Entsorgung von flüssigen und gasförmigen Abfällen. Wir investierten in ein geschlossenes Abfallsystem für Flüssigkeiten und ein Filtersystem für Abluft. Die Koordination mit lokalen Entsorgungsunternehmen und Behörden war zeitaufwendig, aber entscheidend für den Erfolg unseres Abfallmanagementsystems.
Transfer und Installation von großen oder stationären Geräten
Der Transfer und die Installation von großen Geräten stellte uns vor besondere Herausforderungen. Wir entwickelten detaillierte Protokolle für diese Prozesse, die eine gründliche Reinigung und Dekontamination vor dem Eintritt in den Reinraum vorsahen. In Fällen, wo eine Unterbrechung des Reinraumbetriebs unvermeidbar war, erarbeiteten wir Verfahren zur Minimierung der Ausfallzeit und zur schnellen Wiederherstellung der Reinraumbedingungen. Eine wichtige Erkenntnis war, dass eine gründliche Planung und Simulation solcher Transfers im Vorfeld viel Zeit und Ressourcen sparen kann.
Personalmanagement in Reinräumen: Erkenntnisse und Herausforderungen
Einführung in das Personalmanagement für Reinräume
Als ich vor 15 Jahren meine Arbeit bei Reinräume GmbH begann, war unser Personalmanagement für die ISO 5, 7 und 8 Reinräume eher rudimentär. Wir hatten zwar grundlegende Richtlinien, aber kein umfassendes Programm. Die Einführung eines strukturierten Personalmanagementprogramms war eine der größten Veränderungen, die wir vornahmen. Es erwies sich als entscheidend für die Aufrechterhaltung der Reinraumumgebung und die Qualität unserer Produkte.
Anforderungen und Einschränkungen für das Personal
Die Implementierung strenger Anforderungen und Einschränkungen für das Personal war anfangs eine Herausforderung. Wir mussten ein Gleichgewicht zwischen Sicherheit und Praktikabilität finden. Eine der schwierigsten Aufgaben war es, dem Personal die Notwendigkeit dieser Maßnahmen zu vermitteln. Wir entwickelten ein umfassendes Schulungsprogramm, das nicht nur die Regeln erklärte, sondern auch die wissenschaftlichen Gründe dahinter. Dies half erheblich, die Akzeptanz zu erhöhen. Eine unerwartete Herausforderung war der Umgang mit persönlichen Gegenständen. Wir mussten klare Richtlinien für Dinge wie Schmuck, Kosmetika und elektronische Geräte erstellen. Die Einführung von sicheren Aufbewahrungsmöglichkeiten außerhalb des Reinraums war eine effektive Lösung.
Implementierung eines effektiven Bekleidungsprogramms
Die Entwicklung eines effektiven Bekleidungsprogramms war ein kritischer Aspekt unseres Personalmanagements. Anfangs hatten wir Probleme mit der Passform und dem Komfort der Reinraumbekleidung, was zu Beschwerden und gelegentlichen Verstößen führte. Wir investierten in hochwertige, maßgeschneiderte Reinraumanzüge und führten ein strenges Ankleideverfahren ein. Eine besondere Herausforderung war die Schulung des Personals im korrekten An- und Ausziehen der Bekleidung. Wir installierten Spiegel und Videosysteme in den Umkleideräumen, damit die Mitarbeiter ihre Technik überprüfen konnten. Dies führte zu einer deutlichen Verbesserung der Compliance und einer Reduzierung von Kontaminationsereignissen.
Entwicklung umfassender Schulungsprogramme
Die Entwicklung umfassender Schulungsprogramme erwies sich als entscheidend für den Erfolg unseres Personalmanagements. Wir erkannten schnell, dass einmalige Schulungen nicht ausreichten. Stattdessen implementierten wir ein kontinuierliches Lernprogramm mit regelmäßigen Auffrischungskursen. Eine Herausforderung war es, die Schulungen interessant und relevant zu gestalten. Wir integrierten interaktive Elemente wie Virtual Reality-Simulationen und praktische Übungen. Ein unerwarteter Vorteil war, dass diese Schulungen auch das Teamgefühl und die Kommunikation zwischen den Mitarbeitern verbesserten.
Umgang mit Gesundheits- und Hygienefragen
Der Umgang mit Gesundheits- und Hygienefragen war ein sensibles Thema. Wir mussten strenge Richtlinien für persönliche Hygiene einführen, ohne dabei die Privatsphäre der Mitarbeiter zu verletzen. Die Einführung von Gesundheitschecks vor dem Betreten des Reinraums war anfangs umstritten. Wir lösten dies, indem wir einen Betriebsarzt einstellten und klare, faire Richtlinien für gesundheitliche Einschränkungen entwickelten. Eine besondere Herausforderung war der Umgang mit saisonalen Erkältungen und Allergien. Wir implementierten ein flexibles System, das es Mitarbeitern ermöglichte, vorübergehend andere Aufgaben außerhalb des Reinraums zu übernehmen.
Verhaltensrichtlinien und Disziplin im Reinraum
Die Entwicklung und Durchsetzung von Verhaltensrichtlinien im Reinraum war ein kontinuierlicher Prozess. Wir erkannten, dass klare Regeln allein nicht ausreichten. Stattdessen konzentrierten wir uns darauf, eine Kultur der Verantwortung und des gegenseitigen Respekts zu schaffen. Wir führten ein Buddy-System ein, bei dem erfahrene Mitarbeiter neue Kollegen betreuten. Dies half nicht nur bei der Einarbeitung, sondern förderte auch eine Kultur der gegenseitigen Unterstützung. Eine Herausforderung war der Umgang mit Verstößen gegen die Richtlinien. Wir entwickelten ein faires, aber konsequentes Disziplinarsystem, das eher auf Schulung und Verbesserung als auf Bestrafung ausgerichtet war.
Entwicklung und Umsetzung eines effektiven Reinigungsprogramms
Einführung in das Reinigungsprogramm
Als ich vor 15 Jahren bei Reinräume GmbH anfing, war unser Reinigungsprogramm für die ISO 5, 7 und 8 Reinräume zwar vorhanden, aber nicht optimal strukturiert. Wir erkannten schnell, dass ein gut durchdachtes Reinigungsprogramm entscheidend für die Aufrechterhaltung der Reinraumumgebung ist. Die Entwicklung eines umfassenden und effektiven Programms war eine der größten Herausforderungen, der wir uns stellen mussten.
Festlegung der Reinigungsanforderungen
Unser erster Schritt war die Durchführung einer gründlichen Bewertung, um die erforderlichen Reinheitsniveaus für alle Reinraumoberflächen zu bestimmen. Dies war komplexer als erwartet, da verschiedene Bereiche unterschiedliche Anforderungen hatten. Wir mussten Partikel, chemische Verunreinigungen und in einigen Bereichen auch Mikroorganismen berücksichtigen. Eine besondere Herausforderung war die Festlegung realistischer, aber strenger Grenzwerte. Wir arbeiteten eng mit unserem Qualitätssicherungsteam zusammen und führten umfangreiche Tests durch, um die optimalen Werte zu ermitteln.
Entwicklung von Reinigungsmethoden
Die Auswahl und Entwicklung geeigneter Reinigungsmethoden war ein kritischer Aspekt. Wir experimentierten mit verschiedenen Techniken, von der Trockenreinigung bis hin zu speziellen Nasswischverfahren. Eine unerwartete Herausforderung war die Kompatibilität der Reinigungsmittel mit unseren Produktionsprozessen. Wir mussten sicherstellen, dass keine Rückstände zurückblieben, die unsere Produkte beeinträchtigen könnten. Die Einführung von Reinraumstaubsaugern mit HEPA-Filtern war ein Durchbruch für die Trockenreinigung, während wir für die Nassreinigung ein System mit mehreren Eimern entwickelten, um Kreuzkontaminationen zu vermeiden.
Implementierung des Reinigungszeitplans
Die Erstellung eines effektiven Reinigungszeitplans erwies sich als Balanceakt zwischen Gründlichkeit und Produktionseffizienz. Wir mussten die Reinigungsfrequenz an die Verschmutzungsrate anpassen, die je nach Bereich und Aktivität variierte. Eine innovative Lösung war die Einführung eines dynamischen Zeitplans, der sich an die Produktionszyklen anpasste. Wir implementierten auch ein Farbcodesystem für verschiedene Reinigungsbereiche und -werkzeuge, um Verwechslungen zu vermeiden.
Schulung des Reinigungspersonals
Die Schulung unseres Reinigungspersonals war entscheidend für den Erfolg des Programms. Wir erkannten, dass Reinigung in Reinräumen eine spezialisierte Fähigkeit ist, die weit über herkömmliche Reinigungstechniken hinausgeht. Wir entwickelten ein umfassendes Schulungsprogramm, das theoretische Grundlagen und praktische Übungen umfasste. Eine Herausforderung war, das Personal für die Wichtigkeit ihrer Arbeit zu sensibilisieren. Wir führten regelmäßige Teambuilding-Aktivitäten durch und integrierten das Reinigungspersonal in Qualitätsbesprechungen, was zu einem stärkeren Engagement führte.
Überwachung und Verifikation der Reinigungseffektivität
Die Überwachung und Verifizierung der Reinigungseffektivität war ein kritischer Aspekt unseres Programms. Wir implementierten ein mehrstufiges Überwachungssystem, das visuelle Inspektionen, Oberflächenabstriche und Partikelzählungen umfasste. Eine Herausforderung war die Interpretation der Daten und die Festlegung von Aktionsgrenzen. Wir entwickelten ein computergestütztes System zur Datenanalyse, das Trends erkennen und potenzielle Probleme frühzeitig identifizieren konnte. Die Einführung von ATP-Tests für die schnelle Bewertung der mikrobiellen Belastung war ein weiterer Meilenstein in unserem Überwachungsprogramm.
Umgang mit Sonderreinigungen und Notfällen
Ein wichtiger Aspekt, den wir anfangs unterschätzten, war der Umgang mit Sonderreinigungen und Notfällen. Wir entwickelten spezielle Protokolle für unerwartete Kontaminationsereignisse, geplante Wartungsarbeiten und Anlagenmodifikationen. Eine besondere Herausforderung war die Schulung des Personals für diese Ausnahmesituationen. Wir führten regelmäßige Simulationen und Übungen durch, um die Reaktionsfähigkeit zu verbessern. Die Einrichtung eines 24/7-Bereitschaftsteams für Notfallreinigungen erwies sich als wertvoll für die Minimierung von Produktionsausfällen.
Entwicklung eines effektiven Wartungsprogramms für Reinräume
Einführung in das Wartungsprogramm
Als ich vor 15 Jahren bei Reinräume GmbH anfing, war unser Wartungsprogramm für die ISO 5, 7 und 8 Reinräume eher reaktiv als proaktiv. Wir reagierten hauptsächlich auf Probleme, anstatt sie zu verhindern. Die Entwicklung eines umfassenden, vorausschauenden Wartungsprogramms war eine der wichtigsten Veränderungen, die wir vornahmen. Es erwies sich als entscheidend für die Aufrechterhaltung der Reinraumumgebung und die Minimierung von Ausfallzeiten.
Etablierung eines dokumentierten Wartungsprogramms
Unser erster Schritt war die Erstellung eines detaillierten, dokumentierten Wartungsprogramms. Dies umfasste sowohl die Reinraumanlage selbst als auch die Produktionsausrüstung. Eine große Herausforderung war es, alle relevanten Informationen zu sammeln und zu organisieren. Wir implementierten ein computergestütztes Wartungsmanagementsystem (CMMS), das sich als unschätzbar wertvoll erwies. Es half uns, Wartungsaufgaben zu planen, zu verfolgen und zu dokumentieren. Eine unerwartete Schwierigkeit war die Integration dieses Systems mit unseren bestehenden Qualitätsmanagementprozessen. Wir mussten unsere SOPs überarbeiten und das Personal in der Nutzung des neuen Systems schulen.
Planung von Routinewartungen
Die Planung von Routinewartungen war ein Balanceakt zwischen Gründlichkeit und minimaler Störung des Produktionsablaufs. Wir führten ein System der präventiven und prädiktiven Wartung ein. Für die präventive Wartung erstellten wir detaillierte Checklisten und Zeitpläne für jedes Gerät und jede Anlage. Die prädiktive Wartung war anfangs eine Herausforderung, da sie fortschrittliche Überwachungstechnologien erforderte. Wir investierten in Sensoren und Analysesoftware, um potenzielle Probleme frühzeitig zu erkennen. Eine besondere Schwierigkeit war die Koordination der Wartungsarbeiten mit den Produktionszyklen. Wir entwickelten ein flexibles Schichtsystem für unser Wartungspersonal und nutzten Produktionspausen effektiv für Wartungsarbeiten.
Umgang mit ungeplanten Reparaturen und Modifikationen
Der Umgang mit ungeplanten Reparaturen und Modifikationen war eine der größten Herausforderungen. Wir entwickelten spezielle Verfahren, um schnell und effektiv auf unerwartete Probleme reagieren zu können, ohne die Reinraumintegrität zu gefährden. Eine innovative Lösung war die Einrichtung von „Cleanroom-in-Cleanroom“-Bereichen für Reparaturen an kritischen Geräten. Dies ermöglichte uns, Reparaturen durchzuführen, ohne den gesamten Reinraum zu kontaminieren. Wir schulten auch ein spezielles Team für Notfallreparaturen und stellten sicher, dass sie jederzeit Zugang zu den notwendigen Werkzeugen und Ersatzteilen hatten.
Spezielle Überlegungen für Wartungsarbeiten in Reinräumen
Wartungsarbeiten in Reinräumen erfordern besondere Vorkehrungen. Wir implementierten strenge Protokolle für den Eintritt von Wartungspersonal und Werkzeugen in den Reinraum. Eine Herausforderung war die Entwicklung von Wartungstechniken, die minimale Kontamination verursachen. Wir investierten in spezielle reinraumtaugliche Werkzeuge und Ausrüstungen. Bei größeren Wartungsarbeiten oder Modifikationen setzten wir temporäre Luftaufbereitungssysteme ein, um den Differenzdruck aufrechtzuerhalten. Eine unerwartete Schwierigkeit war der Umgang mit Abfällen, die bei Wartungsarbeiten entstehen. Wir entwickelten spezielle Verfahren für die sichere Entsorgung von Wartungsabfällen, einschließlich gefährlicher Materialien.
Wartung von Filtersystemen
Die Wartung unserer HEPA-Filtersysteme erwies sich als kritischer Aspekt des Programms. Wir entwickelten ein strenges Protokoll für den Austausch von Filtern, das minimale Störungen des Reinraumbetriebs gewährleistete. Eine Herausforderung war die Aufrechterhaltung der Reinraumbedingungen während des Filtertauschs. Wir implementierten ein System, bei dem wir Teile des Reinraums isolieren konnten, um Filterwechsel durchzuführen, ohne den gesamten Raum zu beeinträchtigen. Die Einführung von In-situ-Testverfahren für Filter nach ISO 14644-3 war ein wichtiger Schritt zur Verbesserung unserer Wartungseffizienz.
Schulung und Qualifikation des Wartungspersonals
Die Schulung und Qualifikation unseres Wartungspersonals war entscheidend für den Erfolg des Programms. Wir erkannten, dass Wartung in Reinräumen spezielle Kenntnisse und Fähigkeiten erfordert. Wir entwickelten ein umfassendes Schulungsprogramm, das theoretische Grundlagen der Reinraumtechnik mit praktischen Wartungstechniken verband. Eine Herausforderung war, das richtige Gleichgewicht zwischen technischem Know-how und Verständnis für Reinraumprozesse zu finden. Wir führten regelmäßige Zertifizierungen für unser Wartungspersonal ein und ermutigten sie, sich kontinuierlich weiterzubilden.
Entwicklung und Implementierung eines umfassenden Überwachungsprogramms für Reinräume
Einführung in das Überwachungsprogramm
Als ich vor 15 Jahren bei Reinräume GmbH anfing, war unser Überwachungsprogramm für die ISO 5, 7 und 8 Reinräume relativ grundlegend. Wir führten zwar regelmäßige Partikelzählungen durch, aber es fehlte ein ganzheitlicher Ansatz. Die Entwicklung eines umfassenden Überwachungsprogramms war eine der wichtigsten Verbesserungen, die wir vornahmen. Es erwies sich als entscheidend, um die Effektivität unseres Operations Control Programms (OCP) nachzuweisen und kontinuierlich zu verbessern.
Gestaltung des Überwachungsprogramms
Unser erster Schritt war die Entwicklung eines Überwachungsprogramms, das alle Aspekte unseres OCP abdeckte. Dies umfasste nicht nur die Luftreinheit, sondern auch den Materialfluss, das Personalmanagement, die Reinigung und die Wartung. Eine große Herausforderung war es, die richtigen Überwachungsparameter und -methoden für jeden Bereich zu identifizieren. Wir orientierten uns an den Normen ISO 14644-2 und ISO 14644-17 für die Luftreinheitsüberwachung und entwickelten zusätzliche Protokolle für andere Aspekte. Die Integration all dieser Elemente in ein kohärentes System war anfangs komplex, aber entscheidend für den Erfolg.
Implementierung von Umgebungsüberwachung
Die Umgebungsüberwachung war ein Kernstück unseres Programms. Wir implementierten ein kontinuierliches Partikelzählsystem in allen kritischen Bereichen, ergänzt durch regelmäßige manuelle Messungen. Eine Herausforderung war die Auswahl der richtigen Messpunkte und -intervalle. Wir führten eine detaillierte Risikoanalyse durch, um die kritischsten Bereiche zu identifizieren. Die Integration von Echtzeit-Datenerfassung und -analyse war ein Wendepunkt. Es ermöglichte uns, schnell auf Abweichungen zu reagieren und Trends frühzeitig zu erkennen.
Überwachung der Oberflächenreinheit
Die Überwachung der Oberflächenreinheit erwies sich als komplexer als erwartet. Wir implementierten ein Programm basierend auf ISO 14644-9 für Partikel und ISO 14644-10 für chemische Verunreinigungen. Eine besondere Herausforderung war die Entwicklung eines repräsentativen Stichprobenplans. Wir kombinierten regelmäßige geplante Probenahmen mit zufälligen Stichproben, um ein umfassendes Bild zu erhalten. Die Einführung von ATP-Tests für die schnelle Bewertung der mikrobiellen Belastung war ein weiterer wichtiger Schritt zur Verbesserung unserer Oberflächenüberwachung.
Personalüberwachung
Die Überwachung des Personals war ein sensibler, aber wichtiger Aspekt unseres Programms. Wir implementierten ein System zur Überprüfung der Einhaltung von Bekleidungsvorschriften und Verhaltensrichtlinien. Eine innovative Lösung war die Einführung von Videosystemen zur Analyse von Bewegungsmustern und Arbeitsabläufen. Dies half uns, potenzielle Kontaminationsquellen zu identifizieren und Schulungsprogramme zu optimieren. Eine Herausforderung war es, dies so zu gestalten, dass die Privatsphäre der Mitarbeiter respektiert wurde. Wir entwickelten strenge Datenschutzrichtlinien und involvierten den Betriebsrat in den gesamten Prozess.
Überwachung von Prozessparametern und Versorgungseinrichtungen
Die Überwachung kritischer Prozessparameter und Versorgungseinrichtungen war ein weiterer wichtiger Aspekt. Wir implementierten Systeme zur kontinuierlichen Überwachung von Temperatur, Feuchtigkeit, Druck und Luftströmung. Eine Herausforderung war die Integration dieser Daten mit unseren Produktionsprozessen. Wir entwickelten ein zentrales Überwachungssystem, das Alarme generierte, wenn Parameter außerhalb der spezifizierten Grenzen lagen. Die Implementierung von prädiktiven Analysetools half uns, potenzielle Probleme frühzeitig zu erkennen und proaktiv zu handeln.
Datenmanagement und Analyse
Das Management und die Analyse der gesammelten Daten erwies sich als eine der größten Herausforderungen. Wir implementierten ein zentrales Datenmanagementsystem, das Informationen aus verschiedenen Quellen zusammenführte. Eine besondere Schwierigkeit war die Entwicklung aussagekräftiger Berichte und Dashboards. Wir arbeiteten eng mit unserem IT-Team zusammen, um benutzerfreundliche Schnittstellen zu entwickeln, die es allen Beteiligten ermöglichten, relevante Informationen schnell zu erfassen. Die Einführung von Methoden der künstlichen Intelligenz für die Datenanalyse war ein Durchbruch, der es uns ermöglichte, komplexe Muster und Trends zu erkennen.
Kontinuierliche Verbesserung des Überwachungsprogramms
Wir erkannten schnell, dass ein statisches Überwachungsprogramm in der sich ständig weiterentwickelnden Reinraumtechnologie nicht ausreicht. Wir implementierten einen Prozess der kontinuierlichen Verbesserung, bei dem wir regelmäßig die Effektivität unseres Programms überprüften und anpassten. Eine Herausforderung war es, mit den neuesten technologischen Entwicklungen Schritt zu halten. Wir etablierten enge Beziehungen zu Forschungseinrichtungen und Technologieanbietern, um stets über Innovationen informiert zu sein.
Optimiertes Personalmanagement in Reinräumen: Erfahrungen und Best Practices
Einführung in das Personalmanagement für Reinräume
Als ich vor 15 Jahren bei Reinräume GmbH begann, unterschätzten wir die Bedeutung eines umfassenden Personalmanagements für unsere ISO 5, 7 und 8 Reinräume. Im Laufe der Zeit erkannten wir, dass der menschliche Faktor entscheidend für die Aufrechterhaltung der Reinraumumgebung ist. Die Entwicklung eines ganzheitlichen Personalmanagementansatzes wurde zu einer unserer wichtigsten Prioritäten.
Durchführung einer umfassenden Auswirkungsbeurteilung
Unser erster Schritt war die Durchführung einer gründlichen Auswirkungsbeurteilung. Wir analysierten, wie verschiedene Personalaktivitäten die Reinraumumgebung beeinflussen können. Eine besondere Herausforderung war es, alle relevanten Faktoren zu berücksichtigen – von Bewegungsmustern bis hin zu persönlichen Gewohnheiten. Wir bildeten ein interdisziplinäres Team aus Reinraumexperten, Produktionsmanagern und Personalverantwortlichen, um eine umfassende Perspektive zu gewinnen. Diese Beurteilung half uns, Prioritäten zu setzen und gezielte Maßnahmen zu entwickeln.
Entwicklung von Verantwortlichkeitsstrukturen
Ein Schlüsselelement unseres Ansatzes war die Etablierung klarer Verantwortlichkeitsstrukturen. Wir erkannten, dass Disziplin, Verhalten und persönliche Initiative entscheidend sind. Eine Herausforderung war es, diese Aspekte in unserer Unternehmenskultur zu verankern. Wir implementierten ein Mentoring-Programm, bei dem erfahrene Mitarbeiter neue Kollegen betreuten. Dies förderte nicht nur den Wissenstransfer, sondern auch ein Gefühl der gemeinsamen Verantwortung für die Reinraumumgebung.
Umgang mit persönlichen Gegenständen
Der Umgang mit persönlichen Gegenständen erwies sich als komplexer als erwartet. Wir entwickelten strenge Richtlinien für Dinge wie Schmuck, Kosmetika und elektronische Geräte. Eine besondere Herausforderung war es, diese Regeln durchzusetzen, ohne die Mitarbeiter zu demotivieren. Wir führten ein System von sicheren Aufbewahrungsmöglichkeiten außerhalb des Reinraums ein und boten alternative Lösungen an, wie z.B. reinraumtaugliche Kommunikationsgeräte. Die Einbeziehung der Mitarbeiter in die Entwicklung dieser Richtlinien erhöhte die Akzeptanz erheblich.
Implementierung strenger Hygienestandards
Die Einführung und Durchsetzung strenger Hygienestandards war ein kritischer Aspekt unseres Programms. Wir entwickelten detaillierte Protokolle für Händehygiene, Hautpflege und den Umgang mit gesundheitlichen Problemen. Eine Herausforderung war es, diese Standards konsequent einzuhalten, ohne die Produktivität zu beeinträchtigen. Wir installierten hochmoderne Händehygienestationen und führten regelmäßige Schulungen durch. Die Einführung von UV-Kontrollsystemen zur Überprüfung der Händehygiene war anfangs umstritten, erwies sich aber als effektives Instrument zur Sensibilisierung.
Kontrolle des Personalzugangs
Die Kontrolle des Personalzugangs zu unseren Reinräumen war ein weiterer kritischer Aspekt. Wir implementierten ein mehrstufiges Zugangssystem mit biometrischer Authentifizierung. Eine Herausforderung war es, den Zugang für essentielles Personal zu gewährleisten, während unnötige Eintritte minimiert wurden. Wir entwickelten ein dynamisches Zugangsmanagement-System, das sich an die aktuellen Produktionsanforderungen anpasste. Die Integration von Besuchermanagement in dieses System war komplex, aber entscheidend für die Aufrechterhaltung unserer Reinraumintegrität.
Schulung und kontinuierliche Weiterbildung
Wir erkannten schnell, dass regelmäßige Schulungen und Weiterbildungen essenziell sind. Wir entwickelten ein umfassendes Trainingsprogramm, das theoretische Grundlagen mit praktischen Übungen verband. Eine besondere Herausforderung war es, die Schulungen interessant und relevant zu gestalten. Wir integrierten interaktive Elemente wie Virtual Reality-Simulationen und Gamification-Ansätze. Die Einführung eines Online-Lernmanagementsystems ermöglichte es uns, den Fortschritt jedes Mitarbeiters zu verfolgen und individualisierte Lernpfade anzubieten.
Umgang mit psychologischen Faktoren
Ein oft übersehener Aspekt des Personalmanagements in Reinräumen sind die psychologischen Faktoren. Wir stellten fest, dass die Arbeit in einer kontrollierten Umgebung für manche Mitarbeiter belastend sein kann. Wir implementierten ein Unterstützungsprogramm, das psychologische Beratung und Stressmanagement-Techniken anbot. Die Einrichtung von „Erholungszonen“ außerhalb der Reinräume, wo Mitarbeiter kurze Pausen einlegen konnten, erwies sich als besonders wertvoll für das Wohlbefinden und die Produktivität.
Optimierung des Bekleidungsprogramms in Reinräumen: Erfahrungen und Innovationen
Einführung in das Bekleidungsprogramm
Als ich vor 15 Jahren bei Reinräume GmbH anfing, war unser Bekleidungsprogramm für die ISO 5, 7 und 8 Reinräume zwar funktional, aber nicht optimal. Im Laufe der Zeit erkannten wir, dass ein durchdachtes Bekleidungsprogramm entscheidend für die Aufrechterhaltung der Reinraumumgebung ist. Die Entwicklung eines effizienten und benutzerfreundlichen Bekleidungsprozesses wurde zu einer unserer Top-Prioritäten.
Berücksichtigung der Auswirkungsbeurteilung
Unser erster Schritt war die Integration der Ergebnisse unserer Auswirkungsbeurteilung in das Bekleidungsprogramm. Wir analysierten genau, wie verschiedene Bekleidungsaspekte die Reinraumumgebung beeinflussen. Eine besondere Herausforderung war es, die richtige Balance zwischen Schutz und Komfort zu finden. Wir führten umfangreiche Tests durch, um die Partikelfreisetzung verschiedener Materialien und Bekleidungsdesigns zu bewerten. Diese Daten halfen uns, fundierte Entscheidungen über die Auswahl unserer Reinraumbekleidung zu treffen.
Auswahl geeigneter Materialien und Designs
Die Auswahl der richtigen Materialien und Designs für unsere Reinraumbekleidung war ein kritischer Aspekt. Wir suchten nach Stoffen, die eine optimale Barrierewirkung, Festigkeit und geringe Flusenbildung aufwiesen. Eine Herausforderung war es, Materialien zu finden, die diese Eigenschaften mit ausreichendem Tragekomfort verbinden. Wir arbeiteten eng mit Herstellern zusammen, um maßgeschneiderte Lösungen zu entwickeln. Die Einführung von atmungsaktiven, aber hocheffektiven Materialien war ein Durchbruch, der sowohl die Kontaminationskontrolle als auch den Mitarbeiterkomfort verbesserte.
Entwicklung eines effizienten Ankleideverfahrens
Die Entwicklung eines effizienten und sicheren Ankleideverfahrens war entscheidend. Wir implementierten ein schrittweises Ankleideverfahren, das Kreuzkontaminationen minimiert. Eine besondere Herausforderung war es, dieses Verfahren so zu gestalten, dass es für alle Mitarbeiter leicht zu befolgen war. Wir installierten visuelle Anleitungen und Spiegel in den Umkleideräumen und führten ein Buddy-System ein, bei dem sich die Mitarbeiter gegenseitig beim korrekten Ankleiden unterstützen. Die Einführung von RFID-Technologie zur Verfolgung der Bekleidungsnutzung half uns, die Einhaltung der Vorschriften zu überwachen und den Bekleidungswechsel zu optimieren.
Umgang mit Mehrfachverwendung und Lebensdauer
Der Umgang mit der Mehrfachverwendung von Bekleidung und die Bestimmung der optimalen Lebensdauer waren komplexe Themen. Wir entwickelten ein System zur Überwachung der Bekleidungsqualität über mehrere Verwendungen hinweg. Eine Herausforderung war es, den richtigen Zeitpunkt für den Austausch zu bestimmen. Wir implementierten ein Punktesystem, das verschiedene Faktoren wie Verwendungshäufigkeit, Waschzyklen und visuelle Inspektionen berücksichtigte. Die Einführung von speziellen Reinigungsverfahren, die die Lebensdauer der Bekleidung verlängerten, ohne ihre Schutzfunktion zu beeinträchtigen, war ein wichtiger Durchbruch.
Lagerung und Handhabung der Bekleidung
Die korrekte Lagerung und Handhabung der Reinraumbekleidung erwies sich als kritischer Faktor. Wir entwickelten ein System zur kontrollierten Aufbewahrung, das Kontaminationen während der Lagerung verhindert. Eine Herausforderung war die Gestaltung eines effizienten Logistiksystems für die Bekleidung. Wir implementierten ein automatisiertes Lagersystem mit Ausgabeautomaten, das die Verfügbarkeit sauberer Bekleidung optimierte und gleichzeitig den menschlichen Kontakt minimierte. Die Integration dieses Systems in unseren Workflow verbesserte nicht nur die Hygiene, sondern auch die Effizienz des gesamten Ankleideprozesses.
Schulung und Compliance
Ein entscheidender Aspekt unseres Bekleidungsprogramms war die gründliche Schulung aller Mitarbeiter. Wir entwickelten ein umfassendes Trainingsprogramm, das theoretische Grundlagen mit praktischen Übungen verband. Eine besondere Herausforderung war es, die Wichtigkeit der korrekten Bekleidung kontinuierlich zu vermitteln. Wir führten regelmäßige Auffrischungskurse und Compliance-Checks ein. Die Einführung von gamifizierten Schulungselementen und Wettbewerben für die beste Ankleidetechnik erhöhte das Engagement und die Einhaltung der Vorschriften erheblich.
Entwicklung eines effektiven Schulungsprogramms für Reinräume: Erfahrungen und Innovationen
Einführung in das Schulungsprogramm
Als ich vor 15 Jahren bei Reinräume GmbH anfing, war unser Schulungsprogramm für die ISO 5, 7 und 8 Reinräume eher rudimentär. Im Laufe der Zeit erkannten wir, dass ein umfassendes und effektives Schulungsprogramm der Schlüssel zur Aufrechterhaltung höchster Reinraumstandards ist. Die Entwicklung eines innovativen und nachhaltigen Schulungskonzepts wurde zu einer unserer Hauptprioritäten.
Gestaltung eines maßgeschneiderten Schulungsprogramms
Unser erster Schritt war die Entwicklung eines maßgeschneiderten Schulungsprogramms, das auf die spezifischen Anforderungen unserer verschiedenen Mitarbeitergruppen zugeschnitten war. Wir erkannten, dass Manager, Produktionstechniker, Qualitätsmitarbeiter, Forscher, Ingenieure, Wartungs- und Servicetechniker sowie Vertragsmitarbeiter und Besucher unterschiedliche Schulungsbedürfnisse haben. Eine besondere Herausforderung war es, relevante und praxisnahe Schulungsinhalte für jede Gruppe zu entwickeln. Wir bildeten ein interdisziplinäres Team aus Reinraumexperten, Pädagogen und Fachspezialisten, um ganzheitliche Schulungsmodule zu erstellen.
Implementierung kontinuierlicher Lernprozesse
Die Einführung eines Systems für kontinuierliches Lernen war entscheidend. Wir erkannten schnell, dass einmalige Schulungen nicht ausreichten, um die Fähigkeiten und das Wissen unserer Mitarbeiter auf dem neuesten Stand zu halten. Wir implementierten ein Programm mit regelmäßigen Auffrischungskursen und Weiterbildungsmöglichkeiten. Eine Herausforderung war es, diese Schulungen in den Arbeitsalltag zu integrieren, ohne die Produktivität zu beeinträchtigen. Die Einführung von flexiblen Online-Lernmodulen und Mikro-Lerneinheiten, die in kurzen Pausen absolviert werden konnten, erwies sich als effektive Lösung.
Entwicklung interaktiver Schulungsmethoden
Um die Effektivität unserer Schulungen zu erhöhen, setzten wir auf interaktive und praxisorientierte Methoden. Wir integrierten Simulationen, Rollenspiele und praktische Übungen in unser Programm. Eine besondere Innovation war die Einführung von Virtual Reality (VR) Trainings, die es den Mitarbeitern ermöglichten, kritische Reinraumprozesse in einer risikofreien Umgebung zu üben. Die Entwicklung dieser VR-Szenarien war anfangs kostspielig, zahlte sich aber durch verbesserte Lerneffekte und reduzierte Fehler in der realen Umgebung aus.
Qualifikation und Zertifizierung
Die Einführung eines robusten Qualifikations- und Zertifizierungssystems war ein weiterer Schwerpunkt unseres Programms. Wir entwickelten klare Kriterien für die initiale Qualifikation und regelmäßige Requalifizierung der Mitarbeiter. Eine Herausforderung war es, ein System zu schaffen, das sowohl rigoros als auch fair war. Wir implementierten ein mehrstufiges Bewertungssystem, das theoretisches Wissen, praktische Fähigkeiten und Verhaltensaspekte berücksichtigte. Die Einführung digitaler Badges und Zertifikate erhöhte die Motivation der Mitarbeiter und schuf eine Kultur des kontinuierlichen Lernens.
Dokumentation und Nachverfolgung
Ein effektives System zur Dokumentation und Nachverfolgung der Schulungen war entscheidend für den Erfolg unseres Programms. Wir implementierten ein digitales Lernmanagementsystem (LMS), das es uns ermöglichte, Schulungsaktivitäten, -ergebnisse und Zertifizierungen zu verfolgen. Eine Herausforderung war die Integration dieses Systems mit unseren bestehenden HR- und Qualitätsmanagement-Systemen. Die Entwicklung von individuellen Lernpfaden und automatisierten Erinnerungen für fällige Schulungen verbesserte die Compliance und erleichterte die Planung.
Schulung für Notfallsituationen
Ein oft vernachlässigter Aspekt, dem wir besondere Aufmerksamkeit widmeten, war die Schulung für Notfallsituationen in Reinräumen. Wir entwickelten spezielle Module für den Umgang mit Kontaminationsereignissen, technischen Ausfällen und medizinischen Notfällen. Eine innovative Lösung war die Durchführung regelmäßiger Notfallsimulationen unter realistischen Bedingungen. Diese Übungen halfen nicht nur, die Reaktionsfähigkeit zu verbessern, sondern deckten auch Schwachstellen in unseren Prozessen auf.
Entwicklung eines effektiven Reinigungsprogramms für Reinräume: Erfahrungen und Best Practices
Einführung in das Reinigungsprogramm
Als ich vor 15 Jahren bei Reinräume GmbH anfing, war unser Reinigungsansatz für die ISO 5, 7 und 8 Reinräume zwar grundlegend funktional, aber nicht optimal strukturiert. Im Laufe der Zeit erkannten wir, dass ein durchdachtes und systematisches Reinigungsprogramm entscheidend für die Aufrechterhaltung der Reinraumumgebung ist. Die Entwicklung eines umfassenden und effektiven Reinigungsprogramms wurde zu einer unserer Hauptprioritäten.
Identifizierung und Klassifizierung von Reinraumoberflächen
Unser erster Schritt war die genaue Identifizierung und Klassifizierung aller Reinraumoberflächen. Wir unterteilten unsere Reinräume in verschiedene Zonen und kategorisierten die Oberflächen nach ihrer Kritikalität. Eine besondere Herausforderung war die Bestimmung der erforderlichen Reinheitsgrade für jede Oberfläche. Wir führten umfangreiche Tests durch, um die Kontaminationsrisiken und -quellen für jede Oberfläche zu bewerten. Diese detaillierte Analyse half uns, maßgeschneiderte Reinigungsprotokolle für jede Oberflächenart zu entwickeln.
Entwicklung geeigneter Reinigungsmethoden
Die Auswahl und Entwicklung geeigneter Reinigungsmethoden war ein kritischer Aspekt unseres Programms. Wir experimentierten mit verschiedenen Techniken, von der Trockenreinigung bis hin zu speziellen Nasswischverfahren. Eine besondere Herausforderung war die Auswahl von Reinigungsmitteln, die effektiv, aber gleichzeitig schonend für die Oberflächen und kompatibel mit unseren Produktionsprozessen waren. Wir arbeiteten eng mit Chemieexperten zusammen, um maßgeschneiderte Reinigungslösungen zu entwickeln. Die Einführung von elektrostatisch geladenen Mikrofasertüchern für die Trockenreinigung und die Verwendung von Reinigungsrobotern in bestimmten Bereichen waren innovative Lösungen, die unsere Reinigungseffizienz deutlich verbesserten.
Erstellung detaillierter Reinigungsanweisungen
Die Entwicklung detaillierter und leicht verständlicher Reinigungsanweisungen war entscheidend für den Erfolg unseres Programms. Wir erstellten Schritt-für-Schritt-Anleitungen für jede Reinigungsaufgabe, einschließlich Informationen zu den zu verwendenden Materialien, Techniken und Sicherheitsmaßnahmen. Eine Herausforderung war es, diese Anweisungen so zu gestalten, dass sie für alle Mitarbeiter, unabhängig von ihrem Hintergrund, leicht zu verstehen und zu befolgen waren. Die Verwendung von visuellen Hilfsmitteln wie Infografiken und Kurzvideos erwies sich als besonders effektiv.
Implementierung von Reinigungszeitplänen
Die Erstellung und Umsetzung effektiver Reinigungszeitpläne war ein weiterer kritischer Aspekt. Wir mussten die Häufigkeit der Reinigung für jede Oberfläche und Zone festlegen, basierend auf Faktoren wie Kontaminationsrisiko und Nutzungsintensität. Eine besondere Herausforderung war die Integration der Reinigungsaktivitäten in den Produktionsablauf, ohne die Effizienz zu beeinträchtigen. Wir entwickelten ein dynamisches Zeitplanungssystem, das sich an die Produktionszyklen anpasste und Reinigungsaktivitäten in Produktionspausen optimierte.
Überwachung der Reinigungseffektivität
Die Überwachung und Verifizierung der Reinigungseffektivität war ein entscheidender Bestandteil unseres Programms. Wir implementierten ein mehrstufiges Überwachungssystem, das visuelle Inspektionen, Oberflächenabstriche und fortschrittliche Messtechniken umfasste. Eine Herausforderung war die Festlegung realistischer, aber strenger Grenzwerte für die Oberflächenreinheit. Wir entwickelten ein datenbasiertes System zur kontinuierlichen Verbesserung, das es uns ermöglichte, Trends zu erkennen und unsere Reinigungsprotokolle entsprechend anzupassen.
Schulung und Qualifikation des Reinigungspersonals
Die gründliche Schulung und Qualifikation unseres Reinigungspersonals war entscheidend für den Erfolg des Programms. Wir entwickelten ein umfassendes Schulungsprogramm, das theoretisches Wissen mit praktischen Übungen verband. Eine besondere Herausforderung war es, das Bewusstsein für die kritische Bedeutung der Reinigung in Reinräumen zu schärfen. Wir führten regelmäßige Zertifizierungen und Leistungsbewertungen ein, um die Qualität der Reinigungsarbeit sicherzustellen. Die Einführung eines Karrierepfads für Reinigungsspezialisten erhöhte die Motivation und Professionalität unseres Teams erheblich.
Umgang mit Sonderreinigungen und Notfällen
Ein wichtiger Aspekt, den wir anfangs unterschätzten, war der Umgang mit Sonderreinigungen und Notfällen. Wir entwickelten spezielle Protokolle für unerwartete Kontaminationsereignisse, geplante Wartungsarbeiten und Anlagenmodifikationen. Eine besondere Herausforderung war die Schulung des Personals für diese Ausnahmesituationen. Wir führten regelmäßige Simulationen und Übungen durch, um die Reaktionsfähigkeit zu verbessern.
15 Jahre Reinraum-Management bei Reinräume GmbH: Schlüsselerfahrungen und Zukunftsausblick
Einführung
Nach 15 Jahren intensiver Arbeit im Reinraum-Management bei Reinräume GmbH möchte ich die wichtigsten Erkenntnisse und Erfahrungen teilen, die wir bei der Optimierung unserer ISO 5, 7 und 8 Reinräume gesammelt haben. Dieser Rückblick soll andere Reinraumbetreiber inspirieren und einen Ausblick auf zukünftige Entwicklungen in der Reinraumtechnologie geben.
Ganzheitlicher Ansatz als Schlüssel zum Erfolg
Eine unserer wichtigsten Erkenntnisse war die Notwendigkeit eines ganzheitlichen Ansatzes im Reinraum-Management. Wir lernten, dass alle Aspekte – von der Auswirkungsbeurteilung über das Personalmanagement bis hin zur Reinigung – eng miteinander verwoben sind. Die Implementierung eines umfassenden Operations Control Programms (OCP) erwies sich als entscheidend für die Koordination aller Aktivitäten und die Aufrechterhaltung höchster Qualitätsstandards.
Bedeutung des menschlichen Faktors
Eine überraschende Erkenntnis war die immense Bedeutung des menschlichen Faktors in Reinräumen. Wir investierten stark in Personalmanagement, Schulung und die Entwicklung einer Reinraumkultur. Die Einführung interaktiver Schulungsmethoden, einschließlich Virtual Reality-Simulationen, verbesserte nicht nur die Fähigkeiten unserer Mitarbeiter, sondern auch ihr Verständnis für die Kritikalität ihrer Arbeit.
Technologische Innovationen als Treiber der Verbesserung
Der Einsatz neuer Technologien war ein Schlüsselfaktor für unsere kontinuierliche Verbesserung. Von RFID-Systemen für das Bekleidungsmanagement bis hin zu KI-gestützten Überwachungssystemen – technologische Innovationen halfen uns, Prozesse zu optimieren und die Reinraumleistung zu steigern. Besonders die Integration von IoT-Geräten zur Echtzeitüberwachung von Umgebungsparametern revolutionierte unser Verständnis der Reinraumdynamik.
Flexibilität und Anpassungsfähigkeit
Die Fähigkeit, flexibel auf neue Herausforderungen zu reagieren, erwies sich als entscheidend. Wir entwickelten adaptive Systeme für Reinigung, Wartung und Schulung, die sich an verändernde Produktionsanforderungen anpassen konnten. Die COVID-19-Pandemie unterstrich die Bedeutung dieser Flexibilität und führte zur Einführung neuer Hygiene- und Sicherheitsprotokolle.
Datengesteuerte Entscheidungsfindung
Die Implementierung umfassender Datenerfassungs- und Analysesysteme verbesserte unsere Entscheidungsprozesse erheblich. Wir konnten Trends frühzeitig erkennen, proaktiv auf potenzielle Probleme reagieren und unsere Ressourcen effizienter einsetzen. Die Entwicklung von prädiktiven Modellen für die Reinraumleistung war ein besonderer Durchbruch.
Nachhaltigkeit als neue Herausforderung
In den letzten Jahren rückte das Thema Nachhaltigkeit zunehmend in den Fokus. Wir begannen, energieeffizientere Systeme zu implementieren, den Wasserverbrauch zu optimieren und umweltfreundlichere Reinigungsmethoden zu entwickeln. Die Balance zwischen strenger Kontaminationskontrolle und Umweltverträglichkeit bleibt eine spannende Herausforderung für die Zukunft.
Zukunftsausblick
Blickend in die Zukunft, sehe ich mehrere Trends, die die Reinraumtechnologie weiter prägen werden:
Verstärkter Einsatz von Automatisierung und Robotik, insbesondere in hochkritischen Bereichen.
Weiterentwicklung von KI-gestützten Überwachungs- und Steuerungssystemen für eine noch präzisere Kontrolle der Reinraumumgebung.
Fortschritte in der Materialwissenschaft, die zu effektiveren und nachhaltigeren Reinraumbekleidungen und -oberflächen führen.
Verstärkte Integration von Augmented Reality in Schulungs- und Betriebsabläufe.
Entwicklung von „intelligenten Reinräumen“, die sich selbst überwachen und anpassen können.
Die Bedeutung der Druckluftqualität gemäß ISO 8573-1
Druckluft ist ein unverzichtbarer Bestandteil vieler industrieller Prozesse und Anwendungen. Die Qualität der Druckluft hat direkte Auswirkungen auf die Effizienz, die Sicherheit und die Lebensdauer von Maschinen und Anlagen. Um sicherzustellen, dass die Druckluft den erforderlichen Standards entspricht, wurde die Norm ISO 8573-1 entwickelt. Diese Norm definiert die Kriterien zur Bewertung der Druckluftqualität und legt fest, welche Reinheitsklassen für unterschiedliche Anwendungen erforderlich sind. In diesem Artikel werden wir die verschiedenen Aspekte der Druckluftqualität gemäß ISO 8573-1 detailliert untersuchen. Druckluft ist in vielen industriellen Anwendungen unverzichtbar. Sie wird in der Automobilindustrie, der Lebensmittelverarbeitung, der Pharmazie und vielen anderen Bereichen eingesetzt. Die Qualität der Druckluft ist entscheidend für die Effizienz und Sicherheit dieser Anwendungen. In diesem Artikel werden wir die verschiedenen Aspekte der Druckluftqualität untersuchen, einschließlich der Normen, Messmethoden und der Bedeutung der Druckluftqualität in verschiedenen Industrien.
Was ist Druckluftqualität und warum ist sie wichtig?
Definition von Druckluftqualität
Druckluftqualität bezieht sich auf den Reinheitsgrad der Druckluft, die in industriellen Anwendungen verwendet wird. Sie wird durch verschiedene Faktoren wie den Gehalt an Partikeln, Wasser und Öl bestimmt. Die ISO 8573-1 legt die verschiedenen Reinheitsklassen fest, die die zulässigen Höchstwerte für diese Verunreinigungen definieren. Eine hohe Druckluftqualität ist entscheidend, um Schäden an Maschinen zu vermeiden, den Energieverbrauch zu optimieren und die Produktivität zu steigern.
Einfluss der Luftqualität auf industrielle Anwendungen
Die Luftqualität hat einen erheblichen Einfluss auf viele industrielle Anwendungen. Beispielsweise benötigen Lebensmittel- und Pharmaunternehmen eine Druckluftqualität, die strengen Hygieneanforderungen entspricht. Schmutzstoffe oder Verunreinigungen in der Druckluft können nicht nur die Qualität des Endprodukts beeinträchtigen, sondern auch zu kostspieligen Produktionsausfällen führen. In der Automobilindustrie, wo Druckluft häufig für die Lackierung und Montage eingesetzt wird, kann eine schlechte Druckluftqualität die Oberflächenbeschaffenheit und die Haltbarkeit der Produkte negativ beeinflussen.
Risiken durch schlechte Druckluftqualität
Die Risiken, die mit schlechter Druckluftqualität verbunden sind, sind vielfältig. Neben Produktionsausfällen und Qualitätsmängeln können auch gesundheitliche Risiken für die Mitarbeiter entstehen. Verunreinigte Druckluft kann Schadstoffe enthalten, die Atemwegserkrankungen verursachen können. Darüber hinaus können Maschinen, die mit schlechter Druckluft betrieben werden, schneller verschleißen, was die Wartungskosten erhöht und die Lebensdauer der Anlagen verkürzt. Daher ist es von größter Bedeutung, die Druckluftqualität regelmäßig zu überwachen und sicherzustellen, dass sie den Anforderungen der ISO 8573-1 entspricht.
Wie wird die Druckluftqualität gemäß ISO 8573-1 gemessen?
Methoden zur Messung der Druckluftqualität
Die Messung der Druckluftqualität erfolgt in der Regel durch spezialisierte Messgeräte, die die Konzentration von Verunreinigungen in der Druckluft bestimmen können. Diese Messgeräte sind in der Lage, verschiedene Parameter wie Partikel, Öl und Wasser in der Druckluft zu quantifizieren. Je nach Anwendung können unterschiedliche Methoden zur Messung eingesetzt werden, z. B. die gravimetrische Methode zur Bestimmung des Partikelgehalts oder die optische Methode zur Erkennung von Öltröpfchen.
Die Rolle der Reinheitsklassen in der Messung
Die ISO 8573-1 definiert mehrere Reinheitsklassen, die sich auf die zulässigen Höchstwerte für verschiedene Verunreinigungen beziehen. Diese Klassen reichen von Klasse 0, die die höchste Reinheit darstellt, bis Klasse 5, die die niedrigste Reinheit aufweist. Bei der Qualitätsmessung ist es wichtig, die richtige Klasse zu wählen, die den spezifischen Anforderungen der Anwendung entspricht. Beispielsweise erfordert die Lebensmittelindustrie eine Druckluftqualität gemäß Klasse 1, während für weniger kritische Anwendungen auch Klasse 3 akzeptabel sein kann.
Wichtige Parameter für die Messung der Druckluftqualität
Zu den wichtigsten Parametern, die bei der Messung der Druckluftqualität berücksichtigt werden müssen, gehören der Gehalt an Feststoffpartikeln, der Ölgehalt und der Drucktaupunkt. Der Gehalt an Feststoffpartikeln wird in Partikeln pro Kubikmeter gemessen und gibt an, wie viele Schmutzstoffe in der Druckluft enthalten sind. Der Ölgehalt wird in mg/m³ gemessen und stellt sicher, dass keine schädlichen Öle in das Druckluftsystem gelangen. Der Drucktaupunkt ist ebenfalls entscheidend, da er angibt, bei welcher Temperatur Wasserdampf in der Druckluft kondensiert, was wiederum die Gefahr von Korrosion und anderen Schäden erhöht.
Welche Anforderungen an die Druckluftqualität gibt es?
Die verschiedenen Qualitätsklassen nach ISO 8573-1
Die ISO 8573-1 bietet eine klare Struktur zur Klassifizierung der Druckluftqualität in verschiedene Klassen. Klasse 0 ist die höchste Qualitätsstufe und erfordert eine nahezu vollständige Abwesenheit von Verunreinigungen. Klasse 1 erlaubt nur sehr geringe Mengen an Partikeln, Öl und Wasser, während Klasse 2 eine moderate Menge zulässt. Die Anforderungen variieren je nach Anwendung, und es ist wichtig, dass Anwender die richtige Klasse auswählen, um die Funktionalität ihrer Maschinen und Anlagen zu gewährleisten.
Anforderungen an Partikel- und Ölgehalt
Die Anforderungen an den Gehalt an Partikeln und Öl in der Druckluft sind in der ISO 8573-1 klar definiert. Beispielsweise dürfen in Klasse 1 höchstens 20.000 Partikel pro Kubikmeter vorhanden sein, während in Klasse 2 dieser Wert auf 100.000 Partikel ansteigt. Der Ölgehalt ist ebenfalls von Bedeutung, insbesondere in Anwendungen, in denen Öl Rückstände auf Produkten hinterlassen kann. In Klasse 1 ist der maximal zulässige Ölgehalt auf 0,01 mg/m³ begrenzt, während Klasse 2 einen Ölgehalt von bis zu 0,1 mg/m³ erlaubt.
Empfohlene Drucktaupunkte für verschiedene Anwendungen
Der Drucktaupunkt ist ein weiterer wichtiger Aspekt der Druckluftqualität, der je nach Anwendung variieren kann. Für kritische Anwendungen, wie in der Lebensmittel- oder Pharmaindustrie, sind Drucktaupunkte von -40 °C oder niedriger erforderlich, um die Bildung von Wasser und damit verbundene Probleme zu vermeiden. In weniger kritischen Anwendungen kann ein Drucktaupunkt von -20 °C ausreichend sein. Die ISO 8573-1 gibt klare Empfehlungen für die Drucktaupunkte, um eine optimale Leistung der Druckluftsysteme zu gewährleisten.
Wie kann die Druckluftqualität verbessert werden?
Techniken zur Aufbereitung der Druckluft
Die Aufbereitung der Druckluft ist entscheidend, um die Qualität gemäß den Anforderungen der ISO 8573-1 zu gewährleisten. Zu den häufigsten Techniken gehören die Filtration, Trocknung und Ölfreimachung. Diese Techniken helfen dabei, Verunreinigungen zu entfernen und die Druckluft für den Einsatz in verschiedenen Anwendungen vorzubereiten. Eine effektive Druckluftaufbereitung kann nicht nur die Luftqualität verbessern, sondern auch die Effizienz der Systeme erhöhen und Kosten sparen.
Die Rolle von Filtern in der Druckluftaufbereitung
Filter spielen eine zentrale Rolle in der Druckluftaufbereitung. Sie sind dafür verantwortlich, Partikel, Öl und Wasser aus der Druckluft zu entfernen. Hochwertige Filter können Partikel bis zu einer Größe von 0,01 Mikrometern entfernen und tragen so dazu bei, die Druckluftqualität erheblich zu verbessern. Bei der Auswahl von Filtern ist es wichtig, die spezifischen Anforderungen der Anwendung sowie die benötigten Reinheitsklassen zu berücksichtigen, um eine optimale Leistung sicherzustellen.
Regelmäßige Wartung und Überprüfung von Druckluftsystemen
Eine regelmäßige Wartung und Überprüfung der Druckluftsysteme ist unerlässlich, um die Druckluftqualität aufrechtzuerhalten. Dazu gehört die Inspektion und der Austausch von Filtern, die Überprüfung von Kompressoren und Trocknern sowie die Durchführung von regelmäßigen Qualitätsmessungen. Durch diese Maßnahmen können potenzielle Probleme frühzeitig erkannt und behoben werden, bevor sie zu kostspieligen Ausfällen führen.
Wie kann man die Druckluftqualität klassifizieren?
Einführung in die Klassifizierung nach ISO 8573
Die Klassifizierung der Druckluftqualität nach ISO 8573-1 ermöglicht es Anwendern, die Qualität ihrer Druckluftsysteme zu bewerten und sicherzustellen, dass sie den erforderlichen Standards entsprechen. Diese Klassifizierung basiert auf der Messung von Verunreinigungen und deren Konzentrationen in der Druckluft. Anwender sollten die ISO-Norm als Leitfaden verwenden, um die erforderlichen Maßnahmen zur Aufrechterhaltung der Druckluftqualität zu ergreifen.
Unterschiede zwischen den Klassen 0, 1 und 2
Die Unterschiede zwischen den Klassen 0, 1 und 2 der ISO 8573-1 sind signifikant. Klasse 0 bietet die höchste Reinheit, was bedeutet, dass keine Verunreinigungen in der Druckluft enthalten sein dürfen. Klasse 1 erlaubt eine sehr geringe Menge an Verunreinigungen, während Klasse 2 eine moderate Menge zulässt. Die Wahl der richtigen Klasse hängt von der spezifischen Anwendung und den jeweiligen Anforderungen ab.
Verunreinigungen und deren Auswirkungen auf die Klassifizierung
Verunreinigungen in der Druckluft können erhebliche Auswirkungen auf die Klassifizierung haben. Schmutzstoffe, Wasser und Öl sind die häufigsten Verunreinigungen, die die Druckluftqualität beeinträchtigen. Wenn der Gehalt an Verunreinigungen die zulässigen Höchstwerte überschreitet, kann dies zu einer Abwertung der Druckluftqualität führen. Daher ist es entscheidend, geeignete Maßnahmen zur Überwachung und Aufbereitung der Druckluft zu ergreifen, um sicherzustellen, dass die Anforderungen der ISO 8573-1 eingehalten werden.
Normen für Druckluftqualität
Die Druckluftqualität wird durch verschiedene Normen geregelt, wobei die bekannteste die ISO 8573-1 ist. Diese Norm definiert die Reinheitsklassen der Druckluft in Bezug auf Partikel, Wasser und Öl. Die ISO 8573-1 ist in mehrere Teile unterteilt, die spezifische Anforderungen und Prüfmethoden für jede Verunreinigung festlegen.
Druckluftqualität nach ISO 8573-1
Die ISO 8573-1 klassifiziert die Druckluftqualität in verschiedene Klassen, die von 0 (die höchste Qualität) bis 9 (die niedrigste Qualität) reichen. Jede Klasse definiert die maximal zulässigen Konzentrationen von Partikeln, Wasser und Öl in der Druckluft. Zum Beispiel:
Klasse 1: Sehr hohe Reinheit, geeignet für Anwendungen in der Lebensmittel- und Pharmaindustrie.
Klasse 4: Mittlere Reinheit, geeignet für allgemeine industrielle Anwendungen.
Klasse 9: Niedrige Reinheit, geeignet für Anwendungen, bei denen die Luftqualität weniger kritisch ist.
Die ISO 8573-1 ist eine wichtige Referenz für die Auswahl und den Betrieb von Druckluftsystemen, da sie sicherstellt, dass die Druckluft die erforderlichen Qualitätsstandards erfüllt.
Messung der Druckluftqualität
Die Messung der Druckluftqualität ist entscheidend, um sicherzustellen, dass die Druckluft den erforderlichen Standards entspricht. Es gibt verschiedene Methoden und Geräte zur Messung der Druckluftqualität.
Druckluftqualität Messgerät
Ein Druckluftqualität Messgerät ist ein spezielles Instrument, das zur Überwachung und Analyse der Druckluftqualität verwendet wird. Diese Geräte können verschiedene Parameter messen, einschließlich Partikelkonzentration, Feuchtigkeitsgehalt und Ölnebel. Einige der gängigen Messgeräte sind:
Partikelzähler: Diese Geräte messen die Anzahl und Größe der Partikel in der Druckluft.
Taupunktmessgeräte: Diese Geräte messen den Feuchtigkeitsgehalt in der Druckluft.
Ölnebelmessgeräte: Diese Geräte messen die Konzentration von Ölnebel in der Druckluft.
Druckluftqualität messen
Die Druckluftqualität messen erfordert eine sorgfältige Planung und Durchführung. Es ist wichtig, die richtigen Messgeräte zu verwenden und die Messungen regelmäßig durchzuführen, um sicherzustellen, dass die Druckluft den erforderlichen Standards entspricht. Die Messung sollte an verschiedenen Punkten im Druckluftsystem durchgeführt werden, um eine umfassende Analyse der Luftqualität zu erhalten.
Bedeutung der Druckluftqualität
Die Qualität der Druckluft hat einen direkten Einfluss auf die Effizienz und Sicherheit von industriellen Prozessen. Eine schlechte Druckluftqualität kann zu einer Vielzahl von Problemen führen, einschließlich:
Produktionsausfälle: Verunreinigte Druckluft kann Maschinen und Werkzeuge beschädigen, was zu Produktionsausfällen führt.
Produktqualität: In der Lebensmittel- und Pharmaindustrie kann verunreinigte Druckluft die Produktqualität beeinträchtigen und zu Gesundheitsrisiken führen.
Energieverbrauch: Eine schlechte Druckluftqualität kann den Energieverbrauch erhöhen, da die Kompressoren härter arbeiten müssen, um die erforderliche Luftqualität zu erreichen.
Druckluftqualitäten in verschiedenen Industrien
Die Anforderungen an die Druckluftqualitäten variieren je nach Industrie. In der Lebensmittel- und Pharmaindustrie sind die Anforderungen an die Druckluftqualität besonders hoch, da die Luft direkt mit den Produkten in Kontakt kommen kann. In der Automobilindustrie sind die Anforderungen weniger streng, aber dennoch wichtig, um die Effizienz und Langlebigkeit der Maschinen zu gewährleisten.
Druckluftqualität in der Lebensmittelindustrie
In der Lebensmittelindustrie muss die Druckluft die höchsten Reinheitsstandards erfüllen. Die Druckluftqualität nach ISO 8573-1 Klasse 1 ist oft erforderlich, um sicherzustellen, dass die Luft frei von Partikeln, Wasser und Öl ist. Dies ist entscheidend, um die Sicherheit und Qualität der Lebensmittelprodukte zu gewährleisten.
Druckluftqualität in der Automobilindustrie
In der Automobilindustrie sind die Anforderungen an die Druckluftqualität weniger streng, aber dennoch wichtig. Die Druckluftqualität nach ISO 8573-1 Klasse 4 oder 5 ist oft ausreichend, um die Effizienz und Langlebigkeit der Maschinen zu gewährleisten. Eine regelmäßige Druckluftqualitätsmessung ist jedoch auch hier wichtig, um sicherzustellen, dass die Luftqualität den Anforderungen entspricht.
Fazit
Die Druckluftqualität ist ein entscheidender Faktor für die Effizienz und Sicherheit industrieller Prozesse. Die Einhaltung der ISO 8573-1 Normen und die regelmäßige Messung der Druckluftqualität sind unerlässlich, um sicherzustellen, dass die Druckluft den erforderlichen Standards entspricht. Durch den Einsatz geeigneter Druckluftqualität Messgeräte und die regelmäßige Überwachung der Luftqualität können Unternehmen sicherstellen, dass ihre Druckluftsysteme effizient und sicher arbeiten.
Q: Was versteht man unter Druckluftqualität?
A: Druckluftqualität bezieht sich auf die Reinheit und den Zustand der Druckluft, die in einem Druckluftsystem verwendet wird. Sie wird durch verschiedene Parameter wie Verunreinigungen, Feuchtigkeit und Partikelgröße bestimmt.
Q: Welche Standards gibt es zur Klassifizierung der Druckluftqualität?
A: Die Klassifizierung erfolgt nach ISO 8573, die verschiedene Klassen definiert. Diese Klassen reichen von 0 (höchste Reinheit) bis 6, wobei Klasse 0 die reinste Druckluft darstellt.
Q: Wie beeinflussen Feststoffpartikel die Druckluftqualität?
A: Feststoffpartikel können die Druckluftqualität erheblich beeinträchtigen, indem sie Geräte und Prozesse schädigen. Je reiner die Luft, desto weniger Verunreinigungen enthalten sind, was zu einer höheren Prozesssicherheit führt.
Q: Was sind die Anforderungen für die verwendete Druckluftqualität?
A: Die Anforderungen hängen von der Anwendung ab. Für viele industrielle Anwendungen sind spezifische Klassen nach ISO 8573-4 erforderlich, um die richtige Druckluftqualität zu erreichen.
Q: Wie kann man die richtige Druckluftqualität erreichen?
A: Um die richtige Druckluftqualität zu erreichen, sollten Filter und Trockner eingesetzt werden, um Verunreinigungen und Feuchtigkeit zu entfernen. Die Auswahl der entsprechenden Ausrüstung ist entscheidend.
Q: Warum ist reine Druckluft teurer?
A: Je reiner die Luft ist, desto teurer sind die erforderlichen Filter- und Trockne
Q: Was versteht man unter Druckluftqualität?
A: Druckluftqualität bezieht sich auf die Reinheit und die Eigenschaften der Druckluft, die in einem Druckluftsystem verwendet wird. Sie wird durch verschiedene Faktoren wie Verunreinigungen, Partikelgröße und die richtige Verwendung von Filtern und Trocknern bestimmt.
Q: Welche Rolle spielt die Reinheit der Druckluft in industriellen Anwendungen?
A: Die Reinheit der Druckluft ist entscheidend für die Prozesssicherheit und die Effizienz der Maschinen. Je reiner die Luft, desto weniger Verunreinigungen enthalten sie, was die Lebensdauer der Anlagen und die Qualität der Endprodukte erhöht.
Q: Wie erfolgt die Klassifizierung der Druckluft?
A: Die Klassifizierung der Druckluft erfolgt gemäß ISO 8573-1, die verschiedene Klassen definiert, die von 0 bis 7 reichen. Diese Klassen bewerten die Qualität der Druckluft basierend auf der maximalen zulässigen Anzahl von Feststoffpartikeln, Wasser und Öl.
Q: Was sind die Anforderungen für die verwendete Druckluftqualität?
A: Die Anforderungen für die verwendete Druckluftqualität hängen von der spezifischen Anwendung ab. Für kritische Anwendungen sind höhere Reinheitsklassen erforderlich, während weniger anspruchsvolle Anwendungen mit niedrigeren Klassen auskommen können.
Q: Welche Verunreinigungen können in Druckluftsystemen vorkommen?
A: Druckluftsysteme können verschiedene Verunreinigungen enthalten, darunter Feststoffpartikel, Wasser in flüssiger Form und Öl. Diese Verunreinigungen können die Leistung der Maschinen beeinträchtigen und sollten durch geeignete Filter und Trockner entfernt werden.
Q: Was sind die Vorteile von qualitativ hochwertiger Druckluft?
A: Qualitativ hochwertige Druckluft reduziert den Wartungsaufwand, verlängert die Lebensdauer der Ausrüstung und verbessert die Produktqualität. Daher ist die Investition in die richtige Druckluftqualität oft wirtschaftlich sinnvoll.
Q: Warum sind Trockner wichtig für die Druckluftqualität?
A: Trockner sind wichtig, um die Feuchtigkeit aus der Druckluft zu entfernen. Feuchte Druckluft kann zu Korrosion und anderen Problemen in den Maschinen führen, weshalb ein effektiver Trockner zur Sicherstellung der erforderlichen Druckluftqualität notwendig ist.
Q: Wie kann ich die Druckluftqualität in meinem System überprüfen?
A: Die Druckluftqualität kann durch regelmäßige Tests und Analysen gemäß den Normen wie ISO 8573-4 überprüft werden. Durch diese Tests kann festgestellt werden, ob die Druckluft die erforderlichen Qualitätsstandards erfüllt.
Q: Was kostet es, die richtige Druckluftqualität zu erreichen?
A: Die Kosten für die Erreichung der richtigen Druckluftqualität variieren je nach benötigter Reinheit, verwendeten Filtern und Trocknern sowie der Größe des Druckluftsystems. Generell gilt: Je reiner die Luft, desto teurer werden die erforderlichen Maßnahmen sein.
Q: Wo kann ich mehr über Druckluftqualität erfahren?
A: Sie können mehr über Druckluftqualität erfahren, indem Sie sich an spezialisierte Anbieter wie Atlas Copco Deutschland wenden oder relevante Fachliteratur und Normen wie ISO 8573 konsultieren.
Q: Was passiert, wenn die Druckluftqualität nicht den Standards entspricht?
A: Wenn die Druckluftqualität nicht den Anforderungen entspricht, kann dies zu Ausfällen von Geräten, erhöhten Wartungskosten und einer verringerten Produktivität führen.
Q: Wie erfolgt die Überwachung der Druckluftqualität?
A: Die Überwachung der Druckluftqualität kann durch regelmäßige Tests und Analysen erfolgen, um sicherzustellen, dass die Luft den festgelegten Standards entspricht. Diese Tests können die Messung von Partikelgrößen und die Überprüfung der Feuchtigkeit umfassen.
Q: Welche Rolle spielt Atlas Copco Deutschland im Bereich Druckluftqualität?
A: Atlas Copco Deutschland bietet vielfältige Lösungen und Produkte zur Verbesserung der Druckluftqualität an, darunter Filter, Trockner und komplette Druckluftsysteme, die den Anforderungen der ISO 8573 entsprechen.
Die ISO 8573 und die Druckluftklassen: Anforderungen an die Druckluftqualität
Die Druckluftqualität ist ein entscheidender Faktor in vielen industriellen Anwendungen, insbesondere in der Pneumatik und bei der Nutzung von Kompressoren. Die ISO 8573 definiert die verschiedenen Druckluftklassen, die eine klare Einteilung der Reinheitsanforderungen ermöglichen. In diesem Artikel werden wir die Druckluftklassen nach ISO 8573 näher betrachten, die Anforderungen an die Druckluftqualität erörtern und die verschiedenen Anwendungsmöglichkeiten sowie Verunreinigungen, die in den Druckluftqualitätsklassen erlaubt sind, analysieren. Druckluft ist in vielen industriellen Anwendungen unverzichtbar. Von der Lebensmittelproduktion bis zur Automobilindustrie spielt die Qualität der Druckluft eine entscheidende Rolle. Um sicherzustellen, dass die Druckluft den spezifischen Anforderungen entspricht, wurden verschiedene Druckluftqualitätsklassen definiert. Diese Klassen helfen dabei, die Reinheit der Druckluft zu kategorisieren und sicherzustellen, dass sie für den jeweiligen Einsatzbereich geeignet ist. In diesem Artikel werden wir die verschiedenen Druckluftklassen, ihre Bedeutung und die Normen, die sie definieren, detailliert erläutern.
Definition und Bedeutung der Druckluftqualitätsklassen
Die Druckluftqualitätsklassen, auch als Druckluftklassen bekannt, sind Standards, die die Reinheit der Druckluft in Bezug auf Partikel, Wasser und Öl definieren. Diese Klassen sind entscheidend, um sicherzustellen, dass die Druckluft keine Verunreinigungen enthält, die die Produktionsprozesse oder die Qualität der Endprodukte beeinträchtigen könnten.
Klasse
Partikel (max. Anzahl pro m³)
Drucktaupunkt
Ölgehalt (mg/m³)
0
Nach Anwenderangaben
Nach Anwenderangaben
Nach Anwenderangaben
1
20.000 (0,1-0,5 µm)
-70°C
0,01
2
400.000 (0,1-1 µm)
-40°C
0,1
3
4.000.000 (0,1-5 µm)
-20°C
1
4
Nicht definiert
+3°C
5
ISO 8573-1: Die Grundlage der Druckluftklassen
Die Norm ISO 8573-1 ist der internationale Standard, der die Druckluftqualitätsklassen definiert. Diese Norm unterteilt die Druckluft in verschiedene Klassen, basierend auf der maximal zulässigen Konzentration von Partikeln, Wasser und Öl. Die wichtigsten Klassen sind:
ISO 8573-1 Klasse 1: Diese Klasse steht für die höchste Reinheit der Druckluft. Sie erlaubt nur eine minimale Menge an Partikeln, Wasser und Öl.
ISO 8573-1 Klasse 2: Diese Klasse erlaubt etwas höhere Konzentrationen von Verunreinigungen als Klasse 1, ist aber immer noch sehr rein.
ISO 8573-1 Klasse 4: Diese Klasse erlaubt deutlich höhere Konzentrationen von Verunreinigungen und wird in weniger kritischen Anwendungen verwendet.
Die verschiedenen Druckluftqualitätsklassen im Detail
Partikelklassen
Die Partikelklassen definieren die maximal zulässige Anzahl und Größe von Partikeln in der Druckluft. Die Klassen reichen von 0 (keine Partikel) bis 6 (höhere Partikelkonzentrationen).
Druckluftklasse 1: Maximal 20.000 Partikel pro Kubikmeter mit einer Größe von 0,1 bis 0,5 Mikrometer.
Druckluftklasse 4: Maximal 1.000.000 Partikel pro Kubikmeter mit einer Größe von 0,1 bis 0,5 Mikrometer.
Wasserklassen
Die Wasserklassen definieren den maximal zulässigen Wassergehalt in der Druckluft, gemessen als Drucktaupunkt. Die Klassen reichen von 1 (sehr trocken) bis 9 (hoher Wassergehalt).
Druckluftklasse 1: Drucktaupunkt von -70°C.
Druckluftklasse 4: Drucktaupunkt von +3°C.
Ölklassen
Die Ölklassen definieren die maximal zulässige Konzentration von Öl in der Druckluft, gemessen in mg/m³. Die Klassen reichen von 0 (kein Öl) bis 4 (höhere Ölgehalte).
Druckluftklasse 1: Maximal 0,01 mg/m³.
Druckluftklasse 4: Maximal 5 mg/m³.
Anwendung der Druckluftqualitätsklassen
Die Wahl der richtigen Druckluftqualitätsklasse hängt von der spezifischen Anwendung ab. In der Lebensmittel- und Pharmaindustrie sind beispielsweise sehr hohe Reinheitsklassen erforderlich, um Kontaminationen zu vermeiden. In der Automobilindustrie können hingegen niedrigere Klassen ausreichend sein.
Verunreinigung
Mögliche Auswirkungen
Partikel
Verschleiß von Komponenten, Verstopfungen
Wasser
Korrosion, Frostschäden, Bakterienwachstum
Öl
Produktkontamination, Leistungsminderung
Beispiele für Anwendungen
Lebensmittelindustrie: Hier wird oft Druckluft der Klasse 1 verwendet, um sicherzustellen, dass keine Verunreinigungen in die Lebensmittel gelangen.
Automobilindustrie: Hier kann Druckluft der Klasse 4 ausreichend sein, da die Anforderungen an die Reinheit weniger streng sind.
Herausforderungen und Lösungen
Die Einhaltung der Druckluftqualitätsklassen kann eine Herausforderung darstellen, insbesondere in Umgebungen mit hohen Anforderungen an die Reinheit. Moderne Filtersysteme und Trockner sind jedoch in der Lage, die erforderlichen Reinheitsklassen zu erreichen und aufrechtzuerhalten.
Filtertechnologien
Moderne Filtertechnologien können Partikel, Wasser und Öl effektiv aus der Druckluft entfernen. Es gibt verschiedene Arten von Filtern, darunter:
Partikelfilter: Entfernen feste Partikel aus der Druckluft.
Koaleszenzfilter: Entfernen Öl und Wasser durch Koaleszenz.
Aktivkohlefilter: Entfernen Öldämpfe und Gerüche.
Trocknungstechnologien
Um den Wassergehalt in der Druckluft zu reduzieren, werden verschiedene Trocknungstechnologien eingesetzt, darunter:
Kältetrockner: Senken die Temperatur der Druckluft, um Wasser zu kondensieren und zu entfernen.
Adsorptionstrockner: Verwenden Adsorptionsmittel, um Wasser aus der Druckluft zu entfernen.
Was sind die Druckluftklassen nach ISO 8573?
Was sind die verschiedenen Klassen der Druckluftqualität?
Die ISO 8573 unterteilt die Druckluft in verschiedene Klassen, die sich auf die Reinheit der Druckluft beziehen. Diese Klassen reichen von Klasse 0 bis Klasse 4, wobei Klasse 0 die strengsten Anforderungen an die Druckluftqualität stellt. Druckluft der Klasse 0 muss nahezu frei von Verunreinigungen wie Wasser, Öl und Schmutzpartikeln sein. Im Gegensatz dazu erlaubt Klasse 1 eine geringe Menge an Verunreinigungen, während die höheren Klassen, wie Klasse 2 und Klasse 3, schrittweise höhere Grenzwerte für Partikel und Restölgehalt festlegen. Die verschiedenen Druckluftqualitätsklassen sind somit entscheidend für die Auswahl der richtigen Druckluft in unterschiedlichen Anwendungen.
Wie erfolgt die Klassifizierung der Druckluft?
Die Klassifizierung der Druckluft erfolgt durch die Messung von bestimmten Parametern, die die Reinheit der Druckluft beeinflussen. Zu diesen Parametern gehören die Partikelgröße, der Restölgehalt, der Drucktaupunkt sowie die Anwesenheit von Wasser und anderen Verunreinigungen. Um die Anforderungen an die Druckluftqualität zu erfüllen, müssen die Messungen regelmäßig durchgeführt werden, um sicherzustellen, dass die Druckluft in der richtigen Qualitätsklasse bleibt. Die Zertifizierung nach ISO 8573 ist ein wichtiger Schritt für Unternehmen, die den höchsten Standard in der Druckluftaufbereitung anstreben.
Welche Rolle spielen Schmutzpartikel in den Druckluftklassen?
Schmutzpartikel spielen eine entscheidende Rolle in der Klassifizierung der Druckluftqualität. Partikel können in verschiedenen Größen und Formen auftreten und in der Druckluft enthalten sein. Die ISO 8573 legt fest, welche maximalen Partikelgrößen in den verschiedenen Druckluftklassen erlaubt sind. Zum Beispiel sind in Klasse 0 keine festen Partikel erlaubt, während in höheren Klassen eine begrenzte Anzahl von Partikeln zulässig ist. Diese Partikel können die Leistung von Maschinen und Anlagen erheblich beeinträchtigen, weshalb die Kontrolle und Reduzierung von Schmutzpartikeln in der Druckluftaufbereitung von größter Bedeutung ist.
Wie wird die richtige Druckluftqualität erreicht?
Was sind die Anforderungen an die Druckluftqualität?
Die Anforderungen an die Druckluftqualität variieren je nach Anwendung und Druckluftklasse. Für Anwendungen, bei denen höchste Reinheit erforderlich ist, wie in der Lebensmittel- oder Pharmaindustrie, müssen die strengen Anforderungen der Klasse 0 erfüllt werden. Hierbei dürfen keine Verunreinigungen wie Wasser, Öl oder Schmutzpartikel in der Druckluft enthalten sein. In anderen Anwendungen, bei denen die Anforderungen weniger streng sind, können die Grenzwerte für Partikel und Restölgehalt höher sein. Die Erfüllung dieser Anforderungen ist entscheidend, um die Effizienz der Maschinen und die Qualität der Produkte sicherzustellen.
Wie funktioniert die Druckluftaufbereitung?
Die Druckluftaufbereitung umfasst verschiedene Schritte, um die Reinheit der Druckluft zu gewährleisten. Zu den wichtigsten Verfahren gehören die Filtration, Trocknung und Ölabscheidung. Bei der Filtration werden Schmutzpartikel, Wasser und Öl aus der Druckluft entfernt, während die Trocknung dafür sorgt, dass der Drucktaupunkt auf einem akzeptablen Niveau bleibt. Technologien wie Membran- und Kältetrockner werden häufig eingesetzt, um die Druckluft zu entfeuchten. Die Kombination dieser Verfahren ermöglicht es, die Druckluft in die erforderliche Qualitätsklasse zu bringen und die Anforderungen der ISO 8573 zu erfüllen.
Welche Technologien werden zur Sicherstellung der Reinheit eingesetzt?
Zur Sicherstellung der Reinheit der Druckluft kommen verschiedene Technologien zum Einsatz. Kompressoren von Herstellern wie Atlas Copco sind mit modernen Filtrations- und Trocknungssystemen ausgestattet, die eine effektive Druckluftaufbereitung gewährleisten. Hochleistungsfilter entfernen Schmutzpartikel und Ölrückstände aus der Druckluft, während innovative Trocknungstechniken sicherstellen, dass die Druckluft bei optimalen Bedingungen bereitgestellt wird. Diese Technologien spielen eine entscheidende Rolle bei der Erreichung der erforderlichen Druckluftqualitätsklassen und verhindern, dass Verunreinigungen die Effizienz der Maschinen und Anlagen beeinträchtigen.
Welche Anwendungsmöglichkeiten gibt es für verschiedene Druckluftqualitätsklassen?
Wo wird Druckluft der Klasse 0 verwendet?
Druckluft der Klasse 0 findet Anwendung in Bereichen, in denen höchste Reinheit erforderlich ist, wie in der Lebensmittel- und Pharmaindustrie. In diesen Sektoren ist es entscheidend, dass die Druckluft keine Verunreinigungen enthält, die die Produktqualität beeinträchtigen könnten. Druckluft der Klasse 0 wird beispielsweise in der Abfüllung von Lebensmitteln oder in der Herstellung von pharmazeutischen Produkten eingesetzt, wo selbst kleinste Verunreinigungen zu ernsthaften Qualitätsproblemen führen können. Die Verwendung von Druckluft in diesen Anwendungen erfordert eine strenge Überwachung und Kontrolle der Druckluftqualität, um die Einhaltung der gesetzlichen Vorschriften zu gewährleisten.
In welchen Maschinen und Anlagen sind höhere Qualitätsklassen notwendig?
Höhere Druckluftqualitätsklassen sind notwendig in Maschinen und Anlagen, die empfindliche Prozesse durchführen oder Produkte herstellen, die eine hohe Präzision erfordern. Dies umfasst beispielsweise CNC-Maschinen, Spritzgussanlagen und Druckmaschinen. In diesen Anwendungen kann die Verwendung von Druckluft mit niedrigeren Qualitätsklassen zu Maschinenfehlern, Produktfehlern oder sogar Produktionsausfällen führen. Daher ist es wichtig, dass Unternehmen, die solche Maschinen betreiben, die richtigen Druckluftqualitätsklassen sicherstellen, um die Effizienz und Zuverlässigkeit ihrer Produktionsprozesse zu gewährleisten.
Wie beeinflusst die Druckluftqualität die Effizienz von Kompressoren?
Die Druckluftqualität hat einen direkten Einfluss auf die Effizienz von Kompressoren. Wenn die Druckluft verunreinigt ist, müssen die Kompressoren härter arbeiten, um die erforderliche Reinheit zu erreichen, was zu einem höheren Energieverbrauch führt. Darüber hinaus können Verunreinigungen wie Wasser und Öl die Lebensdauer der Kompressoren und der angeschlossenen Maschinen verkürzen, da sie zu Verschleiß und Beschädigungen führen können. Eine gute Druckluftqualität reduziert nicht nur den Energieverbrauch, sondern verlängert auch die Lebensdauer der Geräte und senkt die Betriebskosten. Daher ist es von entscheidender Bedeutung, die Druckluftqualität kontinuierlich zu überwachen und zu verbessern.
Welche Verunreinigungen sind in den Druckluftqualitätsklassen erlaubt?
Was sind die maximalen Partikelgrößen in den verschiedenen Klassen?
Die maximalen Partikelgrößen, die in den verschiedenen Druckluftqualitätsklassen erlaubt sind, variieren erheblich. In Klasse 0 sind keine festen Partikel erlaubt, was bedeutet, dass die Druckluft absolut rein sein muss. In Klasse 1 dürfen Partikel mit einer maximalen Größe von 0,1 Mikrometern enthalten sein, während Klasse 2 eine größere Partikelgröße von bis zu 1 Mikrometer zulässt. In höheren Klassen sind die Grenzwerte für Partikelgrößen höher, was bedeutet, dass die Reinheitsanforderungen weniger streng sind. Die Einhaltung dieser Grenzwerte ist entscheidend, um die Qualität der Druckluft in industriellen Anwendungen sicherzustellen.
Wie werden Verunreinigungen gemessen und kontrolliert?
Verunreinigungen in der Druckluft werden durch verschiedene Methoden gemessen und kontrolliert. Dazu gehören die Verwendung von Partikelzählern, die die Anzahl und Größe der Partikel in der Druckluft bestimmen, sowie die Analyse des Restölgehalts mit speziellen Testmethoden. Regelmäßige Kontrollen sind notwendig, um sicherzustellen, dass die Druckluft den Anforderungen der jeweiligen Qualitätsklasse entspricht. Unternehmen sollten geeignete Messgeräte und Technologien einsetzen, um die Druckluftqualität zu überwachen und sicherzustellen, dass die festgelegten Grenzwerte nicht überschritten werden.
Welche Folgen haben Verunreinigungen für industrielle Anwendungen?
Verunreinigungen in der Druckluft können erhebliche Folgen für industrielle Anwendungen haben. Sie können nicht nur die Qualität der Produkte beeinträchtigen, sondern auch die Effizienz der Maschinen und Anlagen verringern. Beispielsweise können Schmutzpartikel in pneumatischen Systemen zu Funktionsstörungen führen, während Wasser und Öl die Leistung von Kompressoren beeinträchtigen können. In kritischen Anwendungen kann dies sogar zu Produktionsausfällen oder teuren Reparaturen führen. Daher ist es unerlässlich, geeignete Maßnahmen zur Kontrolle und Reduzierung von Verunreinigungen in der Druckluft zu ergreifen, um die Betriebskosten zu minimieren und die Produktqualität zu gewährleisten.
Wie kann die Druckluftqualität überwacht und verbessert werden?
Welche Instrumente stehen zur Überwachung der Druckluftqualität zur Verfügung?
Zur Überwachung der Druckluftqualität stehen verschiedene Instrumente zur Verfügung. Dazu gehören digitale Partikelzähler, Feuchtigkeitssensoren und Öltester, die es ermöglichen, die Druckluft kontinuierlich zu überwachen. Diese Instrumente liefern Echtzeitdaten über die Reinheit der Druckluft und helfen Unternehmen, potenzielle Probleme frühzeitig zu erkennen. Die Integration dieser Technologien in die Druckluftaufbereitungssysteme ermöglicht es den Unternehmen, die Qualität der Druckluft effizient zu steuern und sicherzustellen, dass sie den Anforderungen der ISO 8573 entspricht.
Wie kann man die Druckluftqualität kontinuierlich verbessern?
Die kontinuierliche Verbesserung der Druckluftqualität kann durch regelmäßige Wartung und den Einsatz moderner Technologien erreicht werden. Die Implementierung eines präventiven Wartungsplans, der regelmäßige Inspektionen und Wartungen umfasst, kann dazu beitragen, Probleme frühzeitig zu erkennen und zu beheben. Darüber hinaus sollten Unternehmen in moderne Filtrations- und Trocknungstechnologien investieren, um die Druckluftqualität zu optimieren. Schulungen für das Personal in der Druckluftaufbereitung sind ebenfalls wichtig, um sicherzustellen, dass alle Mitarbeiter über die besten Praktiken zur Aufrechterhaltung der Druckluftqualität informiert sind.
Welche Rolle spielt die Schulung des Personals bei der Druckluftaufbereitung?
Die Schulung des Personals spielt eine entscheidende Rolle bei der Druckluftaufbereitung. Gut geschultes Personal ist in der Lage, die Druckluftaufbereitungssysteme effizient zu betreiben und Probleme schnell zu identifizieren. Schulungen sollten sich auf die Bedeutung der Druckluftqualität, die Überwachung der Verunreinigungen und die richtigen Wartungsverfahren konzentrieren. Durch regelmäßige Schulungsmaßnahmen können Unternehmen sicherstellen, dass ihr Personal über die notwendigen Kenntnisse und Fähigkeiten verfügt, um die Druckluftqualität effektiv zu überwachen und kontinuierlich zu verbessern. Dies trägt nicht nur zur Effizienz und Produktivität der Maschinen und Anlagen bei, sondern auch zur Qualität der produzierten Produkte.
Technologie
Funktion
Partikelfilter
Entfernung fester Partikel
Koaleszenzfilter
Entfernung von Öl und Wasser
Aktivkohlefilter
Entfernung von Öldämpfen und Gerüchen
Kältetrockner
Reduzierung des Wassergehalts
Adsorptionstrockner
Entfernung von Wasser aus der Druckluft
Q: Was sind die verschiedenen Druckluftklassen und wie werden sie definiert?
A: Die Druckluftklassen sind Kategorien, die die Reinheit der Druckluft bestimmen. Diese Klassen basieren auf der Anzahl und Art der Verunreinigungen, die in der Druckluft enthalten sein dürfen. Es gibt mehrere Reinheitsklassen, die je nach Anwendungsbereich variieren.
Q: Welche Anforderungen für die verwendete Druckluft gelten in der Industrie?
A: In der Industrie müssen die Anforderungen für die verwendete Druckluft bestimmte Qualitätsstandards erfüllen, um eine zuverlässige und sichere Nutzung zu gewährleisten. Dazu gehören spezifische Grenzwerte für Feststoffpartikeln und andere Verunreinigungen.
Q: Warum braucht man eine gute Druckluftqualität in der Produktion?
A: Eine gute Druckluftqualität ist entscheidend, um sicherzustellen, dass Maschinen effizient und zuverlässig betrieben werden. Verunreinigte Druckluft kann zu Schäden an Geräten und Produkten führen, was die Produktionskosten erhöht.
Q: Wie wird die Druckluft aufbereitet, um die erforderliche Qualitätsklasse zu erreichen?
A: Die Aufbereitung der Druckluft erfolgt durch verschiedene Verfahren wie Filtration, Trocknung und Kompression, um sicherzustellen, dass die Druckluft den Anforderungen der jeweiligen Qualitätsklasse entspricht.
Q: Was passiert, wenn die Druckluft nicht der geforderten Reinheitsklasse entspricht?
A: Wenn die Druckluft nicht den geforderten Reinheitsklassen entspricht, kann dies zu Betriebsstörungen, Ausfällen von Maschinen und Qualitätsverlusten bei Produkten führen. Daher ist die Einhaltung der definierten Standards von großer Bedeutung.
Q: Wie kann ich die Druckluftqualität in meinem Unternehmen überwachen?
A: Um die Druckluftqualität zu überwachen, können spezifische Messgeräte eingesetzt werden, die Parameter wie Druck, Temperatur und Reinheit der Druckluft messen. Regelmäßige Prüfungen sind ebenfalls wichtig, um die Standards einzuhalten.
Q: Wo kann ich weitere Informationen zu den Druckluftklassen erhalten?
A: Für detaillierte Informationen zu den Druckluftklassen und deren Anforderungen können Sie uns einfach kontaktieren. Nutzen Sie bequem unser Kontaktformular, um Ihre Fragen zu stellen.
Q: Was sollte ich tun, wenn ich Fragen zu meiner Druckluftqualität habe?
A: Wenn Sie Fragen zu Ihrer Druckluftqualität haben, können Sie uns einfach anrufen oder klicken Sie einfach auf den Link zu unserem Kontaktformular. Wir helfen Ihnen gerne weiter.
Q: Welche Rolle spielen Feststoffpartikeln in der Druckluftqualität?
A: Feststoffpartikeln können die Qualität der Druckluft erheblich beeinträchtigen. Sie müssen in der Druckluft reduziert werden, um sicherzustellen, dass die Druckluft zuverlässig und sicher betrieben werden kann.
Druckluftqualität nach ISO: Klassifizierung und Anforderungen
Die Qualität der Druckluft ist ein entscheidender Faktor für die Effizienz und Sicherheit von pneumatischen Systemen in vielen industriellen Anwendungen. Die ISO 8573 Norm bietet eine umfassende Grundlage zur Klassifizierung und Bewertung der Druckluftqualität, einschließlich der Anforderungen an Reinheit, Verunreinigungen und Aufbereitung. In diesem Artikel werden wir uns intensiv mit der Druckluftqualität nach ISO 8573, insbesondere der Klasse 4, befassen und beleuchten, wie diese Klassifizierung für verschiedene Anwendungen von Bedeutung ist. Druckluft ist ein unverzichtbares Medium in vielen industriellen Anwendungen. Sie wird in einer Vielzahl von Prozessen eingesetzt, von der Steuerung und Automatisierung bis hin zur Reinigung und Kühlung. Die Qualität der Druckluft ist dabei von entscheidender Bedeutung, um die Effizienz und Langlebigkeit der verwendeten Geräte und Systeme zu gewährleisten. In diesem Artikel konzentrieren wir uns auf die Druckluft Klasse 4, ihre Spezifikationen, Anwendungen und die Bedeutung der Einhaltung dieser Qualitätsstufe.
Definition und Spezifikationen der Druckluft Klasse 4
Die Druckluftqualität wird nach der ISO 8573-1 Norm klassifiziert, die verschiedene Klassen für Partikel, Wasser und Öl definiert. Die Druckluft Klasse 4 ist eine dieser Klassifikationen und hat spezifische Anforderungen:
Partikel: Die maximale Partikelgröße beträgt 5 Mikrometer, und die Partikelkonzentration darf 1000 Partikel pro Kubikmeter nicht überschreiten.
Wasser: Der maximale Drucktaupunkt liegt bei +3 °C.
Öl: Der maximale Ölgehalt beträgt 5 mg/m³.
Diese Spezifikationen stellen sicher, dass die Druckluft für Anwendungen geeignet ist, die eine moderate Reinheit erfordern, ohne dass extrem hohe Anforderungen an die Luftqualität gestellt werden.
Was ist die Druckluftqualität nach ISO 8573?
Wie wird die Druckluftqualität klassifiziert?
Die Druckluftqualität nach ISO 8573 wird durch eine systematische Klassifizierung erfasst, die es Anwendern ermöglicht, die Reinheit und Verunreinigungen der Druckluft zu bewerten. Diese Klassifizierung erfolgt in verschiedene Reinheitsklassen, die spezifische Anforderungen an die zulässigen Verunreinigungen wie Partikel, Wasser und Öl festlegen. Die Norm definiert insgesamt neun Parameter, die zur Beurteilung der Druckluftqualität herangezogen werden, darunter Partikelgröße, Drucktaupunkt und Ölgehalt. Jede Klasse ist so festgelegt, dass sie den spezifischen Anforderungen der jeweiligen Anwendung gerecht wird.
Welche Reinheitsklassen gibt es?
Die ISO 8573-1 Norm unterteilt die Druckluft in mehrere Klassen, die von Klasse 0 bis Klasse 4 reichen. Klasse 0 stellt die höchste Reinheit dar, wo praktisch keine Verunreinigungen enthalten sein dürfen. Klasse 1 bis Klasse 3 gestatten jeweils höhere Konzentrationen an Partikeln, Wasser und Öl, wobei Klasse 4 die geringsten Anforderungen an die Reinheit stellt. Innerhalb dieser Klassen sind spezifische Grenzwerte für die Partikelgröße und die maximale Menge an Wasser und Öl festgelegt, die in der Druckluft enthalten sein dürfen. Diese Klassifizierung ermöglicht es Unternehmen, die Qualität der verwendeten Druckluft genau zu bestimmen und sicherzustellen, dass sie den Anforderungen der jeweiligen Anwendung entspricht.
Was sind die Anforderungen an die Druckluftqualität?
Die Anforderungen an die Druckluftqualität variieren je nach Anwendung und den spezifischen Bedürfnissen der Maschinen und Anlagen. In der Industrie ist es oft erforderlich, dass die Druckluft den Anforderungen mindestens der Klasse 3 oder 4 entspricht, um eine zuverlässige Leistung der pneumatischen Systeme zu gewährleisten. Diese Anforderungen beinhalten strenge Grenzwerte für Verunreinigungen, wobei insbesondere auf die Partikelgröße, den Drucktaupunkt und den Ölgehalt geachtet werden muss. Die Einhaltung dieser Anforderungen ist entscheidend, um die Lebensdauer der Maschinen zu verlängern und Produktionsausfälle zu vermeiden, die durch Verunreinigungen in der Druckluft verursacht werden können.
Anwendungen der Druckluft Klasse 4
Druckluft der Klasse 4 wird in einer Vielzahl von industriellen Anwendungen eingesetzt, bei denen eine moderate Luftqualität ausreichend ist. Zu den typischen Anwendungen gehören:
Pneumatische Werkzeuge: Viele pneumatische Werkzeuge, wie Bohrer, Schleifer und Schraubendreher, benötigen Druckluft der Klasse 4, um effizient und zuverlässig zu arbeiten.
Automatisierung und Steuerung: In der Automatisierungstechnik werden pneumatische Systeme häufig zur Steuerung von Ventilen, Zylindern und anderen Aktoren verwendet. Druckluft der Klasse 4 bietet eine ausreichende Reinheit, um diese Systeme ohne Beeinträchtigung der Leistung zu betreiben.
Reinigung und Trocknung: Druckluft wird oft zur Reinigung von Oberflächen und zur Trocknung von Produkten verwendet. Klasse 4 Druckluft ist ausreichend sauber, um diese Aufgaben zu erfüllen, ohne Rückstände zu hinterlassen.
Kühlung: In einigen industriellen Prozessen wird Druckluft zur Kühlung von Maschinen und Werkstücken eingesetzt. Die moderate Reinheit der Klasse 4 Druckluft ist in diesen Anwendungen oft ausreichend.
Bedeutung der Einhaltung der Druckluft Klasse 4
Die Einhaltung der Druckluft Klasse 4 ist aus mehreren Gründen wichtig:
Schutz der Ausrüstung: Verunreinigungen in der Druckluft können zu Verschleiß und Beschädigungen an pneumatischen Komponenten führen. Die Einhaltung der Klasse 4 Spezifikationen hilft, die Lebensdauer der Ausrüstung zu verlängern und Wartungskosten zu reduzieren.
Prozesssicherheit: In vielen industriellen Prozessen ist die Qualität der Druckluft entscheidend für die Prozesssicherheit. Verunreinigte Luft kann zu Fehlfunktionen und Ausfällen führen, die die Produktivität beeinträchtigen und Sicherheitsrisiken darstellen können.
Produktqualität: In Anwendungen, bei denen Druckluft direkt mit dem Produkt in Kontakt kommt, kann die Luftqualität die Produktqualität beeinflussen. Die Einhaltung der Klasse 4 Spezifikationen stellt sicher, dass keine unerwünschten Verunreinigungen in das Produkt gelangen.
Technologien zur Erreichung der Druckluft Klasse 4
Um die Anforderungen der Druckluft Klasse 4 zu erfüllen, sind verschiedene Technologien und Geräte erforderlich:
Filter: Partikelfilter entfernen feste Partikel aus der Druckluft. Für die Klasse 4 sind Filter erforderlich, die Partikel bis zu einer Größe von 5 Mikrometern entfernen können.
Trockner: Kältetrockner werden häufig verwendet, um den Drucktaupunkt der Druckluft auf +3 °C zu senken. Diese Trockner kühlen die Luft ab, um Feuchtigkeit zu kondensieren und zu entfernen.
Ölabscheider: Koaleszenzfilter und Aktivkohlefilter werden verwendet, um Ölnebel und Öldämpfe aus der Druckluft zu entfernen. Diese Filter sind notwendig, um den maximalen Ölgehalt von 5 mg/m³ zu erreichen.
Wartung und Überwachung
Die regelmäßige Wartung und Überwachung der Druckluftsysteme ist entscheidend, um die Einhaltung der Klasse 4 Spezifikationen sicherzustellen. Dazu gehören:
Regelmäßiger Filterwechsel: Filter müssen regelmäßig gewechselt werden, um ihre Effizienz aufrechtzuerhalten. Die Wechselintervalle hängen von der Betriebsumgebung und der Nutzungshäufigkeit ab.
Überwachung des Drucktaupunkts: Der Drucktaupunkt sollte kontinuierlich überwacht werden, um sicherzustellen, dass er innerhalb der spezifizierten Grenzen bleibt. Abweichungen können auf Probleme im Trocknungssystem hinweisen.
Ölüberwachung: Der Ölgehalt in der Druckluft sollte regelmäßig überprüft werden, um sicherzustellen, dass er den Spezifikationen entspricht. Dies kann durch den Einsatz von Ölüberwachungsgeräten erfolgen.
Wie erfolgt die Aufbereitung der Druckluft?
Welche Filter werden zur Druckluftaufbereitung eingesetzt?
Zur Sicherstellung der Druckluftqualität ist eine effektive Druckluftaufbereitung erforderlich, die in der Regel den Einsatz verschiedener Filter umfasst. Diese Filter sind darauf ausgelegt, Verunreinigungen wie Partikel, Wasser und Öl aus der Druckluft zu entfernen. Je nach Anforderung kann der Einsatz von mechanischen Filtern, Ölabscheidern und Trockenmitteln notwendig sein, um die gewünschten Reinheitsklassen zu erreichen. Filter der Klasse 4 beispielsweise können Partikel bis zu einer Größe von 5 Mikrometern zurückhalten, während für höherklassige Anwendungen strengere Filter eingesetzt werden müssen, die auch kleinste Verunreinigungen effektiv entfernen. Die korrekte Auswahl und regelmäßige Wartung dieser Filter sind entscheidend, um die Druckluft zuverlässig und sicher zu betreiben.
Wie beeinflussen Wasser und Öl die Druckluftqualität?
Wasser und Öl sind zwei der häufigsten Verunreinigungen in Druckluftsystemen und haben signifikante Auswirkungen auf die Druckluftqualität. Wasser kann zu Korrosion in Maschinen und Anlagen führen sowie die Funktion von pneumatischen Komponenten beeinträchtigen. Ein hoher Wassergehalt in der Druckluft kann auch die Leistung von Luftwerkzeugen verringern und zu ungenauen Ergebnissen führen. Öl hingegen kann die Effizienz von Filtern und anderen Aufbereitungsanlagen beeinträchtigen und ist in vielen Anwendungen unerwünscht, insbesondere in der Lebensmittel- und Pharmaindustrie, wo reine Druckluft gefordert ist. Daher sind die Kontrolle und Reduzierung von Wasser und Öl in der Druckluftaufbereitung von großer Bedeutung.
Welche Rolle spielt der Kompressor bei der Aufbereitung?
Der Kompressor spielt eine zentrale Rolle bei der Aufbereitung der Druckluft, da er nicht nur die Druckluft erzeugt, sondern auch eine erste Stufe der Filtration ermöglicht. Hochwertige Kompressoren, wie die von Atlas Copco, sind oft mit integrierten Filtrationssystemen ausgestattet, die dazu beitragen, große Partikel und Öl von Anfang an zu entfernen. Die Auswahl des richtigen Kompressors ist entscheidend, um die Anforderungen an die Druckluftqualität einzuhalten und die Effizienz der Druckluftaufbereitung zu maximieren. Ein gut gewarteter Kompressor kann dazu beitragen, die Gesamtqualität der Druckluft zu verbessern und die Betriebskosten zu senken.
Was sind die Verunreinigungen in Druckluft und ihre Auswirkungen?
Welche Schmutzpartikel können in Druckluft enthalten sein?
Druckluft kann eine Vielzahl von Schmutzpartikeln enthalten, die aus verschiedenen Quellen stammen. Dazu zählen Staub, Rost, Ölnebel und andere Feststoffpartikel, die durch den Betrieb von Maschinen und Anlagen in die Druckluft gelangen. Diese Partikel können nicht nur die Qualität der Druckluft beeinträchtigen, sondern auch zu Schäden an pneumatischen Komponenten führen. In vielen industriellen Anwendungen ist es daher unerlässlich, die Konzentration dieser Partikel zu überwachen und sicherzustellen, dass sie innerhalb der von der ISO 8573 festgelegten Grenzwerte liegen. Die Identifizierung und Eliminierung der Quellen dieser Verunreinigungen ist ein wesentlicher Schritt zur Sicherstellung einer hohen Druckluftqualität.
Wie wirken sich Feststoffpartikel auf Maschinen und Anlagen aus?
Feststoffpartikel in der Druckluft können erhebliche negative Auswirkungen auf Maschinen und Anlagen haben. Sie können Abrieb und Verschleiß an beweglichen Teilen verursachen, was die Lebensdauer der Anlagen verringert und die Notwendigkeit häufiger Wartungen und Reparaturen erhöht. Darüber hinaus können diese Partikel die Funktion von Sensoren und Ventilen beeinträchtigen, was zu Fehlfunktionen und ineffizienten Betriebsbedingungen führen kann. In Anwendungen, in denen eine hohe Präzision gefordert ist, ist die Kontrolle der Partikelgröße und -konzentration von größter Bedeutung, um die Leistung der Maschinen sicherzustellen und die Qualität der produzierten Waren nicht zu gefährden.
Was sind die typischen Verunreinigungen in der Druckluft?
Typische Verunreinigungen in der Druckluft umfassen neben Feststoffpartikeln auch Wasser und Öl, die beide die Qualität der Druckluft maßgeblich beeinflussen können. Wasser kann aus der Umgebungsluft oder durch Kondensation im Kompressor entstehen, während Öl häufig aus dem Kompressor selbst stammt. Die ISO 8573 legt spezifische Grenzwerte für all diese Verunreinigungen fest, um sicherzustellen, dass die Druckluft für die jeweilige Anwendung geeignet ist. Unternehmen müssen daher geeignete Maßnahmen zur Überwachung und Aufbereitung der Druckluft ergreifen, um sicherzustellen, dass alle Verunreinigungen innerhalb der zulässigen Limits bleiben.
Welche Druckluftqualität ist für verschiedene Anwendungen erforderlich?
Wie unterscheiden sich die Anforderungen in der Pneumatik?
In der Pneumatik sind die Anforderungen an die Druckluftqualität oft besonders hoch, da viele Anwendungen auf präzise und zuverlässige Druckluft angewiesen sind. Pneumatische Systeme, die in der Automatisierungstechnik eingesetzt werden, benötigen in der Regel eine Druckluftqualität von mindestens Klasse 2 oder 3, um einen reibungslosen Betrieb sicherzustellen. In sensiblen Anwendungen, wie in der Lebensmittel- oder Pharmaindustrie, ist häufig Klasse 0 oder Klasse 1 gefordert, um die höchste Reinheit der Druckluft zu gewährleisten und Kontaminationen zu vermeiden. Die spezifischen Anforderungen hängen stark von der Art der Anwendung und den verwendeten Maschinen und Anlagen ab.
Welche Qualitätsklasse ist für industrielle Anwendungen gefordert?
Für die meisten industriellen Anwendungen ist eine Druckluftqualität von mindestens Klasse 3 oder 4 gefordert. Diese Klassifizierungen stellen sicher, dass die Druckluft ausreichend rein ist, um die Leistung der Maschinen und Anlagen nicht zu beeinträchtigen. In vielen Fällen ist es jedoch empfehlenswert, sich an die Anforderungen der spezifischen Anwendung zu halten und gegebenenfalls auf höhere Reinheitsklassen zu setzen, um die Betriebssicherheit und Effizienz zu gewährleisten. Die Einhaltung der ISO 8573 Norm hilft Unternehmen, die Qualität der verwendeten Druckluft zu standardisieren und zu optimieren.
Was sind die spezifischen Anforderungen an die Druckluftqualität?
Die spezifischen Anforderungen an die Druckluftqualität variieren je nach Branche und Anwendung. In der Automobilindustrie beispielsweise wird oft eine Druckluftqualität gefordert, die der Klasse 2 entspricht, um die Funktionalität von Produktionsanlagen zu gewährleisten. In der Lebensmittelverarbeitung hingegen sind die Anforderungen an die Druckluftqualität besonders streng, da hier die Gefahr von Kontaminationen besteht. In diesen Fällen ist es unerlässlich, dass die verwendete Druckluft die Reinheitsklassen der ISO 8573-1 Norm einhält, um die Sicherheit der konsumierten Produkte zu gewährleisten. Unternehmen müssen daher regelmäßig die Qualität ihrer Druckluft überwachen und gegebenenfalls Anpassungen an der Aufbereitung vornehmen.
Was ist die Bedeutung der ISO 8573-1 Norm?
Wie hilft die Norm bei der Klassifizierung der Druckluftqualität?
Die ISO 8573-1 Norm bietet eine wichtige Grundlage zur Klassifizierung der Druckluftqualität, indem sie klare Richtlinien und Grenzwerte für verschiedene Verunreinigungen vorgibt. Sie ermöglicht es Unternehmen, die Qualität ihrer Druckluft systematisch zu bewerten und sicherzustellen, dass sie den Anforderungen der jeweiligen Anwendung entspricht. Die Norm hilft auch dabei, Missverständnisse und Unklarheiten zu vermeiden, indem sie ein einheitliches Klassifizierungssystem bereitstellt, das weltweit anerkannt ist. Dies ist besonders wichtig für Unternehmen, die in verschiedenen Ländern tätig sind und sicherstellen müssen, dass ihre Produkte und Prozesse den internationalen Standards entsprechen.
Was sind die Grundlagen der ISO 8573-1?
Die ISO 8573-1 Norm beinhaltet eine Vielzahl von Parametern, die zur Bewertung der Druckluftqualität herangezogen werden. Dazu gehören die Partikelgröße, der Drucktaupunkt, der Ölgehalt sowie andere chemische und physikalische Eigenschaften der Druckluft. Die Klassifizierung erfolgt in Reinheitsklassen, die es den Anwendern ermöglichen, die Qualität der Druckluft zu vergleichen und die für ihre spezifischen Anwendungen benötigte Reinheit zu bestimmen. Die ISO 8573-1 legt fest, welche Verunreinigungen in der Druckluft enthalten sein dürfen und hilft Unternehmen, ihre Prozesse zur Druckluftaufbereitung und -überwachung zu optimieren.
Wie wird die Norm in der Praxis angewendet?
In der Praxis wird die ISO 8573-1 Norm häufig als Referenz für die Qualität der Druckluft verwendet. Unternehmen führen regelmäßig Tests durch, um sicherzustellen, dass die verwendete Druckluft den Anforderungen der Norm entspricht. Diese Tests können die Analyse von Partikeln, Wasser und Öl in der Druckluft umfassen und helfen dabei, die Effektivität der Druckluftaufbereitung zu überprüfen. Die Anwendung der Norm fördert auch einen kontinuierlichen Verbesserungsprozess, bei dem Unternehmen ihre Systeme und Prozesse zur Druckluftaufbereitung optimieren, um die gewünschte Druckluftqualität zuverlässig und sicher zu gewährleisten. Durch die Einhaltung der ISO 8573-1 Norm können Unternehmen sicherstellen, dass sie die Qualität der Druckluft auf einem hohen Niveau halten und somit eine optimale Leistung ihrer Maschinen und Anlagen erreichen.
Fazit
Druckluft der Klasse 4 spielt eine wichtige Rolle in vielen industriellen Anwendungen, bei denen eine moderate Luftqualität ausreichend ist. Die Einhaltung der Spezifikationen für Partikel, Wasser und Öl ist entscheidend, um die Effizienz und Langlebigkeit der Ausrüstung zu gewährleisten, die Prozesssicherheit zu erhöhen und die Produktqualität zu sichern. Durch den Einsatz geeigneter Technologien und die regelmäßige Wartung und Überwachung der Druckluftsysteme können die Anforderungen der Druckluft Klasse 4 zuverlässig erfüllt werden.
Die Bedeutung der Druckluftqualität kann nicht genug betont werden, und die Einhaltung der Klasse 4 Spezifikationen ist ein wesentlicher Bestandteil eines effektiven Druckluftmanagements in der Industrie.
Q: Was ist die Druckluft Klasse 4 und wie unterscheidet sie sich von Klasse 0?
A: Die Druckluft Klasse 4 ist eine der niedrigeren Reinheitsklassen und hat höhere Zulässigkeiten für Schmutzstoffe und Restölgehalt im Vergleich zur Klasse 0. Klasse 0 erfordert eine nahezu vollständige Reinheit, während Klasse 4 weniger strenge Anforderungen hat.
Q: Warum braucht man eine gute Druckluftqualität in der Industrie?
A: Eine gute Druckluftqualität ist erforderlich, um sicherzustellen, dass die Geräte und Maschinen zuverlässig und sicher betrieben werden können. Schmutzstoffe oder Kondensat in der Druckluft können zu Schäden an Maschinen und Produkten führen.
Q: Wie erfolgt die Klassifizierung der Druckluft?
A: Die Klassifizierung der Druckluft erfolgt durch die Festlegung von verschiedenen Qualitätsklassen, die auf der Reinheit und den zulässigen Schmutzstoffen basieren. Diese Klassen reichen von 0 bis 9, wobei Klasse 0 die strengsten Anforderungen hat.
Q: Was sind die Anforderungen an die Druckluftqualität in Klasse 4?
A: In Klasse 4 sind die Anforderungen an die Druckluftqualität weniger streng als in höheren Klassen. Es dürfen höhere Konzentrationen von Restöl und Schmutzstoffen vorhanden sein, was sie für weniger kritische Anwendungen geeignet macht.
Q: Welche Rolle spielt der Feinfilter bei der Druckluftaufbereitung?
A: Der Feinfilter spielt eine wichtige Rolle bei der Druckluftaufbereitung, da er dazu beiträgt, Schmutzstoffe und Wasser aus der verwendeten Druckluft zu entfernen. Dies sorgt dafür, dass die Druckluftqualität eingehalten wird und die Maschinen optimal funktionieren.
Q: Wie kann man sicherstellen, dass die verwendete Druckluft den Anforderungen entspricht?
A: Um sicherzustellen, dass die verwendete Druckluft den Anforderungen entspricht, sollten regelmäßige Qualitätsprüfungen und Wartungen der Druckluftsysteme durchgeführt werden. Zudem ist es wichtig, die Spezifikationen der jeweiligen Reinheitsklasse einzuhalten.
Q: Was passiert, wenn die Druckluftqualität nicht den Anforderungen entspricht?
A: Wenn die Druckluftqualität nicht den Anforderungen entspricht, kann dies zu Problemen wie Maschinenversagen, Produktverschmutzung und erhöhten Betriebskosten führen. Eine unzureichende Druckluftqualität kann auch die Sicherheit am Arbeitsplatz gefährden.
Q: Welche Maßnahmen kann ein Anwender ergreifen, um die Druckluftqualität zu verbessern?
A: Ein Anwender kann Maßnahmen wie die Installation von hochwertigen Filtern, regelmäßige Wartung der Druckluftsysteme und die Überwachung von Kondensat und Restölgehalt ergreifen, um die Druckluftqualität zu verbessern und sicherzustellen, dass sie den erforderlichen Standards entspricht.
Druckluft Qualität nach ISO: Klassifizierung und Anforderungen an die Druckluftqualität
Druckluft ist ein unverzichtbares Medium in vielen industriellen Anwendungen. Sie wird in einer Vielzahl von Prozessen eingesetzt, von der Steuerung und Automatisierung bis hin zur Reinigung und Kühlung. Die Qualität der Druckluft ist entscheidend für die Effizienz und Zuverlässigkeit dieser Prozesse. In diesem Artikel werden wir uns eingehend mit der Druckluft Klasse 2 befassen, einer der Qualitätsklassen, die in der ISO 8573-1 Norm definiert sind. Druckluft spielt eine entscheidende Rolle in vielen industriellen Anwendungen. Die Qualität der Druckluft, insbesondere nach den Normen der ISO, ist von zentraler Bedeutung für die Effizienz und Lebensdauer von Maschinen und Anlagen. In diesem Artikel werden wir uns eingehend mit der Druckluftqualität nach ISO, insbesondere der Klasse 2, befassen und die verschiedenen Aspekte der Klassifizierung sowie der Anforderungen an die Druckluftqualität untersuchen.
Was ist die Druckluftqualität nach ISO?
Definition der Druckluftqualität
Druckluftqualität bezieht sich auf die Reinheit und die physikalischen Eigenschaften der Druckluft, die in industriellen Prozessen eingesetzt wird. Die Qualität der Druckluft ist entscheidend, denn sie beeinflusst die Effizienz und Zuverlässigkeit von Maschinen und Anlagen. Eine hohe Druckluftqualität bedeutet, dass die Luft frei von schädlichen Verunreinigungen wie Schmutzpartikeln, Wasser und Öl ist. Daher ist es wichtig, die Anforderungen an die Druckluftqualität genau zu verstehen und einzuhalten.
ISO 8573 und seine Bedeutung
Die ISO 8573 ist eine Norm, die internationale Standards für die Druckluftqualität festlegt. Sie definiert verschiedene Reinheitsklassen, die je nach Anwendungsbereich unterschiedliche Anforderungen an die Druckluftqualität stellen. Die Norm umfasst mehrere Ziffern, die die zulässigen Konzentrationen von Verunreinigungen in der Druckluft beschreiben. Diese Norm hilft Unternehmen, die Qualität ihrer Druckluft zu überwachen und sicherzustellen, dass sie den Anforderungen ihrer spezifischen Anwendungen entspricht.
Einführung in die Reinheitsklassen
Die ISO 8573-1 unterteilt die Druckluft in verschiedene Reinheitsklassen, nämlich Klasse 0, 1, 2, 3 und 4, wobei Klasse 0 die höchste Reinheit und Klasse 4 die niedrigste darstellt. Jede Klasse hat spezifische Anforderungen an die maximalen zulässigen Konzentrationen von Partikeln, Wasser und Öl. Diese Klassifizierung ermöglicht eine klare Differenzierung der Druckluftqualität, die für verschiedene Anwendungen erforderlich ist. Insbesondere die Luft der Klasse 2 ist für viele industrielle Prozesse geeignet, da sie eine akzeptable Reinheit bietet, ohne übermäßige Kosten für die Aufbereitung zu verursachen.
Wie erfolgt die Klassifizierung der Druckluftqualität?
Die verschiedenen Klassen: Klasse 0, 1 und 2
Die Klassifizierung der Druckluftqualität erfolgt anhand der oben beschriebenen ISO 8573-Normen. Klasse 0 ist für Anwendungen vorgesehen, bei denen die reinste Druckluft erforderlich ist, etwa in der pharmazeutischen oder elektronischen Industrie. Klasse 1 bietet eine hohe Reinheit und eignet sich für sensible Anwendungen, während Klasse 2 für die meisten industriellen Anwendungen ausreicht. In Klasse 2 dürfen bestimmte Verunreinigungen in festgelegten Mengen enthalten sein, was sie zu einer kosteneffizienten Wahl für viele Unternehmen macht.
Was sind die Anforderungen an die Druckluftqualität?
Die Anforderungen an die Druckluftqualität variieren je nach Reinheitsklasse. Für die Klasse 2 sind spezifische Werte für die zulässigen Konzentrationen von Partikeln, Wasser und Öl definiert. Beispielsweise dürfen Schmutzpartikel mit einer bestimmten Partikelgröße pro Kubikmeter Druckluft enthalten sein, sowie ein begrenzter Ölgehalt. Die genaue Einhaltung dieser Anforderungen ist entscheidend, um sicherzustellen, dass die Druckluft zuverlässig und sicher betrieben werden kann.
Wie wird die Klassifizierung durchgeführt?
Die Klassifizierung der Druckluftqualität erfolgt durch regelmäßige Tests und Messungen der Druckluftparameter. Hierbei werden Proben der Druckluft entnommen und analysiert, um die Konzentrationen von Verunreinigungen zu bestimmen. Dazu gehören unter anderem die Bestimmung des Drucktaupunkts, der Ölgehalt und die Anzahl der festen Partikel. Unternehmen müssen sicherstellen, dass die verwendete Druckluft die Anforderungen der gewünschten Klasse einhält, um die Qualität der Druckluft zu gewährleisten.
Welche Verunreinigungen sind in Druckluft enthalten?
Schmutzpartikel und ihre Auswirkungen
Schmutzpartikel sind eine der häufigsten Verunreinigungen in Druckluft und können erhebliche Auswirkungen auf Maschinen und Anlagen haben. Diese Partikel können mechanische Teile abnutzen, die Effizienz der pneumatischen Systeme beeinträchtigen und zu Fehlfunktionen führen. Daher ist es wichtig, die Konzentration von Schmutzpartikeln in der Druckluft zu überwachen und geeignete Maßnahmen zur Druckluftaufbereitung zu ergreifen, um die Reinheit zu gewährleisten.
Wasser und Öl in der Druckluft
Wasser und Öl sind weitere häufige Verunreinigungen, die in der Druckluft enthalten sein dürfen. Wasser kann zu Korrosion, Frostbildung und anderen Problemen führen, während Öl die Funktion von pneumatischen Komponenten beeinträchtigen kann. Die ISO 8573 legt fest, wie viel Wasser und Öl in der Druckluft enthalten sein dürfen, um die optimale Leistung der Anlagen sicherzustellen. Unternehmen sollten effiziente Filter- und Trockenanlagen verwenden, um diese Verunreinigungen zu reduzieren.
Wie beeinflussen Verunreinigungen Maschinen und Anlagen?
Verunreinigungen in der Druckluft können schwerwiegende Folgen für Maschinen und Anlagen haben. Sie können die Lebensdauer von Komponenten verringern, die Produktqualität beeinträchtigen und die Betriebskosten erhöhen. Insbesondere in sensiblen Anwendungen, wie in der Lebensmittel- oder Pharmaindustrie, können Verunreinigungen zu erheblichen Problemen führen. Daher ist die Einhaltung der Anforderungen an die Druckluftqualität von größter Bedeutung, um Ausfälle und Kosten zu vermeiden.
Welche Anwendungsmöglichkeiten gibt es für Druckluft der Klasse 2?
Anwendungsbereiche für Klasse 2 Druckluft
Druckluft der Klasse 2 eignet sich für eine Vielzahl von Anwendungen, von der allgemeinen Pneumatik bis hin zur Automatisierungstechnik. Sie kann in Druckluftwerkzeugen, Förderanlagen und verschiedenen Fertigungsprozessen eingesetzt werden. Die Klasse 2 bietet eine angemessene Qualität der Druckluft, die für viele industrielle Anwendungen erforderlich ist, ohne dabei die Kosten für die Aufbereitung übermäßig zu erhöhen.
Vor- und Nachteile der Nutzung von Druckluft der Klasse 2
Die Nutzung von Druckluft der Klasse 2 hat sowohl Vorteile als auch Nachteile. Zu den Vorteilen gehört die kosteneffiziente Bereitstellung von Druckluft, die für viele Anwendungen ausreichend ist. Andererseits kann die geringere Reinheit im Vergleich zu höheren Klassen potenzielle Risiken für sensitive Anwendungen darstellen. Unternehmen müssen daher sorgfältig abwägen, ob die Klasse 2 für ihre spezifischen Anforderungen geeignet ist.
Vergleich mit anderen Druckluftqualitätsklassen
Im Vergleich zu anderen Druckluftqualitätsklassen, wie Klasse 1 oder Klasse 0, bietet Klasse 2 einen guten Kompromiss zwischen Qualität und Kosten. Während Klasse 0 für die reinsten Anwendungen erforderlich ist, kann Klasse 1 in vielen Fällen die Anforderungen erfüllen, ohne zu teuer zu sein. Klasse 2 hingegen ist ideal für Anwendungen, bei denen die höchste Reinheit nicht zwingend erforderlich ist, was sie zur bevorzugten Wahl für viele Unternehmen macht.
Wie kann man die Druckluftqualität verbessern?
Methoden zur Druckluftaufbereitung
Um die Druckluftqualität zu verbessern, ist eine effektive Druckluftaufbereitung unerlässlich. Dazu gehören verschiedene Methoden wie Filtration, Trocknung und Ölabscheidung. Durch den Einsatz hochwertiger Kompressoren und Filter können Unternehmen sicherstellen, dass die Druckluft den Anforderungen der gewünschten Reinheitsklasse entspricht. Regelmäßige Wartung und Überprüfung der Systeme sind ebenfalls entscheidend, um eine konstante Druckluftqualität aufrechtzuerhalten.
Technologien zur Erreichung einer höheren Reinheit
Innovative Technologien zur Druckluftaufbereitung, wie Adsorptionstrockner und spezielle Ölfilter, können dazu beitragen, die Reinheit der Druckluft signifikant zu erhöhen. Diese Technologien ermöglichen es, Verunreinigungen effizient zu entfernen und die Druckluftqualität zu verbessern. Unternehmen sollten in moderne Systeme investieren, um die Anforderungen an die Druckluftqualität langfristig zu erfüllen und die Betriebssicherheit zu gewährleisten.
Empfohlene Maßnahmen zur Vermeidung von Verunreinigungen
Um Verunreinigungen in der Druckluft zu vermeiden, sollten Unternehmen eine proaktive Strategie verfolgen. Dazu gehört die regelmäßige Überprüfung der Druckluftsysteme, der Einsatz von hochwertigen Filtern und die Schulung des Personals im Umgang mit Druckluftanlagen. Eine sorgfältige Planung der Druckluftaufbereitung und die Einhaltung der ISO-Normen sind entscheidend, um eine hohe Druckluftqualität zu gewährleisten und die Effizienz der Maschinen und Anlagen zu maximieren.
ISO 8573-1: Die Norm für Druckluftqualität
Die ISO 8573-1 Norm ist der internationale Standard für die Klassifizierung der Druckluftqualität. Sie definiert verschiedene Klassen basierend auf drei Hauptkriterien: Partikel, Wasser und Öl. Jede dieser Kategorien hat spezifische Grenzwerte, die eingehalten werden müssen, um eine bestimmte Qualitätsklasse zu erreichen.
Druckluft Klasse 2: Definition und Anforderungen
Druckluft Klasse 2 ist eine der höheren Qualitätsklassen und stellt sicher, dass die Druckluft für anspruchsvolle Anwendungen geeignet ist. Die Anforderungen für diese Klasse sind wie folgt:
Partikel: Die maximale Partikelgröße beträgt 1 Mikrometer, und die Partikelkonzentration darf 1000 Partikel pro Kubikmeter nicht überschreiten.
Wasser: Der Drucktaupunkt muss bei -40°C oder niedriger liegen, was bedeutet, dass die Druckluft nahezu frei von Wasser ist.
Öl: Der maximale Ölgehalt darf 0,1 mg/m³ nicht überschreiten.
Anwendungen von Druckluft Klasse 2
Druckluft Klasse 2 wird in einer Vielzahl von Anwendungen eingesetzt, bei denen eine hohe Luftqualität erforderlich ist. Einige Beispiele sind:
Pharmazeutische Industrie: Hier ist es entscheidend, dass die Druckluft frei von Verunreinigungen ist, um die Reinheit der Produkte zu gewährleisten.
Lebensmittel- und Getränkeindustrie: Auch hier muss die Druckluft höchsten Qualitätsstandards entsprechen, um die Sicherheit und Qualität der Produkte zu gewährleisten.
Elektronikfertigung: In der Herstellung von elektronischen Bauteilen kann selbst kleinste Verunreinigungen zu erheblichen Problemen führen.
Technologien zur Erreichung von Druckluft Klasse 2
Um die Anforderungen der Druckluft Klasse 2 zu erfüllen, sind spezielle Technologien und Verfahren erforderlich. Dazu gehören:
Filter: Hochleistungsfilter sind notwendig, um Partikel und Öl aus der Druckluft zu entfernen. Diese Filter müssen regelmäßig gewartet und ausgetauscht werden, um ihre Effizienz zu gewährleisten.
Trockner: Um den erforderlichen Drucktaupunkt zu erreichen, werden oft Adsorptionstrockner eingesetzt. Diese Trockner verwenden ein Trockenmittel, um die Feuchtigkeit aus der Druckluft zu entfernen.
Ölabscheider: Spezielle Ölabscheider sind notwendig, um den Ölgehalt in der Druckluft zu minimieren. Diese Geräte arbeiten oft mit Koaleszenzfiltern, die Öltröpfchen zusammenführen und aus der Luft entfernen.
Wartung und Überwachung
Die Aufrechterhaltung der Druckluftqualität erfordert kontinuierliche Überwachung und regelmäßige Wartung der verwendeten Geräte. Dies umfasst:
Regelmäßige Inspektionen: Filter, Trockner und Ölabscheider müssen regelmäßig inspiziert und gewartet werden, um sicherzustellen, dass sie ordnungsgemäß funktionieren.
Messungen: Die Druckluftqualität sollte regelmäßig gemessen werden, um sicherzustellen, dass sie den Anforderungen der Klasse 2 entspricht. Dies kann durch den Einsatz von Partikelzählern, Taupunktmessgeräten und Ölanalysatoren erfolgen.
Dokumentation: Alle Wartungs- und Überwachungsmaßnahmen sollten dokumentiert werden, um die Einhaltung der Qualitätsstandards nachweisen zu können.
Herausforderungen und Lösungen
Die Erreichung und Aufrechterhaltung der Druckluft Klasse 2 kann mit verschiedenen Herausforderungen verbunden sein. Einige dieser Herausforderungen und mögliche Lösungen sind:
Kosten: Die Technologien und Verfahren zur Erreichung der Druckluft Klasse 2 können kostspielig sein. Eine sorgfältige Planung und Auswahl der richtigen Ausrüstung kann jedoch helfen, die Kosten zu minimieren.
Komplexität: Die Integration und Wartung der verschiedenen Geräte kann komplex sein. Schulungen und die Zusammenarbeit mit erfahrenen Fachleuten können dazu beitragen, diese Komplexität zu bewältigen.
Kontamination: Selbst bei sorgfältiger Wartung kann es zu Kontaminationen kommen. Eine schnelle Identifizierung und Behebung von Problemen ist entscheidend, um die Druckluftqualität aufrechtzuerhalten.
Fazit
Druckluft Klasse 2 ist eine wichtige Qualitätsklasse, die in vielen kritischen Anwendungen erforderlich ist. Die Einhaltung der strengen Anforderungen dieser Klasse erfordert den Einsatz fortschrittlicher Technologien und kontinuierliche Wartung. Durch sorgfältige Planung und Überwachung können Unternehmen sicherstellen, dass ihre Druckluft den höchsten Qualitätsstandards entspricht und somit die Effizienz und Zuverlässigkeit ihrer Prozesse gewährleistet ist.
Quellen
ISO 8573-1:2010 – Compressed air – Contaminants and purity classes.
VDMA Einheitsblatt 15390 – Druckluftaufbereitung.
Fachartikel und technische Dokumentationen von Herstellern von Druckluftaufbereitungssystemen.
Q: Was ist die Druckluft Klasse 2 und welche qualitätsklasse ist dafür erforderlich?
A: Die Druckluft Klasse 2 gehört zu den Klassifizierungen der Druckluft und erfordert eine spezifische qualitätsklasse, die sicherstellt, dass die verwendete Druckluft den festgelegten Anforderungen entspricht.
Q: Warum braucht man eine gute Druckluftqualität in der Druckluft Klasse 2?
A: Eine gute Druckluftqualität ist entscheidend, um die einwandfreie Funktion eines pneumatischen Systems zu gewährleisten und um sicherzustellen, dass die Druckluft frei von schmutzstoffen und feststoffpartikeln ist.
Q: Welche Anforderungen unterliegt die Druckluft Klasse 2 im Vergleich zur Druckluft Klasse 1?
A: Die Anforderungen für die verwendete Druckluft in der Klasse 2 unterliegen strengeren Anforderungen als die Klasse 1, insbesondere hinsichtlich des restölgehalts und der maximalen schmutzstoffe.
Q: Gibt es eine Tabelle, die die Klassifizierung der Druckluft zeigt?
A: Ja, es gibt Tabellen, die die verschiedenen Klassen der Druckluft und deren spezifische Anforderungen auflisten, einschließlich der Druckluft Klasse 2 und Klasse 3.
Q: Wie wird die Druckluftqualität umgesetzt, um die Anforderungen der Klasse 2 einzuhalten?
A: Die Druckluftqualität wird durch geeignete Filter und Trockner umgesetzt, um sicherzustellen, dass die Druckluft die geforderten Standards in Bezug auf Reinheit und Feuchtigkeitsgehalt einhält.
Q: Was passiert, wenn die Druckluftqualität nicht den Anforderungen der Klasse 2 entspricht?
A: Wenn die Druckluftqualität nicht den Anforderungen entspricht, kann dies zu einer mangelhaften Leistung des pneumatischen Systems führen, was möglicherweise zu Ausfällen oder ineffizientem Betrieb führt.
Q: Wie kann man die Qualität der Druckluft in der Klasse 2 testen?
A: Die Qualität der Druckluft kann durch spezielle Messgeräte getestet werden, die Parameter wie den restölgehalt und die Konzentration von feststoffpartikeln messen.
Q: Warum sind strenge Anforderungen an die Druckluftqualität wichtig für Anwender?
A: Strenge Anforderungen an die Druckluftqualität sind wichtig, um die Sicherheit und Effizienz der Maschinen und Prozesse zu gewährleisten, die auf Druckluft angewiesen sind, und um teure Ausfallzeiten zu vermeiden.
Druckluft Qualität nach ISO: Klassifizierung und Anforderungen
Druckluft ist ein wesentlicher Bestandteil vieler industrieller Prozesse und Anwendungen. Die Qualität der Druckluft, insbesondere die Druckluftqualität nach ISO, spielt eine entscheidende Rolle für die Effizienz und Langlebigkeit von Maschinen und Anlagen. Die ISO 8573 Normen bieten eine umfassende Klassifizierung und Anforderungen, die sicherstellen, dass die verwendete Druckluft frei von schädlichen Verunreinigungen ist. In diesem Artikel beleuchten wir die verschiedenen Aspekte der Druckluftqualität, insbesondere die Klasse 1, und erklären, warum eine hohe Reinheit der Druckluft unerlässlich ist. Druckluft ist ein unverzichtbares Medium in vielen industriellen Anwendungen. Von der Automobilindustrie über die Lebensmittelverarbeitung bis hin zur Medizintechnik – Druckluft wird in einer Vielzahl von Prozessen eingesetzt. Dabei spielt die Qualität der Druckluft eine entscheidende Rolle. In diesem Artikel werden wir uns eingehend mit der Druckluft Klasse 1 befassen, die höchste Qualitätsanforderungen erfüllt und in besonders sensiblen Bereichen Anwendung findet.
Was ist Druckluftqualität und warum ist sie wichtig?
Definition von Druckluftqualität
Druckluftqualität bezieht sich auf die Reinheit und die chemischen sowie physikalischen Eigenschaften der Druckluft, die in industriellen Anwendungen eingesetzt wird. Diese Qualität wird durch verschiedene Faktoren bestimmt, darunter der Gehalt an Verunreinigungen wie Wasser, Öl und Partikel. Die ISO 8573 Normen definieren spezifische Qualitätsklassen, die angeben, welche Verunreinigungen in der Druckluft enthalten sein dürfen, um eine reibungslose Funktion der Maschinen und Anlagen sicherzustellen. Insbesondere die Druckluftqualität nach ISO 8573-1 ist entscheidend, um die Anforderungen an die Druckluftqualität in unterschiedlichen Anwendungen zu erfüllen.
Warum ist die Reinheit der Druckluft entscheidend?
Die Reinheit der Druckluft ist entscheidend, weil Verunreinigungen wie Wasser und Öl die Leistung von Kompressoren und anderen pneumatischen Systemen stark beeinträchtigen können. Eine schlechte Druckluftqualität kann zu erhöhtem Verschleiß von Maschinen und Anlagen führen, was wiederum die Betriebskosten erhöht. Außerdem können Verunreinigungen die Qualität der Endprodukte beeinträchtigen und somit zu Qualitätsmängeln führen. Daher ist es für Unternehmen unerlässlich, die Anforderungen an die Druckluftqualität einzuhalten, um sowohl Effizienz als auch Produktqualität zu gewährleisten.
Auswirkungen von schlechter Druckluftqualität
Schlechte Druckluftqualität hat weitreichende negative Auswirkungen. Zum einen kann sie die Lebensdauer von Maschinen und Anlagen verkürzen, da Schmutzstoffe und andere Verunreinigungen den Betrieb stören. Zudem kann die Qualität der Produkte, die mit Druckluft bearbeitet werden, leiden, was zu Reklamationen und finanziellen Verlusten führen kann. Insbesondere in sensiblen Branchen wie der Lebensmittelindustrie oder der Medizintechnik ist eine gute Druckluftqualität von höchster Bedeutung, da hier strenge Anforderungen an Reinheit und Hygiene bestehen. Unternehmen, die sich nicht um die Druckluftaufbereitung kümmern, riskieren nicht nur Produktionsausfälle, sondern auch hohe Kosten durch Wartung und Reparatur.
Wie erfolgt die Klassifizierung der Druckluftqualität nach ISO 8573?
Überblick über die ISO 8573 Normen
Die ISO 8573 Normen bieten einen umfassenden Rahmen zur Klassifizierung der Druckluftqualität. Diese Normen definieren verschiedene Qualitätsklassen, die auf den Gehalt an Verunreinigungen in der Druckluft basieren. Insbesondere die ISO 8573-1 legt die Reinheitsklassen fest, die zur Bewertung der Qualität der Druckluft verwendet werden. Diese Klassen helfen Unternehmen, die erforderlichen Standards für ihre spezifischen Anwendungen zu identifizieren und sicherzustellen, dass die verwendete Druckluft zuverlässig und sicher betrieben werden kann.
Was sind die Reinheitsklassen der Druckluft?
Die Reinheitsklassen der Druckluft sind in mehrere Kategorien unterteilt, darunter Klasse 0, Klasse 1, Klasse 2, Klasse 3 und Klasse 4. Jede Klasse gibt an, welche Verunreinigungen in der Druckluft enthalten sein dürfen und in welchem Umfang. Beispielsweise dürfen in der Klasse 1 nur sehr geringe Mengen an Partikeln und anderen Verunreinigungen enthalten sein, während die Klasse 0 sogar noch strengere Anforderungen stellt. Die korrekte Klassifizierung ist entscheidend, um die Qualität der Druckluft sicherzustellen und die Anforderungen an die Druckluftqualität zu erfüllen.
Unterschied zwischen Klasse 0, Klasse 1 und Klasse 2
Der Unterschied zwischen Klasse 0, Klasse 1 und Klasse 2 liegt in den maximalen zulässigen Verunreinigungen. Während Klasse 0 die höchste Reinheit erfordert und fast keine Verunreinigungen zulässt, ist Klasse 1 etwas weniger streng, erlaubt aber dennoch nur minimale Mengen an Wasser und Öl. Klasse 2 hat bereits höhere zulässige Werte für Verunreinigungen. Unternehmen müssen sorgfältig auswählen, welche Klasse für ihre Anwendungen notwendig ist, um die Qualität der Druckluft zu gewährleisten und die Funktionsfähigkeit ihrer Maschinen und Anlagen zu sichern.
Welche Anforderungen an die Druckluftqualität müssen erfüllt werden?
Wichtige Qualitätskriterien der Druckluft
Die Anforderungen an die Druckluftqualität umfassen mehrere wichtige Kriterien, darunter die Reinheit der Luft, der Drucktaupunkt sowie der Öl- und Wassergehalt. Diese Faktoren sind entscheidend, um sicherzustellen, dass die Druckluft für die jeweilige Anwendung geeignet ist. Eine hohe Qualität der Druckluft ist insbesondere in der Pneumatik und bei der Verwendung von Kompressoren von entscheidender Bedeutung. Unternehmen müssen daher geeignete Maßnahmen zur Überwachung und Aufbereitung der Druckluft ergreifen, um die definierten Anforderungen zu erfüllen.
Verunreinigungen und deren Auswirkungen
Verunreinigungen in der Druckluft können erhebliche Auswirkungen auf die Leistung der Maschinen und Anlagen haben. Wasser kann Korrosion verursachen, während Schmutzstoffe und Partikel die Mechanik stören und den Verschleiß erhöhen. Ein hoher Ölanteil kann die Funktion von pneumatischen Steuerungen beeinträchtigen und zu Fehlfunktionen führen. Um die Qualität der Druckluft aufrechtzuerhalten, ist es daher wichtig, geeignete Filter zu verwenden und regelmäßige Wartungsarbeiten durchzuführen, um sicherzustellen, dass die Druckluft immer den geforderten Standards entspricht.
Wie man die Anforderungen an die Druckluftqualität definiert
Die Definition der Anforderungen an die Druckluftqualität beginnt mit einer gründlichen Analyse der spezifischen Anwendungen und der damit verbundenen Prozesse. Hierbei sollten die jeweiligen ISO 8573 Normen berücksichtigt werden, um die geeigneten Reinheitsklassen zu bestimmen. Unternehmen müssen auch die potenziellen Verunreinigungsquellen identifizieren und geeignete Filterlösungen implementieren, um eine kontinuierliche Druckluftaufbereitung zu gewährleisten. Die richtige Auswahl der Filter und deren regelmäßige Wartung sind entscheidend, um die definierten Anforderungen an die Druckluftqualität auch langfristig zu erfüllen.
Wie wählt man den richtigen Filter für die Druckluftaufbereitung aus?
Arten von Filtern und deren Anwendung
Bei der Druckluftaufbereitung kommen verschiedene Arten von Filtern zum Einsatz. Dazu gehören Partikelfilter, Wasserabscheider, Ölabscheider und Aktivkohlefilter. Jeder dieser Filter hat spezifische Anwendungsbereiche und ist darauf ausgelegt, bestimmte Verunreinigungen zu entfernen. Partikelfilter sind beispielsweise ideal, um Schmutzstoffe und Partikel aus der Druckluft zu filtern, während Wasserabscheider effektiv Wasser aus der Druckluft entfernen. Die richtige Auswahl der Filter ist entscheidend, um die Druckluftqualität zu erreichen und sicherzustellen, dass die Druckluft für die jeweilige Anwendung geeignet ist.
Kriterien zur Auswahl des richtigen Filters
Bei der Auswahl des richtigen Filters sollten Unternehmen mehrere Kriterien berücksichtigen. Dazu gehören der spezifische Anwendungsbereich, die geforderte Druckluftqualität sowie die erforderliche Durchflussmenge. Zudem ist es wichtig, die maximal zulässigen Werte für Verunreinigungen gemäß der ISO 8573 Normen zu kennen. Die Wahl des geeigneten Filters kann entscheidend für die Qualität der Druckluft und damit für die Effizienz der Maschinen und Anlagen sein. Unternehmen sollten sich bei der Auswahl nicht nur auf technische Spezifikationen verlassen, sondern auch auf die Erfahrung und das Fachwissen von Anbietern wie Atlas Copco zurückgreifen.
Filterwartung und -wechsel
Die Wartung und der regelmäßige Wechsel von Filtern sind unerlässlich, um die Druckluftqualität auf einem hohen Niveau zu halten. Filtersysteme müssen regelmäßig überprüft und gereinigt werden, um sicherzustellen, dass sie effizient arbeiten und die erforderlichen Standards erfüllen. Unternehmen sollten einen Wartungsplan implementieren, um die Lebensdauer der Filter zu maximieren und die Betriebskosten zu minimieren. Eine proaktive Wartung trägt dazu bei, die Qualität der Druckluft zu gewährleisten und Ausfallzeiten durch Störungen in den Druckluftsystemen zu reduzieren.
Wie beeinflussen Wasser und Öl die Druckluftqualität?
Die Rolle von Wasser in der Druckluft
Wasser ist eine der häufigsten Verunreinigungen in Druckluftsystemen und kann erhebliche Auswirkungen auf die Qualität der Druckluft haben. Es kann zu Korrosion von Maschinen und Anlagen führen sowie die Funktion von pneumatischen Systemen beeinträchtigen. Ein hoher Wassergehalt kann auch die Druckluftqualität gemäß den ISO 8573 Normen negativ beeinflussen. Um die Auswirkungen von Wasser zu minimieren, ist es wichtig, effektive Wasserabscheider und Kondensatabscheider einzusetzen, die sicherstellen, dass nur trockene Druckluft verwendet wird.
Ölgehalt und dessen Einfluss auf Maschinen und Anlagen
Der Ölgehalt in der Druckluft ist ein weiterer kritischer Faktor, der die Druckluftqualität beeinflusst. Ein zu hoher Ölanteil kann zu Fehlfunktionen in pneumatischen Steuerungen führen und die Effizienz der Maschinen verringern. Zudem kann Öl die Oberflächen von Produkten verunreinigen, was in vielen Industrien inakzeptabel ist. Unternehmen sollten daher sicherstellen, dass die Druckluftaufbereitung so gestaltet ist, dass der Ölanteil in der Druckluft den Anforderungen der jeweiligen ISO 8573 Reinheitsklassen entspricht.
Strategien zur Reduzierung von Wasser und Öl in Druckluftsystemen
Um Wasser und Öl in Druckluftsystemen effektiv zu reduzieren, sollten Unternehmen verschiedene Strategien implementieren. Dazu gehören der Einsatz von hochwertigen Filtern, regelmäßige Wartung der Kompressoren und die Installation von geeigneten Wasser- und Ölabscheidern. Des Weiteren ist es wichtig, die Systemtemperatur zu kontrollieren, um die Bildung von Kondensat zu minimieren. Durch eine umfassende Druckluftaufbereitung und die Einhaltung der ISO 8573 Normen können Unternehmen sicherstellen, dass die Druckluftqualität stets auf einem hohen Niveau bleibt und die Anforderungen an die Reinheit erfüllt werden.
Definition und Klassifizierung
Die Klassifizierung der Druckluftqualität erfolgt nach der ISO 8573-1 Norm, die verschiedene Klassen definiert. Diese Norm legt Grenzwerte für Partikel, Wasser und Öl in der Druckluft fest. Die Druckluft Klasse 1 steht dabei für die höchste Reinheit und wird in Bereichen eingesetzt, in denen selbst kleinste Verunreinigungen nicht toleriert werden können.
Partikel
Für die Druckluft Klasse 1 dürfen Partikelgrößen und -mengen bestimmte Grenzwerte nicht überschreiten. Konkret bedeutet dies, dass Partikel größer als 0,1 Mikrometer in einer Konzentration von maximal 20.000 Partikeln pro Kubikmeter vorhanden sein dürfen. Partikel größer als 1 Mikrometer dürfen nicht mehr als 400 Partikel pro Kubikmeter betragen, und Partikel größer als 5 Mikrometer dürfen überhaupt nicht vorhanden sein(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Wasser
Der Wassergehalt in der Druckluft wird durch den Drucktaupunkt (PDP) bestimmt. Für die Klasse 1 muss der PDP bei -70°C oder niedriger liegen. Dies stellt sicher, dass die Druckluft extrem trocken ist und keine Kondensation in den nachfolgenden Prozessen verursacht(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Öl
Öl in der Druckluft kann sowohl in flüssiger als auch in aerosol- oder dampfförmiger Form vorliegen. Für die Druckluft Klasse 1 darf der maximale Ölgehalt 0,01 mg/m³ nicht überschreiten. Dies ist besonders wichtig in Anwendungen, bei denen Ölverunreinigungen zu Produktschäden oder gesundheitlichen Risiken führen könnten(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Anwendungen
Die Druckluft Klasse 1 wird in einer Vielzahl von Anwendungen eingesetzt, bei denen höchste Reinheitsanforderungen bestehen. Einige der wichtigsten Anwendungsbereiche sind:
Lebensmittel- und Getränkeindustrie
In der Lebensmittel- und Getränkeindustrie ist die Reinheit der Druckluft von entscheidender Bedeutung, um Kontaminationen zu vermeiden. Druckluft Klasse 1 wird hier für die Reinigung von Verpackungen, das Fördern von Lebensmitteln und das Abfüllen von Getränken verwendet(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Medizintechnik
In der Medizintechnik wird Druckluft Klasse 1 für die Herstellung und Verpackung von medizinischen Produkten eingesetzt. Auch in Operationssälen und bei der Beatmung von Patienten ist die Verwendung von hochreiner Druckluft unerlässlich(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Elektronikindustrie
Die Elektronikindustrie erfordert extrem saubere Produktionsbedingungen, um die Qualität und Zuverlässigkeit der Produkte zu gewährleisten. Druckluft Klasse 1 wird hier für die Reinigung von Bauteilen und die Steuerung von Produktionsprozessen verwendet(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Technologien zur Erzeugung von Druckluft Klasse 1
Die Erzeugung von Druckluft Klasse 1 erfordert den Einsatz fortschrittlicher Technologien und Systeme. Zu den wichtigsten Komponenten gehören:
Filter
Hochleistungsfilter sind unerlässlich, um Partikel aus der Druckluft zu entfernen. Mehrstufige Filtersysteme, die Vorfilter, Feinfilter und Aktivkohlefilter umfassen, werden häufig eingesetzt, um die erforderliche Reinheit zu erreichen(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Trockner
Um den Wassergehalt in der Druckluft zu reduzieren, werden Trockner eingesetzt. Adsorptionstrockner sind besonders effektiv, da sie den Drucktaupunkt auf -70°C oder niedriger senken können. Diese Trockner verwenden Materialien wie Silikagel oder Molekularsiebe, um Feuchtigkeit aus der Luft zu adsorbieren(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Ölabscheider
Ölabscheider sind notwendig, um Ölpartikel und -dämpfe aus der Druckluft zu entfernen. Koaleszenzfilter und Aktivkohleadsorber sind gängige Technologien, die in Kombination verwendet werden, um den Ölgehalt auf unter 0,01 mg/m³ zu reduzieren(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Wartung und Überwachung
Die Aufrechterhaltung der Druckluftqualität erfordert regelmäßige Wartung und Überwachung der Systeme. Dazu gehören:
Regelmäßige Filterwechsel
Filter müssen regelmäßig gewechselt werden, um ihre Wirksamkeit zu gewährleisten. Die Wechselintervalle hängen von der Betriebsumgebung und der Nutzungshäufigkeit ab, sollten jedoch strikt eingehalten werden(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Überwachung des Drucktaupunkts
Der Drucktaupunkt sollte kontinuierlich überwacht werden, um sicherzustellen, dass die Trockner ordnungsgemäß funktionieren. Abweichungen vom Sollwert können auf Probleme im Trocknungssystem hinweisen und erfordern sofortige Maßnahmen(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Ölüberwachung
Der Ölgehalt in der Druckluft sollte regelmäßig überprüft werden, um sicherzustellen, dass die Ölabscheider effektiv arbeiten. Dies kann durch den Einsatz von Ölanalysatoren oder Testkits erfolgen(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Herausforderungen und Lösungen
Die Erzeugung und Aufrechterhaltung von Druckluft Klasse 1 ist mit verschiedenen Herausforderungen verbunden. Zu den häufigsten Problemen und deren Lösungen gehören:
Hohe Betriebskosten
Die Technologien zur Erzeugung von Druckluft Klasse 1 sind oft mit hohen Investitions- und Betriebskosten verbunden. Eine Möglichkeit zur Kostensenkung besteht in der Optimierung der Systeme und der Reduzierung des Druckluftverbrauchs durch Leckagekontrollen und effiziente Nutzung(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Komplexität der Systeme
Die Systeme zur Erzeugung von Druckluft Klasse 1 sind komplex und erfordern spezialisiertes Wissen für Installation und Wartung. Schulungen und regelmäßige Weiterbildung des Personals sind daher unerlässlich, um einen reibungslosen Betrieb zu gewährleisten(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Kontinuierliche Überwachung
Die kontinuierliche Überwachung der Druckluftqualität ist entscheidend, um sicherzustellen, dass die Anforderungen der Klasse 1 stets erfüllt werden. Der Einsatz von modernen Überwachungssystemen und Sensoren kann dabei helfen, potenzielle Probleme frühzeitig zu erkennen und zu beheben(Bahr & Kuppelt, 2007, pp. 40–42; Eichler, 2015, pp. 44–45).
Fazit
Druckluft Klasse 1 stellt die höchsten Anforderungen an die Reinheit der Druckluft und wird in besonders sensiblen Bereichen eingesetzt. Die Erzeugung und Aufrechterhaltung dieser Qualität erfordert den Einsatz fortschrittlicher Technologien und regelmäßige Wartung. Trotz der damit verbundenen Herausforderungen bietet Druckluft Klasse 1 entscheidende Vorteile in Bezug auf Produktsicherheit und Prozesszuverlässigkeit. Durch kontinuierliche Überwachung und Optimierung der Systeme können die hohen Anforderungen erfüllt und die Betriebskosten gesenkt werden.
Literaturverzeichnis
Bahr, M., & Kuppelt, E. (2007). Klasse O oder 1? : Druckluft für höchste Qualitätsanforderungen.
Eichler, M. (2015). Druckluft ölfrei erzeugen. JOT Journal für Oberflächentechnik, 55, 44-45.
Michel, O. (2020). Erkrankungen durch Arbeiten in Druckluft. HNO, 1-3.
Beekmans, H. (2011). Behandeling van attritie klasse 1. Tandartspraktijk, 32, 12-17.
Pöhlmann, G., Grohmann, G., & Eidner, G. (1998). Vergleichende Untersuchung von Kompressionsstrumpfhosen der Klasse 1 mit Stützstrumpfhosen Hämodynamische und ödemprotektive Wirkung. Phlebologie, 27, 43-47.
Q: Warum ist es wichtig, eine gute Druckluftqualität zu haben?
A: Eine gute Druckluftqualität ist entscheidend, da sie die Effizienz und Lebensdauer Ihrer Maschinen erhöht und die Qualität der produzierten Produkte verbessert. Je reiner die Luft, desto weniger Feststoffpartikel und Verunreinigungen gelangen in das System.
Q: Welche Qualitätsklassen für Druckluft gibt es?
A: Die Druckluft wird in verschiedene Qualitätsklassen eingeteilt, wobei Klasse 1 die niedrigsten Anforderungen hat. Höhere Klassen, wie Klasse 2 oder Klasse 3, unterliegen strengeren Anforderungen hinsichtlich der Reinheit und der zulässigen Partikelgröße.
Q: Warum sollten Unternehmen die Anforderungen an ihre Druckluft regelmäßig überprüfen?
A: Unternehmen sollten ihre Anforderungen an die Druckluft regelmäßig überprüfen, um sicherzustellen, dass die eingesetzte Druckluft zuverlässig und von hoher Qualität ist. Dies hilft, Produktionsausfälle und Qualitätsprobleme zu vermeiden.
Q: Welche Filter sollten verwendet werden, um die Druckluftqualität einzuhalten?
A: Um die Druckluftqualität einzuhalten, sollten hochwertige Filter eingesetzt werden, die in der Lage sind, Partikel und Verunreinigungen effektiv zu entfernen. Dazu gehören Partikelfilter, Aktivkohlefilter und Wasserabscheider.
Q: Was sind die Folgen schlechter Druckluftqualität?
A: Schlechte Druckluftqualität kann zu erhöhtem Verschleiß an Maschinen, Produktionsfehlern, höheren Kosten für Wartung und Reparatur sowie zu einer allgemeinen Beeinträchtigung der Produktqualität führen.
Q: Wie kann man die Druckluftqualität messen?
A: Die Druckluftqualität kann durch spezielle Messgeräte überprüft werden, die Parameter wie Feuchtigkeit, Temperatur, Druck und Partikelgröße messen. Diese Daten helfen dabei, die Qualität der verwendeten Druckluft zu bewerten.
Q: Was bedeutet die Klassifizierung der Druckluft für die Industrie?
A: Die Klassifizierung der Druckluft gibt an, welche Reinheitsanforderungen die Druckluft erfüllen muss. Unternehmen müssen wissen, welche Klasse ihre Druckluft haben darf, um die entsprechenden Standards einzuhalten und die Qualität ihrer Produkte sicherzustellen.
Q: Wie viel kostet die Einhaltung höherer Druckluftqualitätsklassen?
A: Die Einhaltung höherer Druckluftqualitätsklassen kann teurer sein, da sie in der Regel den Einsatz von besseren Filtern, häufigeren Wartungseingriffen und möglicherweise zusätzlichen Anlagen zur Luftaufbereitung erfordert.
Q: Was sollten Unternehmen über die verwendete Druckluft wissen?
A: Unternehmen sollten über die spezifischen Anforderungen ihrer Branche bezüglich der Druckluftqualität informiert sein. Dazu gehört das Wissen, welche Klassifizierungen für ihre Anwendungen relevant sind und welche Maßnahmen zur Sicherstellung einer reinen Druckluft getroffen werden müssen.
Der Ölgehalt in Stickstoff: Ein umfassender Leitfaden für die Öl- und Gasindustrie
Stickstoff (N₂) ist ein unverzichtbares Gas in vielen industriellen Anwendungen, von der Lebensmittelverpackung bis zur Elektronikherstellung. Eine der kritischen Anforderungen in diesen Anwendungen ist die Reinheit des Stickstoffs, insbesondere der Gehalt an Verunreinigungen wie Öl. Der Ölgehalt in Stickstoff kann die Effizienz und Qualität der Endprodukte erheblich beeinflussen. In diesem Artikel werden wir die Bedeutung des Ölgehalts in Stickstoff, die verschiedenen Messmethoden und die Anwendungen, in denen diese Messungen entscheidend sind, ausführlich diskutieren. Der Ölgehalt in Stickstoff spielt eine entscheidende Rolle in der Öl- und Gasindustrie. Die Kontrolle und Messung des Ölgehalts ist nicht nur für die Produktqualität von Bedeutung, sondern hat auch weitreichende Auswirkungen auf Effizienz und Sicherheit. In diesem umfassenden Leitfaden werden wir die Rolle des Ölgehalts in Stickstoff näher betrachten, die verschiedenen Messmethoden und Technologien erörtern und die Herausforderungen sowie Lösungen in der Stickstoffproduktion analysieren.
Was ist der Ölgehalt in Stickstoff und wie beeinflusst er die Industrie?
Definition des Ölgehalts in Stickstoff
Der Ölgehalt in Stickstoff bezeichnet die Menge an Öl, die in einem Stickstoffstrom vorhanden ist. Dieser Wert wird häufig in ppm (parts per million) gemessen und ist entscheidend für die Beurteilung der Produktqualität in der Öl- und Gasindustrie. Ein hoher Ölgehalt kann die Effizienz von Stickstoffgeneratoren beeinträchtigen und zu unerwünschten Reaktionen mit Sauerstoff führen, was die Sicherheit und Zuverlässigkeit der gesamten Produktion gefährden kann.
Einfluss auf die Öl- und Gasindustrie
In der Öl- und Gasindustrie beeinflusst der Ölgehalt in Stickstoff verschiedene Prozesse, angefangen bei der Förderung bis hin zur Verarbeitung und Lagerung von Produkten. Hohe Ölgehalte können beispielsweise die Lebensdauer von Anlagen verringern und die Notwendigkeit von häufigeren Wartungsarbeiten erhöhen. Zudem kann der Ölgehalt die Qualität des Endprodukts beeinträchtigen, was zu wirtschaftlichen Verlusten führen kann. Daher ist es für Unternehmen von entscheidender Bedeutung, die Ölgehalte kontinuierlich zu überwachen und gegebenenfalls Maßnahmen zu ergreifen, um diese Werte zu optimieren.
Relevanz der ISO-Normen (ISO 8573.3 und ISO 8573.4)
Die ISO-Normen, insbesondere ISO 8573.3 und ISO 8573.4, spielen eine wesentliche Rolle bei der Messung des Ölgehalts in Stickstoff. Diese Normen bieten spezifische Kriterien und Methoden zur Analyse von Öl- und Partikelkonzentrationen in Druckluft und anderen Gasen. Die Einhaltung dieser Normen gewährleistet, dass die Messungen zuverlässig und reproduzierbar sind, was für die Einhaltung von Vorschriften und industriellen Standards unerlässlich ist. Unternehmen, die sich an diese Normen halten, können sicherstellen, dass ihre Produkte den erforderlichen Qualitätsstandards entsprechen und somit wettbewerbsfähig bleiben.
Wie können Ölgehalts-Messgeräte gemäß ISO 8573.2 eingesetzt werden?
Funktionsweise von Ölgehalts-Messgeräten
Ölgehalts-Messgeräte, die gemäß ISO 8573.2 entwickelt wurden, nutzen verschiedene Technologien zur Analyse des Ölgehalts in Stickstoff. Diese Geräte sind darauf ausgelegt, präzise und kontinuierliche Messungen durchzuführen, um den Ölgehalt in Echtzeit zu überwachen. In der Regel kommen optische oder chemische Methoden zum Einsatz, um die Ölkonzentration zuverlässig zu bestimmen. Durch die kontinuierliche Überwachung können Unternehmen schnell auf Veränderungen reagieren und geeignete Maßnahmen ergreifen, um die Produktqualität zu sichern.
Vorteile der Nutzung von ISO 8573.2 Standards
Die Nutzung von ISO 8573.2 Standards für die Messung des Ölgehalts bietet zahlreiche Vorteile. Erstens ermöglicht die Standardisierung eine Vergleichbarkeit der Messergebnisse zwischen verschiedenen Unternehmen und Industrien. Zweitens tragen die festgelegten Verfahren zur Verbesserung der Messgenauigkeit und -zuverlässigkeit bei. Drittens können Unternehmen durch die Einhaltung dieser Standards ihre Prozesse optimieren und die Effizienz steigern, was zu Kosteneinsparungen und einer besseren Produktqualität führt.
Tipps zur Auswahl des richtigen Messgeräts
Bei der Auswahl des richtigen Ölgehalts-Messgeräts sollten Unternehmen mehrere Faktoren berücksichtigen. Zunächst ist es wichtig, die spezifischen Anforderungen der eigenen Produktion zu analysieren, um ein Gerät zu wählen, das den jeweiligen Bedürfnissen gerecht wird. Zudem sollten Unternehmen darauf achten, dass das gewählte Messgerät ISO 8573.2-konform ist, um die Qualität und Zuverlässigkeit der Messungen sicherzustellen. Darüber hinaus ist es ratsam, auf die Wartungsanforderungen und die Verfügbarkeit von Ersatzteilen zu achten, um eine kontinuierliche Betriebsbereitschaft zu gewährleisten.
Welche Technologien stehen zur Messung des Ölgehalts in Stickstoff zur Verfügung?
Übliche Technologien zur Ölgehaltsmessung
In der Öl- und Gasindustrie stehen verschiedene Technologien zur Verfügung, um den Ölgehalt in Stickstoff genau zu messen. Zu den gängigsten Methoden gehören die Gaschromatographie, die Infrarotspektroskopie und die Massenspektrometrie. Diese Technologien bieten unterschiedliche Vorteile in Bezug auf Genauigkeit, Reaktionszeit und Komplexität der Implementierung. Unternehmen sollten die für ihre spezifischen Anforderungen am besten geeignete Technologie auswählen, um optimale Ergebnisse zu erzielen.
Vergleich von traditionellen und modernen Technologien
Traditionelle Technologien zur Ölgehaltsmessung können in vielen Fällen weniger genau und zeitaufwändig sein im Vergleich zu modernen Ansätzen. Moderne Technologien nutzen oft digitale Messmethoden, die eine schnellere und genauere Analyse ermöglichen. Darüber hinaus bieten viele moderne Systeme die Möglichkeit zur Fernüberwachung und Datenanalyse, was die Effizienz und Reaktionsfähigkeit der Unternehmen erheblich verbessert. Ein Vergleich der beiden Ansätze zeigt, dass Unternehmen, die auf moderne Technologien setzen, oft von einem Wettbewerbsvorteil profitieren können.
Innovationen in der Öl- und Gasindustrie
Die Öl- und Gasindustrie hat in den letzten Jahren bedeutende Fortschritte in der Technologie gemacht, insbesondere im Bereich der Ölgehaltsmessung. Innovative Ansätze wie die Nutzung von Künstlicher Intelligenz und maschinellem Lernen zur Datenanalyse ermöglichen es Unternehmen, Muster und Trends in den Messergebnissen zu identifizieren, die zuvor möglicherweise übersehen wurden. Diese Innovationen tragen dazu bei, die Effizienz zu steigern, die Betriebskosten zu senken und die Produktqualität zu verbessern.
Wie kann die Stickstoffeffizienz in der Öl- und Gasindustrie erhöht werden?
Strategien zur Verbesserung der Stickstoffeffizienz
Die Effizienz von Stickstoff kann durch verschiedene Strategien erheblich verbessert werden. Unternehmen sollten regelmäßig Energieaudits und Druckluft-Audits durchführen, um potenzielle Einsparungen zu identifizieren. Durch die Analyse von Verbräuchen und Prozessabläufen können ineffiziente Bereiche erkannt und optimiert werden. Zudem ist der Einsatz von Stickstoffgeneratoren eine bewährte Methode, um die Effizienz zu steigern, da diese Systeme in der Lage sind, Stickstoff in der benötigten Qualität und Menge zu produzieren.
Die Rolle von Energieaudits und Druckluft Audits
Energieaudits und Druckluft-Audits sind entscheidend für die Verbesserung der Stickstoffeffizienz. Sie helfen Unternehmen, ineffiziente Prozesse zu identifizieren und gezielte Optimierungen vorzunehmen. Bei einem Druckluft-Audit wird beispielsweise der gesamte Druckluftkreislauf analysiert, um Leckagen oder ineffiziente Komponenten zu erkennen. Solche Maßnahmen führen nicht nur zu einer Reduzierung der Betriebskosten, sondern auch zu einer Verbesserung der Produktqualität und einer Minimierung von Umweltauswirkungen.
Fallstudien erfolgreicher Implementierungen
Die Implementierung von Strategien zur Verbesserung der Stickstoffeffizienz kann durch Fallstudien belegt werden, die zeigen, wie Unternehmen durch gezielte Maßnahmen ihre Betriebskosten signifikant senken konnten. Ein Beispiel ist ein Unternehmen, das nach der Einführung eines umfassenden Energieaudits seine Stickstoffproduktion optimierte und dadurch die Produktionskosten um bis zu 20 % senken konnte. Solche Erfolge unterstreichen die Bedeutung von kontinuierlicher Überwachung und Verbesserung in der Öl- und Gasindustrie.
Was sind die Herausforderungen bei der Stickstoffproduktion mit hohem Ölgehalt?
Häufige Probleme und deren Lösungen
Die Produktion von Stickstoff mit hohem Ölgehalt bringt zahlreiche Herausforderungen mit sich. Häufige Probleme sind die Kontamination der Umgebungsluft und die damit verbundenen Risiken für die Anlagenintegrität. Unternehmen müssen geeignete Lösungen implementieren, um diese Risiken zu minimieren, wie beispielsweise den Einsatz von Filtern und speziellen Trenntechnologien. Eine gute Planung und regelmäßige Wartung sind entscheidend, um die Auswirkungen von hohem Ölgehalt zu reduzieren.
Diagnose von Mikrobiologie und Partikeln im Stickstoff
Ein weiteres Problem bei der Stickstoffproduktion mit hohem Ölgehalt ist die Kontamination durch Mikroorganismen und Partikel. Diese können nicht nur die Produktqualität beeinträchtigen, sondern auch zu ernsthaften technischen Problemen führen. Unternehmen sollten regelmäßige Analysen durchführen, um die Mikrobiologie und Partikelkonzentration im Stickstoff zu überwachen und gegebenenfalls geeignete Maßnahmen zur Kontrolle und Beseitigung zu ergreifen. Die Implementierung von Partikelmessung gemäß ISO 8573.4 kann hier von großem Nutzen sein.
Langfristige Auswirkungen von hohem Ölgehalt auf die Produktqualität
Ein hoher Ölgehalt in Stickstoff hat langfristige Auswirkungen auf die Produktqualität. Die Ansammlung von Öl kann zu Ablagerungen in Tanks und Leitungen führen, die die Effizienz der gesamten Produktion beeinträchtigen. Unternehmen sollten daher proaktive Maßnahmen ergreifen, um den Ölgehalt in ihren Prozessen kontinuierlich zu überwachen und zu kontrollieren. Nur so können sie sicherstellen, dass ihre Produkte den hohen Qualitätsstandards der Branche entsprechen und langfristig konkurrenzfähig bleiben.
Bedeutung des Ölgehalts in Stickstoff
Industrielle Anwendungen
In vielen industriellen Prozessen wird Stickstoff als Schutzgas verwendet, um Oxidation und andere unerwünschte chemische Reaktionen zu verhindern. Beispielsweise wird in der Lebensmittelindustrie Stickstoff verwendet, um die Haltbarkeit von Produkten zu verlängern, indem er den Sauerstoff verdrängt. In der Elektronikindustrie wird Stickstoff verwendet, um empfindliche Bauteile vor Feuchtigkeit und Oxidation zu schützen.
Auswirkungen von Ölverunreinigungen
Ölverunreinigungen im Stickstoff können schwerwiegende Folgen haben. In der Lebensmittelindustrie können sie die Qualität und Sicherheit der Produkte beeinträchtigen. In der Elektronikindustrie können Ölverunreinigungen zu Fehlfunktionen und Ausfällen von Bauteilen führen. Daher ist es entscheidend, den Ölgehalt im Stickstoff zu überwachen und zu kontrollieren.
Messmethoden für den Ölgehalt in Stickstoff
Gravimetrische Methode
Die gravimetrische Methode ist eine der ältesten und am häufigsten verwendeten Methoden zur Bestimmung des Ölgehalts in Stickstoff. Bei dieser Methode wird eine bekannte Menge Stickstoff durch einen Filter geleitet, der das Öl auffängt. Der Filter wird dann gewogen, um die Menge des aufgefangenen Öls zu bestimmen. Diese Methode ist sehr genau, erfordert jedoch eine sorgfältige Handhabung und Kalibrierung.
Infrarotspektroskopie
Die Infrarotspektroskopie ist eine moderne Methode zur Bestimmung des Ölgehalts in Stickstoff. Bei dieser Methode wird ein Infrarotstrahl durch die Stickstoffprobe geleitet, und die Absorption des Strahls durch das Öl wird gemessen. Diese Methode ist schnell und kann in Echtzeit durchgeführt werden, erfordert jedoch teure Ausrüstung und Fachkenntnisse.
Gaschromatographie
Die Gaschromatographie ist eine weitere fortschrittliche Methode zur Bestimmung des Ölgehalts in Stickstoff. Bei dieser Methode wird die Stickstoffprobe durch eine chromatographische Säule geleitet, die die verschiedenen Komponenten der Probe trennt. Das Öl wird dann identifiziert und quantifiziert. Diese Methode ist sehr genau und empfindlich, erfordert jedoch spezialisierte Ausrüstung und Fachkenntnisse.
Anwendungen und Anforderungen
Lebensmittelindustrie
In der Lebensmittelindustrie ist die Kontrolle des Ölgehalts im Stickstoff entscheidend, um die Qualität und Sicherheit der Produkte zu gewährleisten. Ölverunreinigungen können die Haltbarkeit von Lebensmitteln verkürzen und gesundheitliche Risiken darstellen. Daher sind strenge Vorschriften und Standards für den Ölgehalt im Stickstoff erforderlich.
Elektronikindustrie
In der Elektronikindustrie kann der Ölgehalt im Stickstoff die Leistung und Zuverlässigkeit von Bauteilen beeinflussen. Ölverunreinigungen können zu Kurzschlüssen und anderen Fehlfunktionen führen. Daher ist es wichtig, den Ölgehalt im Stickstoff zu überwachen und zu kontrollieren, um die Qualität der Endprodukte zu gewährleisten.
Medizinische Anwendungen
In der medizinischen Industrie wird Stickstoff in verschiedenen Anwendungen verwendet, von der Kryokonservierung bis zur Herstellung von Medikamenten. Ölverunreinigungen können die Wirksamkeit und Sicherheit von medizinischen Produkten beeinträchtigen. Daher sind strenge Kontrollen und Standards für den Ölgehalt im Stickstoff erforderlich.
Herausforderungen und Zukunftsperspektiven
Technologische Entwicklungen
Die technologische Entwicklung in der Messtechnik hat die Genauigkeit und Empfindlichkeit der Methoden zur Bestimmung des Ölgehalts in Stickstoff erheblich verbessert. Zukünftige Entwicklungen könnten noch genauere und schnellere Methoden hervorbringen, die die Überwachung und Kontrolle des Ölgehalts in Stickstoff weiter verbessern.
Regulatorische Anforderungen
Die regulatorischen Anforderungen für den Ölgehalt im Stickstoff werden voraussichtlich weiter verschärft, um die Qualität und Sicherheit der Produkte zu gewährleisten. Dies wird die Industrie dazu zwingen, in fortschrittliche Messtechnologien und -verfahren zu investieren.
Umweltaspekte
Die Kontrolle des Ölgehalts im Stickstoff hat auch Umweltaspekte. Ölverunreinigungen können die Umwelt belasten und müssen daher sorgfältig überwacht und kontrolliert werden. Zukünftige Entwicklungen könnten umweltfreundlichere Methoden zur Bestimmung und Kontrolle des Ölgehalts im Stickstoff hervorbringen.
Q: Wie wird der Ölgehalt in Stickstoff gemessen?
A: Der Ölgehalt in Stickstoff kann mit Ölgehalts-Messgeräten gemäß ISO8573.2 bestimmt werden, die speziell für die Analyse von Öl in gasförmigen Medien entwickelt wurden.
Q: Was sind die Normen zur Messung des Ölgehalts in Stickstoff?
A: Die relevanten Normen zur Messung des Ölgehalts in Stickstoff sind ISO 8573.1 für allgemeine Anforderungen und ISO 8573.5, die spezifisch für die Ölkontamination ist.
Q: Welche Rolle spielt die Mikrobiologie bei der Bestimmung des Ölgehalts?
A: Die Mikrobiologie kann dabei helfen, Reaktionen zwischen Ölrückständen und Reinigungsmitteln zu bestimmen, die den Ölgehalt in Stickstoff beeinflussen können.
Q: Wie kann ich sicherstellen, dass mein Stickstoffgenerator den Ölgehalt reduziert?
A: Um sicherzustellen, dass Ihr Stickstoffgenerator den Ölgehalt reduziert, sollten Sie regelmäßig die Ölgehaltsmessung gemäß ISO 8573.2 durchführen und Wartungsprotokolle befolgen.
Q: Was sind die Auswirkungen von Öl auf die Stickstoffqualität?
A: Ein hoher Ölgehalt kann die Reinheit des Stickstoffs beeinträchtigen, was zu Problemen in sensiblen Anwendungen führen kann, insbesondere in der pharmazeutischen oder biotechnologischen Industrie.
Q: Wie oft sollte die Ölgehaltsmessung in Stickstoff durchgeführt werden?
A: Die Ölgehaltsmessung sollte regelmäßig durchgeführt werden, insbesondere wenn Stickstoff in kritischen Anwendungen verwendet wird. Es wird empfohlen, dies mindestens einmal im Monat zu tun.
Q: Kann ich Öl in Stickstoff vermeiden?
A: Ja, durch den Einsatz von PSA-Technologien (Pressure Swing Adsorption) und gut gewarteten Ölfilteranlagen kann der Ölgehalt in Stickstoff signifikant reduziert werden.
Q: Welche Messtechnologien gibt es für die Ölgehaltsmessung?
A: Es gibt verschiedene Messtechnologien, die zur Ölgehaltsmessung verwendet werden können, einschließlich Partikelmessung gemäß ISO8573.4 und spezifische Ölgehalts-Messgeräte, die auf die Anforderungen von GMP und FDA abgestimmt sind.
Q: Wie kann ich zusätzliche Informationen zum Ölgehalt in Stickstoff erhalten?
A: Weitere Informationen finden Sie auf spezialisierten Websites oder durch Kontaktaufnahme mit Unternehmen wie Inmatec, die sich auf Stickstoffgeneratoren und Ölgehaltsmessungen spezialisiert haben.
Restölgehalt in Druckluft messen: Sicherstellung der Druckluftqualität gemäß ISO
Die Qualität der Druckluft spielt eine entscheidende Rolle in vielen industriellen Anwendungen, insbesondere in Bereichen, wo Reinheit und Verunreinigung kritisch sind. Eine der wichtigsten Parameter zur Beurteilung der Druckluftqualität ist der Restölgehalt. In diesem Artikel werden wir die Restölmessung detailliert untersuchen, ihre Bedeutung für die Druckluftqualität erläutern, die verschiedenen Methoden zur Messung des Restölgehalts in der Druckluft darstellen und die Rolle von Audits sowie ölfreien Systemen bei der Sicherstellung der Druckluftqualität gemäß ISO Standards untersuchen. Die Messung des Restölgehalts in Druckluft ist ein kritischer Aspekt in vielen industriellen Anwendungen, insbesondere in solchen, die hohe Reinheitsanforderungen an die Druckluft stellen. Der Restölgehalt in Druckluft kann die Qualität der Endprodukte beeinflussen und die Lebensdauer der verwendeten Maschinen und Werkzeuge verkürzen. In diesem Artikel werden wir die verschiedenen Methoden zur Messung des Restölgehalts in Druckluft, die Bedeutung der Überwachung des Ölgehalts und die Herausforderungen, die dabei auftreten können, detailliert erläutern.
Was ist Restölmessung und warum ist sie wichtig für die Druckluftqualität?
Definition der Restölmessung
Die Restölmessung bezieht sich auf die Bestimmung des verbleibenden Ölgehalts in Druckluft nach der Kompression und Aufbereitung. Diese Messung ist entscheidend, da sie Aufschluss darüber gibt, wie rein die Druckluft ist und ob sie den Anforderungen gemäß ISO 8573-1 entspricht. Der Restölgehalt in der Druckluft wird in mg/m³ angegeben und ist ein Maß für die Verunreinigung durch Öl, das während des Kompressionsprozesses in die Druckluft gelangen kann. Die Überwachung des Restölgehalts ist für viele Industrien unverzichtbar, insbesondere in solchen, die strengen Regulierungen unterliegen, wie die Pharma- und Lebensmittelindustrie.
Auswirkungen von Öl auf die Druckluftqualität
Öl kann erheblich die Qualität der Druckluft beeinträchtigen. Es kann zu Verunreinigungen führen, die nicht nur die Effizienz der Maschinen und Anlagen verringern, sondern auch die Endprodukte kontaminieren können. In vielen Anwendungen, wie in der Halbleiterfertigung oder bei der Herstellung von Lebensmitteln, ist die Reinheit der Druckluft von größter Bedeutung. Ein hoher Restölgehalt kann dazu führen, dass die Leistung von Druckluftwerkzeugen und -kompressoren beeinträchtigt wird, was zu einem Anstieg der Betriebskosten führt. Daher ist eine kontinuierliche Überwachung des Restölgehalts entscheidend für die Sicherstellung der Druckluftqualität.
Normen und Klassifizierung gemäß ISO 8573
Die ISO 8573 ist eine internationale Norm, die verschiedene Parameter zur Klassifizierung der Druckluftqualität definiert. Der Restölgehalt wird in ISO 8573-1 als einer der Hauptparameter aufgeführt, der die Reinheit der Druckluft beschreibt. Die Norm klassifiziert die Druckluft in verschiedene Klassen, wobei jeder Klasse ein spezifischer Maximalwert für den Ölanteil zugeordnet ist. Diese Klassifizierung ermöglicht es Unternehmen, die Qualität ihrer Druckluft objektiv zu bewerten und sicherzustellen, dass sie die erforderlichen Standards einhalten. In Kombination mit anderen Parametern wie der Partikelmessung und dem Drucktaupunkt gemäß ISO 8573.3 sorgt dies für ein umfassendes Bild der Druckluftqualität.
Wie funktioniert die Messung des Restölgehalts in Druckluft?
Methoden zur Ölgehaltsmessung
Die Messung des Restölgehalts in Druckluft kann durch verschiedene Methoden erfolgen. Eine gängige Methode ist die Verwendung von Hochpräzisionsmessgeräten, die auf der sensorbasierten Technologie basieren. Diese Geräte können den Restölgehalt in Echtzeit messen und liefern somit zuverlässige Daten für die kontinuierliche Überwachung der Druckluftqualität. Eine weitere Methode ist die chemische Analyse, bei der Proben entnommen und im Labor analysiert werden. Diese Methoden sind entscheidend, um sicherzustellen, dass der Ölanteil in der Druckluft die vorgegebenen Grenzwerte gemäß ISO 8573-1 nicht überschreitet.
Ölgehalts-Messgeräte gemäß ISO 8573.2
Gemäß ISO 8573.2 sind spezielle Messgeräte erforderlich, um den Ölgehalt in der Druckluft zu bestimmen. Diese Geräte nutzen verschiedene Technologien, darunter Infrarotspektroskopie und Gaschromatographie, um die Ölkonzentration präzise zu quantifizieren. Durch die Verwendung solcher hochentwickelten Instruments können Unternehmen sicherstellen, dass sie die Anforderungen für die Druckluftqualität einhalten und die Kontaminationsrisiken minimieren. Diese Messgeräte sind für ihre Zuverlässigkeit bekannt und bieten eine kontinuierliche Überwachung des Ölgehalts, was für die Aufrechterhaltung der hohen Standards in der Industrie von entscheidender Bedeutung ist.
Kontinuierliche Überwachung der Druckluftqualität
Die kontinuierliche Überwachung des Restölgehalts in der Druckluft ist für Unternehmen unerlässlich, die auf eine konstante Qualität der Druckluft angewiesen sind. Durch die Implementierung von Systemen zur Überwachung in Echtzeit können Anomalien sofort erkannt und entsprechende Maßnahmen ergriffen werden. Diese Systeme sind nicht nur in der Lage, den Restölgehalt in der Druckluft zu messen, sondern auch andere relevante Parameter wie den Drucktaupunkt gemäß ISO 8573.3 und die Partikelbelastung. Die kontinuierliche Überwachung ermöglicht es Unternehmen, proaktiv zu handeln und ihre Prozesse zu optimieren, was zu einer höheren Energieeffizienz und geringeren Betriebskosten führt.
Welche Rolle spielen Druckluft Audits bei der Restölmessung?
Durchführung von Druckluft Audits
Druckluft Audits sind systematische Überprüfungen der Druckluftsysteme und -prozesse eines Unternehmens. Diese Audits beinhalten eine umfassende Analyse der Druckluftqualität, einschließlich der Messung des Restölgehalts. Die Durchführung regelmäßiger Audits ermöglicht es den Unternehmen, Schwächen in ihrem Druckluftsystem zu identifizieren und Verbesserungsmöglichkeiten zu erkennen. Bei der Durchführung dieser Audits werden auch die verwendeten Messgeräte und die Einhaltung der ISO 8573 Normen überprüft, um sicherzustellen, dass die Qualität der Druckluft den industriellen Anforderungen entspricht.
Vorteile von regelmäßigen Audits für die Ölgehaltsüberwachung
Regelmäßige Druckluft Audits bieten zahlreiche Vorteile für die Überwachung des Restölgehalts. Sie helfen nicht nur dabei, die aktuelle Qualität der Druckluft zu bewerten, sondern auch, potenzielle Probleme frühzeitig zu erkennen. Durch die systematische Analyse der Druckluftsysteme können Unternehmen gezielte Maßnahmen ergreifen, um die Druckluftqualität zu verbessern und den Energieverbrauch zu optimieren. Zudem tragen regelmäßige Audits zur Einhaltung der gesetzlichen Richtlinien und ISO-Normen bei, was insbesondere in regulierten Industrien von Bedeutung ist. Darüber hinaus können sie die Effizienz von Kompressoren und anderen Druckluftanlagen steigern, indem sie ungenutzte Kapazitäten aufdecken.
Empfohlene Instrumente für Druckluft Audits
Für die Durchführung von Druckluft Audits sind spezielle Instrumente erforderlich, um die verschiedenen Parameter der Druckluftqualität zu messen. Dazu gehören hochpräzise Messgeräte zur Bestimmung des Restölgehalts, Partikelmessgeräte und Geräte zur Messung des Drucktaupunkts. Marken wie CS Instruments und Beko bieten zuverlässige Lösungen für die Überwachung des Ölanteils in der Druckluft. Diese Instrumente sind darauf ausgelegt, die Anforderungen der ISO-Normen zu erfüllen und eine hohe Genauigkeit bei der Messung zu gewährleisten. Die Verwendung solcher fortschrittlichen Geräte trägt zur Stabilität und Qualität der Druckluft bei und minimiert das Risiko von Produktionsausfällen.
Wie kann die Qualität der Druckluft durch ölfreie Systeme verbessert werden?
Vorteile von ölfreier Druckluft
Ölfreie Druckluft bietet zahlreiche Vorteile, insbesondere in Anwendungen, bei denen Verunreinigungen durch Öl nicht toleriert werden können. Der Einsatz von ölfreien Kompressoren eliminiert die Notwendigkeit der Restölmessung, da kein Öl in die Druckluft gelangt. Dies gewährleistet eine reine Druckluft, die den höchsten Standards in Bezug auf Qualität und Reinheit entspricht. In sensiblen Industrien, wie der Pharma- und Lebensmittelindustrie, ist die Verwendung von ölfreier Druckluft von entscheidender Bedeutung, um Kontaminationen zu vermeiden und die Produktqualität zu sichern.
Techniken zur Sicherstellung ölfreier Druckluft
Um die Qualität der ölfreien Druckluft zu gewährleisten, kommen verschiedene Techniken zum Einsatz. Die Verwendung von ölfreien Kompressoren, die auf alternativen Technologien wie Scroll- oder Kolbenkompression basieren, ist eine gängige Methode. Darüber hinaus können Filtrationssysteme implementiert werden, um mögliche Verunreinigungen zu entfernen. Dies kombiniert mit einer kontinuierlichen Überwachung des Drucktaupunkts gemäß ISO 8573.3 sorgt dafür, dass die Druckluft jederzeit die erforderliche Reinheit erreicht. Die Einführung dieser Techniken trägt zur Verbesserung der Energieeffizienz bei und minimiert die Betriebskosten.
Vergleich zwischen ölhaltigen und ölfreien Systemen
Der Vergleich zwischen ölhaltigen und ölfreien Druckluftsystemen zeigt signifikante Unterschiede in Bezug auf Kosten, Wartung und Qualität der Druckluft. Ölhaltige Systeme benötigen regelmäßige Wartung und Überwachung des Restölgehalts, um sicherzustellen, dass die Druckluft den Qualitätsstandards entspricht. Im Gegensatz dazu bieten ölfreie Systeme eine dauerhafte Lösung für die Sicherstellung reiner Druckluft, erfordern jedoch möglicherweise höhere Investitionen in die Anfangsinfrastruktur. Dennoch amortisieren sich diese Kosten oft durch die Einsparungen, die durch die Vermeidung von Verunreinigungen und die Verbesserung der Produktqualität erzielt werden können.
Welche Instrumente sind für die Überwachung des Restölgehalts in Druckluft geeignet?
Hochpräzise Messgeräte für die Restölmessung
Hochpräzise Messgeräte sind unverzichtbare Instrumente zur Überwachung des Restölgehalts in Druckluft. Diese Geräte bieten eine genaue Messung des Ölanteils und ermöglichen eine zuverlässige kontinuierliche Überwachung. Die Technologie der Messgeräte variiert, von optischen Sensoren bis hin zu chemischen Analyseinstrumenten, die spezifisch auf die Anforderungen der ISO 8573.2 abgestimmt sind. Die Wahl des richtigen Messgeräts hängt von den spezifischen Anforderungen der Anwendung und den gewünschten Genauigkeitsstandards ab.
Vergleich von verschiedenen Ölgehalts-Messgeräten
Es gibt eine Vielzahl von Ölgehalts-Messgeräten auf dem Markt, die sich in Technologie, Genauigkeit und Anwendungsbereich unterscheiden. Einige Geräte sind für die Nutzung in industriellen Umgebungen konzipiert, während andere für labortechnische Anwendungen geeignet sind. Der Vergleich dieser Geräte zeigt, dass einige Modelle eine höhere Genauigkeit bieten, während andere kosteneffizienter sind. Unternehmen müssen die richtigen Instrumente auswählen, die ihren spezifischen Anforderungen entsprechen und gleichzeitig die Einhaltung der ISO-Normen gewährleisten.
Anwendung der Instruments in der Industrie
Die Anwendung von hochpräzisen Messgeräten zur Überwachung des Restölgehalts ist in verschiedenen Industrien unerlässlich. In der Lebensmittel- und Pharmaindustrie ist die Sicherstellung einer hohen Druckluftqualität von größter Bedeutung, um Kontaminationen zu vermeiden. In der Automobilindustrie wird die Qualität der Druckluft ebenfalls kritisch überwacht, um die Effizienz der Produktionsprozesse zu garantieren. Die Implementierung dieser Messgeräte ermöglicht es Unternehmen, ihre Druckluftsysteme zu optimieren und die Betriebskosten durch die Vermeidung von Verunreinigungen zu senken.
Bedeutung der Messung des Restölgehalts in Druckluft
Die Überwachung des Restölgehalts in Druckluft ist aus mehreren Gründen wichtig:
Produktqualität: In Branchen wie der Lebensmittel- und Getränkeindustrie, der Pharmaindustrie und der Elektronikfertigung kann selbst eine geringe Menge an Öl in der Druckluft zu Verunreinigungen führen, die die Qualität der Endprodukte beeinträchtigen.
Maschinenschutz: Öl in der Druckluft kann sich in den Maschinen und Werkzeugen ablagern, was zu erhöhtem Verschleiß und letztendlich zu Ausfällen führen kann.
Gesundheit und Sicherheit: In Arbeitsumgebungen, in denen Druckluft direkt mit dem Personal in Kontakt kommt, kann Öl in der Luft gesundheitliche Probleme verursachen.
Methoden zur Messung des Restölgehalts in Druckluft
Gravimetrische Methode
Die gravimetrische Methode ist eine der ältesten und genauesten Methoden zur Messung des Restölgehalts in Druckluft. Dabei wird ein Filter verwendet, um die Ölpartikel aus der Druckluft zu sammeln. Der Filter wird vor und nach der Probenahme gewogen, und die Gewichtsdifferenz gibt den Ölgehalt an.
Vorteile:
Hohe Genauigkeit
Direkte Messung des Ölgehalts
Nachteile:
Zeitaufwendig
Erfordert spezielle Ausrüstung und geschultes Personal
Infrarotspektroskopie
Die Infrarotspektroskopie ist eine moderne Methode zur Messung des Restölgehalts in Druckluft. Dabei wird die Druckluft durch eine Zelle geleitet, die mit Infrarotlicht bestrahlt wird. Das Öl in der Luft absorbiert spezifische Wellenlängen des Lichts, und die Menge des absorbierten Lichts wird gemessen, um den Ölgehalt zu bestimmen.
Vorteile:
Schnelle Messung
Hohe Empfindlichkeit
Nachteile:
Hohe Anschaffungskosten
Erfordert regelmäßige Kalibrierung
Photoionisationsdetektor (PID)
Ein Photoionisationsdetektor (PID) verwendet ultraviolettes Licht, um die Ölpartikel in der Druckluft zu ionisieren. Die erzeugten Ionen werden dann gemessen, um den Ölgehalt zu bestimmen.
Vorteile:
Schnelle und kontinuierliche Messung
Hohe Empfindlichkeit
Nachteile:
Empfindlich gegenüber anderen organischen Verbindungen
Erfordert regelmäßige Wartung
Online-Messgeräte
Moderne Online-Messgeräte, wie das von Promecon entwickelte System, verwenden Mikrowellentechnologie zur kontinuierlichen Überwachung des Restölgehalts in Druckluft. Diese Geräte sind in der Lage, den Ölgehalt in Echtzeit zu messen und bieten eine hohe Genauigkeit und Zuverlässigkeit.
Vorteile:
Kontinuierliche Überwachung
Hohe Genauigkeit
Nachteile:
Hohe Anschaffungskosten
Erfordert regelmäßige Kalibrierung und Wartung
Herausforderungen bei der Messung des Restölgehalts in Druckluft
Kalibrierung und Wartung
Unabhängig von der verwendeten Methode erfordern alle Messgeräte regelmäßige Kalibrierung und Wartung, um genaue Ergebnisse zu gewährleisten. Dies kann zeitaufwendig und kostspielig sein.
Interferenzen
Verschiedene Verunreinigungen in der Druckluft, wie Staub und andere organische Verbindungen, können die Messung des Restölgehalts beeinflussen. Es ist wichtig, dass die Messgeräte in der Lage sind, zwischen Öl und anderen Verunreinigungen zu unterscheiden.
Umgebungsbedingungen
Temperatur und Luftfeuchtigkeit können die Messung des Restölgehalts in Druckluft beeinflussen. Es ist wichtig, dass die Messgeräte für die spezifischen Umgebungsbedingungen kalibriert sind, in denen sie eingesetzt werden.
Praktische Anwendungen und Fallstudien
Fallstudie 1: Lebensmittel- und Getränkeindustrie
In der Lebensmittel- und Getränkeindustrie ist die Reinheit der Druckluft von entscheidender Bedeutung. Ein führender Hersteller von abgefülltem Wasser installierte ein Online-Messgerät zur kontinuierlichen Überwachung des Restölgehalts in der Druckluft. Durch die kontinuierliche Überwachung konnte der Hersteller sicherstellen, dass die Druckluft den strengen Reinheitsanforderungen entsprach, was zu einer verbesserten Produktqualität und einer Reduzierung von Produktionsausfällen führte.
Fallstudie 2: Pharmaindustrie
Ein Pharmaunternehmen, das sterile Medikamente herstellt, verwendete die Infrarotspektroskopie zur Messung des Restölgehalts in Druckluft. Durch die regelmäßige Überwachung konnte das Unternehmen sicherstellen, dass die Druckluft frei von Verunreinigungen war, was zu einer höheren Produktqualität und einer Reduzierung von Rückrufen führte.
Q: Wie kann ich den Restölgehalt in Druckluft messen?
A: Der Restölgehalt in Druckluft kann mithilfe von speziellen Ölgehalts-Messgeräten gemäß ISO 8573.2 gemessen werden, die in der Lage sind, den Ölgehalt in µm zu bestimmen.
Q: Welche Rolle spielen Partikel bei der Messung des Restölgehaltes?
A: Partikel können die Reinheit der Druckluft beeinträchtigen und sind daher wichtig zu messen. Eine optimale Partikelmessung gemäß ISO 8573.4 sorgt für eine genaue Analyse des Restölgehaltes.
Q: Was sind die wichtigsten Standards für die Messung von Öl in Druckluft?
A: Die wichtigsten Standards sind ISO 8573.1 für den Ölgehalt und ISO 8573.4 für die Partikelmessung. Diese Standards definieren die zulässigen Grenzwerte für die Qualität von Gasen.
Q: Wie beeinflusst der Volumenstrom die Messung des Restölgehaltes?
A: Der Volumenstrom kann die Konzentration von Öl und Partikeln in der Druckluft beeinflussen. Eine genaue Messung erfordert daher die Berücksichtigung des Volumenstroms.
Q: Welche Technologien werden verwendet, um Öl in Druckluft zu messen?
A: Messtechnologien wie die von Restölgehalt bieten Lösungen zur Messung des Ölgehalts in Druckluft, die auf den Standards ISO 8573 basieren.
Q: Was sind die Auswirkungen von zu hohem Restölgehalt in Druckluft?
A: Ein zu hoher Restölgehalt kann in der Medizintechnik und anderen sensiblen Bereichen zu Kontamination führen, was die Qualität der Produkte und Prozesse beeinträchtigen kann.
Q: Wie kann ich sicherstellen, dass meine Druckluft den Anforderungen der ISO 8573 entspricht?
A: Durch regelmäßige Messungen mit geeigneten Messgeräten und die Implementierung von Druckluftaufbereitungssystemen können Sie sicherstellen, dass Ihre Druckluft den Anforderungen der ISO 8573 entspricht und der Restölgehalt im zulässigen Bereich bleibt.
Q: Was ist der Drucktaupunkt gemäß ISO 8573.3 und wie hängt er mit dem Restölgehalt zusammen?
A: Der Drucktaupunkt gemäß ISO 8573.3 gibt an, bei welcher Temperatur der Wasserdampf in der Druckluft kondensiert. Ein hoher Restölgehalt kann den Drucktaupunkt erhöhen, was zu Problemen in der Druckluftaufbereitung führen kann.
Q: Welche Geräte empfehlen Sie für die Ölgehaltsmessung in Druckluft?
A: Geräte wie der Restölgehalt sind speziell für die Ölgehaltsmessung in Druckluft konzipiert und bieten eine präzise Analyse des Restölgehaltes.
Druckluft in der Lebensmittelproduktion: Lebensmittelsicherheit und Qualität
Druckluft ist ein essenzieller Bestandteil der Lebensmittelproduktion, der oft übersehen wird, obwohl sie eine entscheidende Rolle für die Qualität und Sicherheit von Lebensmitteln spielt. In der Lebensmittelbranche wird Druckluft für verschiedene Anwendungen eingesetzt, die von der Verpackung bis hin zur Reinigung reichen. Dieser Artikel beleuchtet die Bedeutung von Druckluft, die Anforderungen an ihre Qualität und die Methoden zur Sicherstellung einer sauberen und sicheren Druckluftversorgung in der Lebensmittel- und Getränkeindustrie.
Was ist Druckluft in der Lebensmittelindustrie?
Definition und Anwendung von Druckluft
Druckluft bezeichnet komprimierte Luft, die in unterschiedlichen Anwendungen genutzt wird, um mechanische Energie bereitzustellen. In der Lebensmittelindustrie wird Druckluft häufig pneumatisch eingesetzt, um Maschinen wie Förderbänder, Verpackungsmaschinen und Reinigungsgeräte zu betreiben. Diese Anwendungen erfordern eine zuverlässige und hochwertige Druckluftversorgung, da sie direkt mit Lebensmitteln in Kontakt kommen können. Druckluftsysteme sind so konzipiert, dass sie eine kontinuierliche und kontrollierte Druckluftzufuhr gewährleisten, um Effizienz und Sicherheit in der Lebensmittelproduktion sicherzustellen.
Wie wird Druckluft in der Lebensmittelbranche eingesetzt?
In der Lebensmittelbranche findet Druckluft Anwendung in vielen Prozessen. Sie wird eingesetzt, um Produkte zu fördern, zu verpacken und zu kennzeichnen. Darüber hinaus kommt Druckluft in Reinigungsprozessen zum Einsatz, wo sie hilft, Maschinen und Anlagen von Verunreinigungen zu befreien. Auch in der Abfüllung von Getränken und in der Herstellung von Lebensmitteln spielt Druckluft eine wichtige Rolle. Es ist entscheidend, dass diese Druckluft sämtliche Qualitätsstandards erfüllt, um eine Kontamination der Lebensmittel zu vermeiden und die Lebensmittelsicherheit zu gewährleisten.
Vorteile von Druckluft in der Lebensmittel- und Getränkeherstellung
Die Verwendung von Druckluft in der Lebensmittel- und Getränkeherstellung bietet zahlreiche Vorteile. Dazu gehört die Effizienzsteigerung durch automatisierte Prozesse, die Reduzierung von Wasser- und Energieverbrauch sowie die Möglichkeit, mit ölfreien Kompressoren saubere Druckluft zu erzeugen. Hochwertige Druckluft sorgt nicht nur für eine reibungslose Produktion, sondern minimiert auch die Gefahr von Verunreinigungen, die durch fehlerhafte Druckluftsysteme entstehen können. Zudem trägt die Anwendung von Druckluft zur Einhaltung von Qualitätsstandards wie ISO 8573-1 bei, die spezifische Anforderungen an die Druckluftqualität festlegen.
Wie wichtig ist die Druckluftqualität für die Lebensmittelsicherheit?
Einfluss von Druckluft auf die Lebensmittelsicherheit
Die Qualität der Druckluft hat einen direkten Einfluss auf die Lebensmittelsicherheit. Verunreinigte Druckluft kann Mikroorganismen, Partikel und chemische Rückstände enthalten, die in direkten Kontakt mit Lebensmitteln gelangen könnten. Dies kann zu einer Gefährdung der Verbraucher und einer Beeinträchtigung des Produktes führen. Daher ist es entscheidend, dass die erzeugte Druckluft den Anforderungen und Standards der Lebensmittelindustrie entspricht, um eine sichere Produktion zu gewährleisten.
ISO 8573-1 Standards für Druckluftqualität
Die ISO 8573-1 ist ein internationaler Standard, der die Anforderungen an die Druckluftqualität in der Lebensmittelbranche definiert. Dieser Standard kategorisiert die Druckluft in verschiedene Klassen, die auf der Reinheit der Druckluft basieren. Insbesondere werden Parameter wie Partikel, Wasser und Öl berücksichtigt, um sicherzustellen, dass die Druckluft die notwendigen Qualitätsstandards erfüllt. Die Einhaltung dieser Standards ist entscheidend, um sicherzustellen, dass die Druckluft in der Lebensmittelproduktion sowohl sicher als auch effektiv ist.
Kontaminationsquellen in der Druckluft
Kontaminationsquellen in der Druckluft können vielfältig sein und reichen von der Umgebungsluft bis hin zu den Kompressoren selbst. Wasser und Öl sind häufige Verunreinigungen, die in Druckluftsystemen auftreten können. Diese Verunreinigungen können aus der Kompression der Luft entstehen oder durch unzureichende Wartung und Filterung in das Druckluftsystem gelangen. Daher müssen Unternehmen in der Lebensmittelproduktion geeignete Maßnahmen ergreifen, um diese Kontaminationen zu minimieren und die Qualität der Druckluft zu gewährleisten.
Welche Standards gibt es für hochwertige Druckluft in der Lebensmittelproduktion?
ISO 22000 und seine Relevanz für die Lebensmittelindustrie
ISO 22000 ist ein weiterer wichtiger Standard, der für die Lebensmittelindustrie von Bedeutung ist. Er legt Anforderungen an ein Managementsystem für die Lebensmittelsicherheit fest und stellt sicher, dass alle Aspekte der Lebensmittelproduktion, einschließlich der Druckluftqualität, berücksichtigt werden. Ein umfassendes Managementsystem, das die Einhaltung von ISO 22000 fördert, hilft dabei, Risiken zu identifizieren und geeignete Maßnahmen zur Sicherstellung der Lebensmittelsicherheit zu implementieren.
Klasse 0 Druckluft und ihre Vorteile
Klasse 0 Druckluft bezieht sich auf ölfreie Druckluft, die keinerlei Verunreinigungen durch Öl oder andere Schadstoffe enthält. Diese hochreine Druckluft ist besonders wichtig in der Lebensmittelproduktion, da sie das Risiko einer Kontamination erheblich reduziert. Die Verwendung von Klasse 0 Druckluft bietet nicht nur Vorteile für die Lebensmittelsicherheit, sondern auch für die Qualität der Endprodukte, da sie eine saubere und hygienische Umgebung gewährleistet.
Überprüfung der Druckluftfilterung
Die regelmäßige Überprüfung der Druckluftfilterung ist ein entscheidender Schritt zur Gewährleistung der Druckluftqualität. Filter spielen eine wichtige Rolle bei der Entfernung von Verunreinigungen, bevor die Druckluft in den Produktionsprozess gelangt. Unternehmen sollten ein System zur regelmäßigen Wartung und Überprüfung ihrer Druckluftfilter implementieren, um sicherzustellen, dass sie effektiv arbeiten und die erforderlichen Standards erfüllen.
Wie funktioniert die Druckluftfilterung in der Lebensmittel- und Getränkeindustrie?
Arten von Filtern zur Sicherstellung der Druckluftqualität
In der Lebensmittel- und Getränkeindustrie kommen verschiedene Arten von Filtern zum Einsatz, um die Druckluftqualität zu gewährleisten. Dazu gehören Partikelfilter, Wasserabscheider und Aktivkohlefilter. Partikelfilter entfernen feste Stoffe und Partikel aus der Druckluft, während Wasserabscheider dafür sorgen, dass kein Wasser in das Druckluftsystem gelangt. Aktivkohlefilter sind hilfreich, um chemische Verunreinigungen zu beseitigen, die die Qualität der Druckluft beeinträchtigen könnten.
Wie die Filterung Verunreinigungen entfernt
Die Filterung von Druckluft erfolgt durch verschiedene Mechanismen, die darauf abzielen, Verunreinigungen zu entfernen. Bei Partikelfiltern geschieht dies durch physikalische Barrieren, die Partikel aus der Luft zurückhalten. Wasserabscheider nutzen die Schwerkraft oder andere Technologien, um Wassertröpfchen aus der Druckluft zu separieren. Die regelmäßige Überwachung und Wartung dieser Filter ist unerlässlich, um sicherzustellen, dass sie effektiv bleiben und die Qualität der Druckluft aufrechterhalten wird.
Regelmäßige Wartung und Überprüfung der Druckluftfilter
Die regelmäßige Wartung und Überprüfung der Druckluftfilter ist von entscheidender Bedeutung, um die Effizienz und Sicherheit der Druckluftsysteme in der Lebensmittelproduktion zu garantieren. Unternehmen sollten einen Wartungsplan erstellen, der regelmäßige Inspektionen, den Austausch von Filtern und die Überprüfung der gesamten Druckluftsysteme umfasst. Durch diese Maßnahmen kann sichergestellt werden, dass die erzeugte Druckluft von hoher Qualität ist und die Lebensmittelsicherheit nicht gefährdet wird.
Was sind die häufigsten Verunreinigungen in Druckluftsystemen?
Wasser und Öl als Kontaminationsquellen
Wasser und Öl sind die häufigsten Verunreinigungen, die in Druckluftsystemen auftreten. Wasser kann in Form von Kondensat entstehen, während Öl oft aus den Kompressoren stammt. Beide Verunreinigungen können erhebliche Auswirkungen auf die Qualität der Druckluft und somit auch auf die Lebensmittelsicherheit haben. Es ist unerlässlich, dass Unternehmen geeignete Maßnahmen ergreifen, um die Ansammlung von Wasser und Öl in ihren Druckluftsystemen zu minimieren und sicherzustellen, dass die erzeugte Druckluft den erforderlichen Qualitätsstandards entspricht. Die Lebensmittelproduktion ist ein komplexer und vielschichtiger Prozess, der eine Vielzahl von Technologien und Verfahren umfasst. Eine der Schlüsseltechnologien, die in der Lebensmittelproduktion weit verbreitet ist, ist die Druckluft. Druckluft wird in verschiedenen Stadien der Produktion eingesetzt, von der Verarbeitung und Verpackung bis hin zur Reinigung und Wartung der Anlagen. In diesem Artikel werden wir die Rolle der Druckluft in der Lebensmittelproduktion detailliert untersuchen, einschließlich ihrer Anwendungen, Vorteile, Herausforderungen und der besten Praktiken für den Einsatz.
Partikel und deren Auswirkungen auf die Lebensmittelproduktion
Partikel in der Druckluft können aus verschiedenen Quellen stammen, darunter Umgebungsstaub, Rost oder Ablagerungen in den Druckluftsystemen. Diese Partikel können in direkten Kontakt mit Lebensmitteln kommen und deren Qualität beeinträchtigen. Daher ist es wichtig, dass Unternehmen, die in der Lebensmittelproduktion tätig sind, geeignete Strategien implementieren, um die Bildung und Ansammlung von Partikeln in ihren Druckluftsystemen zu minimieren.
Strategien zur Minimierung von Verunreinigungen
Um Verunreinigungen in Druckluftsystemen zu minimieren, sollten Unternehmen verschiedene Strategien in Betracht ziehen. Dazu gehören die regelmäßige Wartung der Kompressoren, die Installation hochwertiger Filter und die Überwachung der Druckluftqualität gemäß den ISO-Standards. Durch die Implementierung dieser Strategien kann die Unternehmen sicherstellen, dass die Druckluft in der Lebensmittelproduktion nicht nur effizient, sondern auch sicher ist und die Lebensmittelsicherheit gewährleistet bleibt.
Anwendungen von Druckluft in der Lebensmittelproduktion
Verarbeitung und Herstellung
Druckluft wird in der Lebensmittelverarbeitung häufig verwendet, um Maschinen und Werkzeuge anzutreiben. Sie wird beispielsweise in pneumatischen Fördersystemen eingesetzt, um Rohstoffe wie Mehl, Zucker und Gewürze durch die Produktionslinie zu transportieren. Diese Systeme sind besonders nützlich, da sie eine schonende Handhabung der Materialien ermöglichen und das Risiko von Verunreinigungen minimieren(Gockner et al., 2022, pp. 528–531; Weihs, 2006).
Verpackung
In der Verpackungsphase spielt Druckluft eine entscheidende Rolle. Sie wird verwendet, um Verpackungsmaschinen anzutreiben, die Lebensmittel in Beutel, Dosen oder Flaschen füllen und versiegeln. Druckluft wird auch in Vakuumverpackungssystemen eingesetzt, um die Luft aus den Verpackungen zu entfernen und so die Haltbarkeit der Produkte zu verlängern(“Die Lücke Erfolgreich Geschlossen,” 2021).
Reinigung und Wartung
Druckluft ist ein unverzichtbares Werkzeug für die Reinigung und Wartung von Produktionsanlagen. Sie wird verwendet, um Maschinen und Arbeitsbereiche von Staub, Schmutz und Lebensmittelresten zu befreien. Dies ist besonders wichtig, um die Hygienevorschriften einzuhalten und die Qualität der produzierten Lebensmittel zu gewährleisten(Ruppelt, 2021).
Vorteile des Einsatzes von Druckluft
Vielseitigkeit
Druckluft ist äußerst vielseitig und kann in einer Vielzahl von Anwendungen eingesetzt werden. Sie kann Maschinen antreiben, Materialien transportieren, Verpackungen versiegeln und Reinigungsarbeiten durchführen. Diese Vielseitigkeit macht Druckluft zu einer unverzichtbaren Ressource in der Lebensmittelproduktion(Gockner et al., 2022, pp. 528–531; Weihs, 2006).
Sicherheit
Im Vergleich zu anderen Energiequellen wie Elektrizität oder Hydraulik ist Druckluft relativ sicher. Sie ist nicht brennbar und stellt kein Risiko für elektrische Schläge dar. Dies ist besonders wichtig in der Lebensmittelproduktion, wo die Sicherheit der Mitarbeiter und die Vermeidung von Verunreinigungen oberste Priorität haben(Ruppelt, 2021).
Effizienz
Druckluftsysteme sind in der Regel sehr effizient und können kontinuierlich betrieben werden. Sie ermöglichen eine präzise Steuerung und können leicht an die spezifischen Anforderungen der Produktion angepasst werden. Dies trägt zur Steigerung der Produktivität und zur Reduzierung von Ausfallzeiten bei(Gockner et al., 2022, pp. 528–531; Weihs, 2006).
Herausforderungen und Lösungen
Energieverbrauch
Einer der größten Nachteile von Druckluftsystemen ist ihr hoher Energieverbrauch. Die Erzeugung von Druckluft erfordert eine erhebliche Menge an elektrischer Energie, was zu hohen Betriebskosten führen kann. Um dieses Problem zu lösen, sollten Unternehmen in energieeffiziente Kompressoren und Druckluftsysteme investieren. Regelmäßige Wartung und Überwachung der Systeme können ebenfalls dazu beitragen, den Energieverbrauch zu reduzieren(Ruppelt, 2021).
Feuchtigkeit und Verunreinigungen
Druckluft kann Feuchtigkeit und Verunreinigungen enthalten, die die Qualität der Lebensmittel beeinträchtigen können. Um dies zu verhindern, sollten Druckluftsysteme mit geeigneten Filtern und Trocknern ausgestattet sein. Diese Geräte entfernen Feuchtigkeit, Öl und Partikel aus der Druckluft und gewährleisten so, dass sie sauber und trocken ist(Ruppelt, 2021).
Leckagen
Leckagen in Druckluftsystemen können zu erheblichen Energieverlusten und Kosten führen. Es ist wichtig, regelmäßige Inspektionen durchzuführen und Leckagen sofort zu beheben. Moderne Überwachungssysteme können helfen, Leckagen frühzeitig zu erkennen und zu lokalisieren, sodass sie schnell behoben werden können(Ruppelt, 2021).
Beste Praktiken für den Einsatz von Druckluft
Auswahl der richtigen Ausrüstung
Die Auswahl der richtigen Druckluftausrüstung ist entscheidend für die Effizienz und Zuverlässigkeit des Systems. Unternehmen sollten in hochwertige Kompressoren, Filter und Trockner investieren, die den spezifischen Anforderungen ihrer Produktion entsprechen. Es ist auch wichtig, die Ausrüstung regelmäßig zu warten und zu überprüfen, um sicherzustellen, dass sie ordnungsgemäß funktioniert(Ruppelt, 2021).
Schulung der Mitarbeiter
Die Schulung der Mitarbeiter im Umgang mit Druckluftsystemen ist unerlässlich, um deren effizienten und sicheren Betrieb zu gewährleisten. Mitarbeiter sollten in der Lage sein, die Systeme zu bedienen, Wartungsarbeiten durchzuführen und Probleme zu erkennen und zu beheben. Regelmäßige Schulungen und Auffrischungskurse können dazu beitragen, das Wissen und die Fähigkeiten der Mitarbeiter auf dem neuesten Stand zu halten(Ruppelt, 2021).
Überwachung und Wartung
Regelmäßige Überwachung und Wartung der Druckluftsysteme sind entscheidend, um deren Effizienz und Zuverlässigkeit zu gewährleisten. Unternehmen sollten ein Wartungsprogramm einführen, das regelmäßige Inspektionen, Reinigungen und Reparaturen umfasst. Moderne Überwachungssysteme können helfen, den Zustand der Systeme in Echtzeit zu überwachen und Probleme frühzeitig zu erkennen(Ruppelt, 2021).
Fallstudien und Beispiele
Fallstudie 1: Einsatz von Druckluft in einer Bäckerei
Eine mittelgroße Bäckerei nutzte Druckluft, um ihre Produktionslinien zu betreiben. Die Druckluft wurde verwendet, um Teig zu transportieren, Maschinen anzutreiben und Verpackungen zu versiegeln. Durch die Investition in energieeffiziente Kompressoren und die Implementierung eines regelmäßigen Wartungsprogramms konnte die Bäckerei ihren Energieverbrauch um 20 % senken und die Produktivität um 15 % steigern(Gockner et al., 2022, pp. 528–531; Weihs, 2006).
Fallstudie 2: Druckluft in der Getränkeproduktion
Ein großer Getränkehersteller setzte Druckluft ein, um seine Abfüll- und Verpackungslinien zu betreiben. Die Druckluft wurde auch zur Reinigung der Produktionsanlagen verwendet. Durch die Installation von Filtern und Trocknern konnte der Hersteller die Qualität der Druckluft verbessern und das Risiko von Verunreinigungen minimieren. Dies führte zu einer Verbesserung der Produktqualität und einer Reduzierung der Ausschussrate um 10 %(Ruppelt, 2021).
Zukunftsaussichten und Innovationen
Energieeffiziente Technologien
Die Entwicklung energieeffizienter Drucklufttechnologien ist ein wichtiger Trend in der Lebensmittelproduktion. Neue Kompressoren und Druckluftsysteme sind darauf ausgelegt, den Energieverbrauch zu minimieren und die Effizienz zu maximieren. Unternehmen, die in diese Technologien investieren, können ihre Betriebskosten senken und ihre Umweltbilanz verbessern(Ruppelt, 2021).
Automatisierung und Digitalisierung
Die Automatisierung und Digitalisierung von Druckluftsystemen bieten neue Möglichkeiten zur Verbesserung der Effizienz und Zuverlässigkeit. Moderne Überwachungssysteme können den Zustand der Druckluftsysteme in Echtzeit überwachen und Probleme frühzeitig erkennen. Automatisierte Steuerungssysteme können den Betrieb der Druckluftsysteme optimieren und den Energieverbrauch weiter reduzieren(Ruppelt, 2021).
Nachhaltigkeit und Umweltfreundlichkeit
Nachhaltigkeit und Umweltfreundlichkeit sind wichtige Themen in der Lebensmittelproduktion. Unternehmen suchen nach Möglichkeiten, ihre Druckluftsysteme umweltfreundlicher zu gestalten, indem sie beispielsweise auf erneuerbare Energien umsteigen oder energieeffiziente Technologien einsetzen. Diese Maßnahmen können dazu beitragen, den CO2-Fußabdruck der Unternehmen zu reduzieren und ihre Umweltbilanz zu verbessern(Ruppelt, 2021).
Q: Was sind die Anforderungen an Druckluft in der Lebensmittelproduktion gemäß DIN 8573?
A: Die Anforderungen an Druckluft in der Lebensmittelproduktion sind in der DIN 8573 festgelegt und umfassen verschiedene Klassen, die die Qualität der Druckluft definieren. Insbesondere Klasse 1 ist für Anwendungen geeignet, bei denen die Druckluft direkt mit Lebensmitteln in Berührung kommt.
Q: Warum ist Druckluft für die Lebensmittelproduktion wichtig?
A: Druckluft wird in vielen Bereichen der Lebensmittel- und Getränkeherstellung eingesetzt, um Maschinen zu betreiben, Produkte zu transportieren und Verpackungen zu erzeugen. Die Qualität der Druckluft ist entscheidend, um Kontaminationen zu vermeiden und die Sicherheit der Produkte zu gewährleisten.
Q: Welche Rolle spielt der Drucktaupunkt in der Druckluftversorgung?
A: Der Drucktaupunkt ist ein wichtiger Parameter, da er die maximale Luftfeuchtigkeit angibt, die in der Druckluft vorhanden sein darf. Um eine sichere und zuverlässige Druckluftversorgung zu gewährleisten, ist es wichtig, den Drucktaupunkt je nach Anwendung zu kontrollieren und zu überwachen.
Q: Wie kann Druckluft die Qualität der Produkte in der Lebensmittelherstellung beeinflussen?
A: Druckluft kann die Qualität der Produkte beeinflussen, indem sie potenzielle Kontaminanten wie Öl oder Feuchtigkeit in die Produktionsprozesse einführt. Eine entsprechende Druckluftfiltration, wie z.B. Koaleszenzfilter, ist notwendig, um diese Risiken zu minimieren.
Q: Was sind die gängigen Filtertechnologien zur Aufbereitung von Druckluft?
A: Gängige Filtertechnologien zur Aufbereitung von Druckluft in der Lebensmittelproduktion umfassen Ölfrei-Filter, Koaleszenzfilter und nachgeschaltete Filter. Diese Technologien helfen dabei, Öl, Wasser und Partikel aus der Druckluft zu entfernen und die Qualitätsstandards einzuhalten.
Q: Wie können Stillstandszeiten durch Druckluftsysteme minimiert werden?
A: Stillstandszeiten können durch eine regelmäßige Wartung der Druckluftsysteme, den Einsatz zuverlässiger Technologien sowie durch die Implementierung von Überwachungssystemen zur frühzeitigen Erkennung von Problemen minimiert werden.
Q: Welche Normen sind für die Druckluftversorgung in der Lebensmittel- und Getränkeindustrie relevant?
A: Neben der DIN EN ISO 8573 sind auch Richtlinien der British Compressed Air Society und andere branchenspezifische Standards relevant, die die Anforderungen und Best Practices für die Druckluftversorgung in der Lebensmittel- und Getränkeindustrie festlegen.
Q: Wie kann man sicherstellen, dass die Druckluftversorgung ölfrei ist?
A: Um sicherzustellen, dass die Druckluftversorgung ölfrei ist, sollten Unternehmen öl- und wartungsfreie Kompressoren verwenden, die mit speziellen Filtrationssystemen ausgestattet sind, um Öldampf und andere Verunreinigungen zu entfernen.
Q: Was sind die Risiken von Druckluft, die mit Lebensmitteln in Berührung kommen?
A: Die Risiken umfassen mögliche Kontaminationen durch Öl, Feuchtigkeit oder andere Verunreinigungen, die zu Rückrufaktionen oder Qualitätsverlust führen können. Daher ist es wichtig, geeignete Maßnahmen zur Druckluftfiltration und -überwachung zu implementieren.
Druckluft Messen: So Optimieren Sie Ihren Druckluftverbrauch
Druckluft ist ein unverzichtbarer Bestandteil vieler industrieller Anwendungen. Von der Automatisierungstechnik bis hin zur Lebensmittelverpackung ist die effiziente Nutzung von Druckluftsystemen entscheidend für die Produktivität und Kosteneffektivität. In diesem Artikel erfahren Sie, wie der Druckluftverbrauch gemessen wird, welche Rolle die Druckluftqualität spielt, wie Leckagen identifiziert werden können und welche Techniken zur Optimierung des Druckluftverbrauchs existieren.
Wie wird der Druckluftverbrauch gemessen?
Welche Messgeräte sind für die Druckluftverbrauchsmessung geeignet?
Zur genauen Messung des Druckluftverbrauchs sind verschiedene Messgeräte erforderlich. In der Regel kommen Durchflussmessgeräte zum Einsatz, die den Volumenstrom der Druckluft in Litern pro Minute messen. Diese Geräte können sowohl stationär als auch tragbar sein und bieten oft integrierte Funktionen zur zusätzlichen Druck- und Temperaturmessung. Zu den bekannten Herstellern von solchen Geräten gehört Atlas Copco, die eine Vielzahl von kompakten und leistungsstarken Druckluftzählern anbieten. Die Auswahl des richtigen Messgeräts hängt von den spezifischen Anforderungen der Druckluftanlage und dem gewünschten Messbereich ab. Eine präzise Auswahl und Anwendung dieser Messgeräte ist entscheidend, um den Druckluftverbrauch genau zu messen und potenzielle Einsparungen zu identifizieren.
Wie funktioniert die kontinuierliche Messung des Druckluftverbrauchs?
Die kontinuierliche Messung des Druckluftverbrauchs erfolgt durch den Einsatz von Sensoren, die in die Druckluftleitungen integriert sind. Diese Sensoren erfassen dauerhaft die Druckluftmenge und senden die Messwerte in Echtzeit an ein zentrales Überwachungssystem. Die kontinuierliche Überwachung ermöglicht es, Trends im Verbrauch zu erkennen und sofort auf Abweichungen zu reagieren. Zudem können Daten über lange Zeiträume gesammelt werden, was eine detaillierte Analyse des Druckluftbedarfs ermöglicht. Diese Art der Messung ist besonders nützlich in großen Anlagen, wo der Druckluftverbrauch stark variieren kann, und hilft dabei, Einsparpotenziale zu identifizieren.
Was sind die Vorteile der Verwendung eines Druckluftzählers?
Die Verwendung eines Druckluftzählers bringt zahlreiche Vorteile mit sich. Zunächst einmal ermöglicht er eine präzise Messung des Druckluftverbrauchs, was zu einer besseren Kontrolle der Betriebskosten führt. Darüber hinaus hilft der Druckluftzähler, ineffiziente Prozesse zu identifizieren und Leckagen im System frühzeitig zu erkennen. Ein weiterer Vorteil ist die Möglichkeit, den Druckluftverbrauch zu optimieren, indem gezielte Maßnahmen zur Reduzierung des Verbrauchs umgesetzt werden können. Die Genauigkeit der Messung ist dabei entscheidend, um fundierte Entscheidungen zur Verbesserung der Effizienz zu treffen. Durch die Integration von Druckluftzählern in das Managementsystem einer Druckluftanlage können Unternehmen ihre Ressourcen besser planen und Kosten senken.
Wie beeinflusst die Druckluftqualität die Effizienz?
Was sind die Standards für die Druckluftqualität nach ISO 8573-1?
Die Druckluftqualität ist ein entscheidender Faktor für die Effizienz von Druckluftsystemen. Die Norm ISO 8573-1 definiert die Anforderungen an die Druckluftqualität anhand von verschiedenen Parametern wie Partikelgröße, Feuchtigkeit und Ölgehalt. Diese Standards sind wichtig, um sicherzustellen, dass die Druckluft für industrielle Anwendungen geeignet ist und die Maschinen nicht beschädigt werden. Die Einhaltung dieser Normen kann zudem dazu beitragen, die Lebensdauer der Druckluftanlagen zu verlängern und die Betriebskosten zu senken. Unternehmen sollten regelmäßig die Druckluftqualität messen, um sicherzustellen, dass sie den Anforderungen der ISO 8573-1 entsprechen und optimale Ergebnisse erzielen.
Wie kann die Druckluftqualität gemessen werden?
Die Messung der Druckluftqualität erfolgt in der Regel durch spezielle Messgeräte, die in der Lage sind, die erforderlichen Parameter wie Drucktaupunkt, Partikel und Ölgehalt zu erfassen. Diese Messgeräte sind in verschiedenen Ausführungen erhältlich, von tragbaren Geräten bis hin zu fest installierten Systemen, die eine kontinuierliche Überwachung ermöglichen. Die Anwendung solcher Messgeräte hilft dabei, potenzielle Probleme frühzeitig zu erkennen und die Qualität der Druckluft zu gewährleisten. Eine regelmäßige Messung der Druckluftqualität ist entscheidend für die Aufrechterhaltung der Effizienz in der Druckluftversorgung.
Welche Rolle spielt der Ölgehalt in der Druckluftqualität?
Der Ölgehalt ist ein wesentlicher Parameter, der die Druckluftqualität maßgeblich beeinflusst. Zu viel Öl in der Druckluft kann nicht nur die Leistung der Maschinen beeinträchtigen, sondern auch die Produktqualität in sensiblen Anwendungen, wie der Lebensmittelverpackung, gefährden. Daher ist es wichtig, den Ölgehalt regelmäßig zu messen und sicherzustellen, dass er innerhalb der von der ISO 8573-1 festgelegten Grenzen liegt. Die Verwendung geeigneter Filter und Trennsysteme kann helfen, den Ölgehalt in der Druckluft zu kontrollieren und die Qualität zu verbessern. Eine sorgfältige Überwachung des Ölgehalts trägt dazu bei, die Effizienz der Druckluftsysteme zu optimieren und die Betriebskosten zu senken.
Was sind die häufigsten Leckagen in Druckluftsystemen?
Wie können Leckagen im Druckluftsystem identifiziert werden?
Leckagen in Druckluftsystemen sind ein häufiges Problem, das den Druckluftverbrauch erheblich erhöhen kann. Um Leckagen zu identifizieren, kommen verschiedene Methoden zum Einsatz, darunter akustische Leckageortung und die Verwendung von speziellen Sensoren, die Druckverluste feststellen können. Akustische Leckageortung nutzt den Schall, der von austretender Druckluft erzeugt wird, um Leckagen zu lokalisieren. Darüber hinaus können Infrarotkameras oder spezielle Leckageerkennungssysteme eingesetzt werden, um die Leckagen sichtbar zu machen. Eine systematische Überprüfung der Druckluftleitungen und -anschlüsse sollte regelmäßig erfolgen, um potenzielle Leckagen frühzeitig zu erkennen und zu beheben.
Welche Auswirkungen haben Leckagen auf den Druckluftverbrauch?
Leckagen im Druckluftsystem können erhebliche Auswirkungen auf den Druckluftverbrauch haben. Selbst kleine Leckagen können zu einem erhöhten Verbrauch führen und somit die Betriebskosten in die Höhe treiben. Schätzungen zufolge kann der Druckluftverbrauch durch Leckagen um bis zu 30% steigen. Dies bedeutet, dass Unternehmen nicht nur mehr Energie aufwenden müssen, um die Leckagen auszugleichen, sondern auch hohe Kosten für die ineffiziente Nutzung der Druckluft tragen. Darüber hinaus können Leckagen auch zu einer verminderten Druckluftqualität führen, da die Luft von außen in das System eindringen kann. Daher ist es wichtig, Leckagen sofort zu identifizieren und zu reparieren, um die Effizienz der Druckluftversorgung zu gewährleisten.
Wie können Leckagen effektiv überwacht und repariert werden?
Die effektive Überwachung und Reparatur von Leckagen in Druckluftsystemen erfordert einen systematischen Ansatz. Einige Unternehmen implementieren regelmäßige Inspektionen und Wartungspläne, um sicherzustellen, dass Leckagen rechtzeitig identifiziert werden. Der Einsatz von modernen Überwachungstechnologien, wie z.B. Sensoren zur Leckageüberwachung, kann die Effizienz dieser Maßnahmen erheblich verbessern. Diese Sensoren können kontinuierlich den Druck und die Durchflussrate überwachen und Alarm schlagen, wenn Anomalien festgestellt werden. Bei der Reparatur von Leckagen ist es wichtig, die betroffenen Bereiche gründlich zu inspizieren und die notwendigen Abdichtungen oder Reparaturen vorzunehmen. Eine proaktive Wartung und Überwachung kann nicht nur Leckagen reduzieren, sondern auch die Gesamteffizienz der Druckluftanlage verbessern.
Wie wird die Restfeuchte in Druckluft gemessen?
Warum ist die Messung der Restfeuchte wichtig?
Die Messung der Restfeuchte in Druckluft ist entscheidend, da Feuchtigkeit zu erheblichen Problemen in Druckluftsystemen führen kann. Zu viel Feuchtigkeit kann Korrosion, Verschleiß und sogar Ausfälle von Maschinen verursachen. Darüber hinaus kann die Qualität der produzierten Güter beeinträchtigt werden, insbesondere in sensiblen Anwendungen wie der Lebensmittel- oder Pharmaindustrie. Daher ist es wichtig, die Restfeuchte regelmäßig zu messen und sicherzustellen, dass sie innerhalb der zulässigen Grenzen liegt. Die Kontrolle der Restfeuchte trägt dazu bei, die Effizienz der Druckluftanlage zu gewährleisten und die Lebensdauer der verwendeten Maschinen zu verlängern.
Welche Sensoren sind für die Restfeuchtemessung geeignet?
Für die Messung der Restfeuchte in Druckluft stehen verschiedene Sensoren zur Verfügung. Hygrometer und spezielle Feuchtesensoren sind am häufigsten in Druckluftsystemen im Einsatz. Diese Sensoren können präzise den Drucktaupunkt messen und helfen, die Feuchtigkeit in der Druckluft zu überwachen. Neu entwickelte Sensoren bieten oft verbesserte Genauigkeit und Zuverlässigkeit, sodass Unternehmen in der Lage sind, die Restfeuchte effektiv zu kontrollieren. Die Wahl des geeigneten Sensors hängt von den spezifischen Anforderungen der Anwendung ab und kann einen erheblichen Einfluss auf die Qualität der Druckluft haben.
Wie kann die Restfeuchte die Druckluftqualität beeinflussen?
Die Restfeuchte ist ein kritischer Faktor, der die Druckluftqualität erheblich beeinflussen kann. Hohe Feuchtigkeitswerte können zur Bildung von Kondensat in Druckluftleitungen führen, was wiederum die Effizienz der Druckluftsysteme beeinträchtigen kann. Kondensat kann nicht nur Maschinen beschädigen, sondern auch die Funktion von Druckluftwerkzeugen und -anlagen negativ beeinflussen. Daher ist es unerlässlich, die Restfeuchte genau zu messen und gegebenenfalls Maßnahmen wie den Einsatz von Trocknern und Filtern zu ergreifen, um die Druckluftqualität zu verbessern. Eine effektive Kontrolle der Restfeuchte ist somit unerlässlich, um die Effizienz und die Qualität in der Druckluftversorgung zu gewährleisten.
Wie kann die Druckluftverbrauchsmessung optimiert werden?
Welche Techniken zur Optimierung des Druckluftverbrauchs gibt es?
Die Optimierung des Druckluftverbrauchs kann durch verschiedene Techniken erreicht werden. Eine der effektivsten Methoden ist die Implementierung von Energiemanagementsystemen, die den Druckluftverbrauch kontinuierlich überwachen und analysieren. Durch die Verwendung von Datenanalysen können Unternehmen ineffiziente Prozesse identifizieren und gezielte Maßnahmen zur Reduzierung des Verbrauchs ergreifen. Zudem können Druckluftsysteme mithilfe von Frequenzumrichtern und variablen Drehzahlen optimiert werden, um den Energieverbrauch zu senken. Eine regelmäßige Wartung und Überprüfung der Druckluftanlagen ist ebenfalls entscheidend, um sicherzustellen, dass sie effizient arbeiten und Leckagen oder andere Probleme schnell identifiziert werden.
Wie hilft die Messtechnik bei der Verbesserung der Effizienz?
Die Messtechnik spielt eine zentrale Rolle bei der Verbesserung der Effizienz von Druckluftsystemen. Durch den Einsatz moderner Messgeräte und Sensoren können Unternehmen genaue Daten über den Druckluftverbrauch und die -qualität sammeln. Diese Daten sind entscheidend, um fundierte Entscheidungen über die Optimierung von Prozessen und den Einsatz von Ressourcen zu treffen. Zudem ermöglicht die kontinuierliche Überwachung von Druck, Temperatur und Restfeuchte eine proaktive Wartung der Systeme. Die Integration von Messtechnik in das Management von Druckluftanlagen kann somit zu einer signifikanten Reduzierung des Druckluftverbrauchs und der Betriebskosten führen.
Was sind die besten Praktiken für die Druckluftverbrauchsmessung?
Die besten Praktiken für die Druckluftverbrauchsmessung umfassen eine regelmäßige Kalibrierung der Messgeräte, um die Genauigkeit der Messungen sicherzustellen. Unternehmen sollten zudem ein System zur Dokumentation und Analyse der Verbrauchsdaten implementieren, um Trends zu erkennen und Maßnahmen zur Effizienzsteigerung zu ergreifen. Eine Schulung des Personals in Bezug auf die Bedeutung der Druckluftverbrauchsmessung und die Identifizierung von Leckagen kann ebenfalls dazu beitragen, die Effizienz der Druckluftsysteme zu verbessern. Schließlich ist eine regelmäßige Wartung und Überprüfung der Druckluftanlagen unerlässlich, um sicherzustellen, dass sie optimal arbeiten und der Druckluftverbrauch minimiert wird. Durch die Beachtung dieser Praktiken können Unternehmen die Effizienz ihrer Druckluftversorgung erheblich steigern.
Q: Was ist die Messung der Druckluftqualität?
A: Die Messung der Druckluftqualität bezieht sich auf die Bewertung der Reinheit und Effizienz der Druckluft, die von einem Kompressor erzeugt wird. Dies umfasst die Analyse von Verunreinigungen und den Druckluftverbrauch zu messen, um sicherzustellen, dass die Druckluft den erforderlichen Standards entspricht.
Q: Welche Methoden gibt es zur Messung der Druckluftqualität?
A: Es gibt verschiedene Methoden zur Messung der Druckluftqualität, darunter das kalorimetrische Messprinzip, das eine hohe Messgenauigkeit bietet und oft für die Analyse von Gasen verwendet wird. Die Wahl der Methode hängt von den spezifischen Anforderungen der Drucklufterzeugung ab.
Q: Wie kann ich den Druckluftbedarf eines Systems bestimmen?
A: Der Druckluftbedarf kann durch die Analyse des gesamten Druckluftverbrauchs zu messen ermittelt werden. Dazu gehören Faktoren wie die Anzahl der verwendeten Werkzeuge und Maschinen, deren Stromaufnahme und der Innendurchmesser der Rohrleitungen.
Q: Was sind die wichtigsten Komponenten eines Messsystems für Druckluft?
A: Die wichtigsten Komponenten eines Messsystems für Druckluft umfassen Gehäuse, Sensoren, Alarmrelais zur Überwachung von Abweichungen sowie Trockner zur Entfernung von Feuchtigkeit aus der Druckluft. Optional können auch analoge Ausgänge integriert werden.
Q: Wie kann ich die Temperatur bei der Druckluftmessung berücksichtigen?
A: Bei der Messung der Druckluftqualität ist der Temperaturbereich von Bedeutung. Insbesondere sollten Messungen bei 20 °C durchgeführt werden, um konsistente Ergebnisse zu gewährleisten. Hohe Temperaturen können die Ergebnisse der Druckluftmessung beeinflussen.
Q: Was bedeutet es, wenn ein Messsystem einstellbar ist?
A: Ein einstellbares Messsystem ermöglicht es Benutzern, Parameter wie Druck und Durchflussrate per Tastendruck anzupassen, um spezifische Anforderungen zu erfüllen. Dies ist besonders nützlich, um den Druckluftbedarf flexibel zu steuern und anzupassen.
Q: Wie kann ich Informationen finden, um den Druckluftverbrauch zu optimieren?
A: Um Informationen zu finden, die helfen, den Druckluftverbrauch zu optimieren, können Fachliteratur, technischen Support von Herstellern und Online-Ressourcen genutzt werden. Oft bieten Anbieter von Drucklufttechnik auch Schulungen und Beratungen an.
Q: Was sind mechanisch bewegte Teile in einem Druckluftsystem?
A: Mechanisch bewegte Teile in einem Druckluftsystem sind Komponenten wie Kolben und Ventile, die zur Erzeugung und Regulation von Druckluft dienen. Diese Teile müssen regelmäßig gewartet werden, um eine effiziente Druckluftversorgung sicherzustellen.
Q: Welche Rolle spielt die Kompressorgröße bei der Druckluftmessung?
A: Die Kompressorgröße hat einen direkten Einfluss auf die Effizienz des Druckluftsystems. Eine passende Größe stellt sicher, dass der Druckluftbedarf gedeckt wird, während Über- oder Unterdimensionierung zu erhöhtem Druckluftverbrauch und ineffizientem Betrieb führen kann.
Druckluftqualität nach ISO: Reinheitsklassen und Normen
Die Druckluftqualität ist in vielen industriellen Anwendungen von entscheidender Bedeutung. Sie beeinflusst nicht nur die Effizienz von Produktionsprozessen, sondern auch die Sicherheit und Langlebigkeit von Maschinen. In diesem Artikel werden wir die Reinheitsklassen für Druckluft, die Anforderungen an die Druckluftqualität sowie die Normen, die diese Qualität regeln, näher beleuchten.
Was sind die Reinheitsklassen für Druckluft und warum sind sie wichtig?
Überblick über die Druckluftreinheitsklassen
Die Druckluftreinheitsklassen sind in der Norm ISO 8573-1 festgelegt und bieten einen klaren Rahmen für die Klassifizierung der Qualität von Druckluft. Diese Klassen definieren, welche Verunreinigungen in der Druckluft enthalten sein dürfen und in welchem Maß. Die Reinheitsklassen reichen von Klasse 0, die die höchste Reinheit erfordert, bis zu Klasse 6, wo die Anforderungen an die Reinheit weniger streng sind. Die Klassen 0 bis 2 sind besonders wichtig in sensiblen Anwendungen, wie in der Lebensmittel- oder Pharmaindustrie, wo die Reinheit der Druckluft entscheidend für die Sicherheit der Produkte ist.
Warum sind die Anforderungen an die Druckluftqualität entscheidend?
Die Anforderungen an die Druckluftqualität sind entscheidend, um die Integrität und Effizienz von Produktionsprozessen zu gewährleisten. Verunreinigungen wie Wasser, Öl und Feststoffpartikel können Maschinen erheblich beeinträchtigen. Diese Verunreinigungen können nicht nur die Leistung der Ausrüstung verringern, sondern auch zu Produktionsausfällen führen, die kostspielig sind. Daher ist es unerlässlich, dass Unternehmen die richtigen Maßnahmen zur Druckluftaufbereitung ergreifen, um die geforderten Reinheitsklassen gemäß ISO 8573-1 zu erreichen.
Die Rolle der Norm ISO 8573-1 in der Druckluftqualität
Die Norm ISO 8573-1, die seit 2010 in Kraft ist, stellt die grundlegenden Anforderungen an die Druckluftqualität fest. Sie legt die Kriterien für die verschiedenen Reinheitsklassen fest und definiert, wie die Klassifizierung erfolgt. Diese Norm hat die Druckluftqualität revolutioniert, indem sie eine einheitliche Sprache für Anwender und Anbieter schafft und somit das Verständnis und die Umsetzung der Druckluftqualität nach ISO erleichtert.
Wie wird die Druckluftqualität nach ISO 8573-1 gemessen?
Verunreinigungen in der Druckluft: Arten und Auswirkungen
Die Druckluft kann verschiedene Arten von Verunreinigungen enthalten, die die Qualität erheblich beeinträchtigen. Dazu gehören Wasser, Öl und Feststoffpartikel. Wasser kann zu Korrosion führen, Öl kann die Funktion von pneumatischen Komponenten beeinträchtigen und Feststoffpartikel können zu mechanischen Schäden führen. Die Identifikation und Quantifizierung dieser Verunreinigungen ist entscheidend, um die Anforderungen an die Druckluftqualität zu erfüllen und die gewünschten Reinheitsklassen zu erreichen.
Messmethoden für Partikel, Wasser und Öl in der Druckluft
Zur Messung der Druckluftqualität nach ISO 8573-1 gibt es verschiedene Methoden. Partikel werden häufig durch Filtermethoden oder Laserpartikelzähler gemessen. Für die Bestimmung des Wassergehalts wird oft der Drucktaupunkt verwendet, während der Ölgehalt durch chemische Analysen oder spezielle Detektionsmethoden ermittelt wird. Die Ergebnisse dieser Messungen helfen dabei, die Druckluftaufbereitung zu optimieren und die Anforderungen der jeweiligen Reinheitsklasse zu erfüllen.
Die Bedeutung des Drucktaupunkts für die Luftqualität
Der Drucktaupunkt ist eine kritische Kennzahl für die Qualität der Druckluft. Er gibt an, bei welcher Temperatur die Luft beginnt, Wasser zu kondensieren. Ein niedriger Drucktaupunkt ist ein Indikator für eine hohe Druckluftqualität, da er darauf hinweist, dass nur sehr wenig Wasser in der Luft vorhanden ist. In vielen Anwendungen ist es notwendig, dass der Drucktaupunkt mindestens 10 °C unter der Umgebungstemperatur liegt, um eine optimale Druckluftqualität zu gewährleisten.
Welche Filter sind für die Druckluftaufbereitung erforderlich?
Auswahl des richtigen Filters für verschiedene Anwendungen
Die Auswahl der richtigen Filter ist entscheidend für die Druckluftaufbereitung. Je nach Anwendung müssen unterschiedliche Filtertypen eingesetzt werden, um die geforderte Druckluftqualität zu erreichen. Beispielsweise sind in der Lebensmittelindustrie Filter der Klasse 0 erforderlich, um sicherzustellen, dass keine Verunreinigungen in die Produkte gelangen. In weniger kritischen Anwendungen können Filter der Klassen 1 oder 2 ausreichend sein. Es ist wichtig, dass Anwender die spezifischen Anforderungen ihrer Anwendungen verstehen, um die richtigen Entscheidungen zu treffen.
Filterklassen und ihre Bedeutung für die Druckluftreinheit
Filterklassen sind ein weiterer wichtiger Aspekt der Druckluftqualität. Diese Klassen geben an, welche Verunreinigungen ein Filter entfernen kann und wie effektiv er arbeitet. Filter der höheren Klassen sind in der Regel teurer, bieten jedoch eine bessere Filterleistung. Die Wahl des richtigen Filters ist entscheidend, um die Reinheit der Druckluft auf dem geforderten Niveau zu halten, insbesondere in industriellen Anwendungen, in denen die Anforderungen an die Druckluftqualität sehr streng sind.
Tipps zur Wartung und Überprüfung von Druckluftfiltern
Um die Druckluftqualität aufrechtzuerhalten, ist eine regelmäßige Wartung und Überprüfung der Druckluftfilter unerlässlich. Es empfiehlt sich, die Filter gemäß den Empfehlungen des Herstellers zu wechseln und regelmäßig auf Verstopfungen oder Schäden zu überprüfen. Eine proaktive Wartung kann dazu beitragen, die Effizienz des Systems zu maximieren und die Standzeiten zu minimieren, was letztendlich zu einer besseren Druckluftqualität führt.
Welche Anforderungen an die Druckluftqualität gelten für verschiedene Anwendungen?
Industrieanwendungen und ihre spezifischen Qualitätsanforderungen
Industrieanwendungen variieren stark in Bezug auf die Anforderungen an die Druckluftqualität. In der Automobilindustrie beispielsweise sind die Anforderungen oft weniger streng als in der Pharma- oder Lebensmittelindustrie. Hier sind spezifische Reinheitsklassen gefordert, um sicherzustellen, dass keine Verunreinigungen die Produkte beeinträchtigen. Daher müssen Unternehmen die spezifischen Anforderungen ihrer Branche kennen und geeignete Maßnahmen zur Druckluftaufbereitung treffen.
Die Bedeutung der Reinheitsklasse 0 in der Lebensmittelindustrie
In der Lebensmittelindustrie ist die Einhaltung der Reinheitsklasse 0 von entscheidender Bedeutung. Diese Klasse stellt sicher, dass die Druckluft keine schädlichen Verunreinigungen wie Öl, Wasser oder Partikel enthält. Die Nichteinhaltung dieser Anforderungen kann schwerwiegende Folgen haben, darunter Produkte, die nicht den Gesundheitsstandards entsprechen. Daher investieren viele Unternehmen in fortschrittliche Druckluftaufbereitungssysteme, um die geforderten Reinheitsklassen zu erreichen und die Sicherheit ihrer Produkte zu gewährleisten.
Wie unterschiedliche Branchen die Druckluftqualität beeinflussen
Verschiedene Branchen haben unterschiedliche Anforderungen an die Druckluftqualität, die sich aus den spezifischen Anwendungen ergeben. In der Elektronikindustrie beispielsweise ist die Reinheit der Druckluft von entscheidender Bedeutung, um das Risiko von Kontaminationen zu minimieren, während in der Bauindustrie möglicherweise weniger strenge Anforderungen gelten. Die Unternehmen müssen die branchenspezifischen Anforderungen an die Druckluftqualität kennen und geeignete Maßnahmen zur Aufbereitung und Überwachung der Druckluft ergreifen, um sicherzustellen, dass sie die geforderten Reinheitsklassen erfüllen.
Wie kann man die Druckluftqualität verbessern und aufrechterhalten?
Strategien zur Druckluftaufbereitung und -optimierung
Die Verbesserung und Aufrechterhaltung der Druckluftqualität erfordert strategische Ansätze zur Druckluftaufbereitung. Dazu gehören die Implementierung effektiver Filter- und Trocknungssysteme sowie die regelmäßige Überwachung der Druckluftqualität. Unternehmen sollten auch in Schulungsprogramme für ihre Mitarbeiter investieren, um sicherzustellen, dass die besten Praktiken bei der Druckluftaufbereitung eingehalten werden. Eine systematische Analyse der Druckluftsysteme kann helfen, Ineffizienzen zu identifizieren und die Gesamtqualität der Druckluft zu verbessern.
Technologien zur Verbesserung der Druckluftqualität
In den letzten Jahren haben sich verschiedene Technologien zur Verbesserung der Druckluftqualität entwickelt. Dazu gehören innovative Filtertechnologien, die eine effektivere Entfernung von Verunreinigungen ermöglichen, sowie moderne Trocknungssysteme, die die Feuchtigkeit in der Druckluft reduzieren. Auch die Verwendung von Sensoren zur Überwachung der Druckluftqualität in Echtzeit gewinnt zunehmend an Bedeutung. Diese Technologien tragen dazu bei, die Anforderungen an die Druckluftqualität nach ISO 8573-1 besser zu erfüllen und die Effizienz von Produktionsprozessen zu steigern.
Best Practices für die Überwachung der Druckluftqualität
Die Überwachung der Druckluftqualität sollte ein fortlaufender Prozess sein, der in das Managementsystem eines Unternehmens integriert ist. Regelmäßige Prüfungen und Messungen sind notwendig, um sicherzustellen, dass die Druckluft die geforderten Reinheitsklassen erfüllt. Die Verwendung von Prüfgeräten und die Dokumentation der Ergebnisse sind wichtige Schritte, um die Qualität der Druckluft zu gewährleisten. Unternehmen sollten auch bereit sein, Anpassungen an ihren Druckluftsystemen vorzunehmen, um die Qualität kontinuierlich zu verbessern und den sich ändernden Anforderungen gerecht zu werden.
Q: Warum sind die Anforderungen an die Reinheit von Druckluft wichtig?
A: Die Anforderungen an die Reinheit von Druckluft sind entscheidend, um die einwandfreie Funktion eines pneumatischen Systems sicherzustellen. Schmutzstoffe in der Druckluft können die Leistung und Lebensdauer von Maschinen beeinträchtigen.
Q: Was beinhaltet die ISO 8573 für die Klassifizierung von Druckluft?
A: Die ISO 8573 beschreibt die Reinheitsklassen für Druckluft und legt fest, welche Schmutzstoffe in welcher Menge pro Kubikmeter Luft enthalten sein dürfen. Sie bietet eine Tabelle, die die verschiedenen Qualitätsklassen definiert.
Q: Was bedeutet die Klassifizierung von Luft in Klasse 0?
A: Luft der Klasse 0 unterliegt den strengsten Anforderungen und ist praktisch frei von Schmutzstoffen. Diese Klasse ist besonders wichtig für Anwendungen, bei denen höchste Reinheit erforderlich ist, wie in der Lebensmittel- oder Pharmaindustrie.
Q: Welche Qualität hat die Druckluft der Klasse 2?
A: Druckluft der Klasse 2 hat bestimmte festgelegte Maximalgehalte an Schmutzstoffen, die jedoch weniger streng sind als die Anforderungen für die Verwendung in Klasse 1. Diese Klasse kann in weniger kritischen Anwendungen eingesetzt werden.
Q: Wie erfolgt die Klassifizierung der Druckluft?
A: Die Klassifizierung erfolgt durch die Analyse von Luftproben, bei der die Konzentration von Schmutzstoffen gemessen und mit den Anforderungen der ISO 8573 verglichen wird. Anhand dieser Analyse wird die Reinheitsklasse bestimmt.
Q: Was sind die gängigen Reinheitsklassen bei Druckluft?
A: Die gängigsten Reinheitsklassen bei Druckluft sind Klasse 0, Klasse 1, Klasse 2 und Klasse 3. Jede Klasse hat spezifische Anforderungen an den maximalen Gehalt an Schmutzstoffen, die in der Druckluft enthalten sein dürfen.
Q: Warum sollten Unternehmen die Anforderungen an die Druckluftqualität umsetzen?
A: Unternehmen sollten die Anforderungen an die Druckluftqualität umsetzen, um Schäden an Maschinen zu vermeiden, die Effizienz zu steigern und die Betriebskosten zu senken. Eine hohe Druckluftqualität reduziert den Aufwand bei der Aufbereitung und Wartung.
Q: Wie kann ich die Druckluftqualität in meinem Betrieb verbessern?
A: Um die Druckluftqualität zu verbessern, sollten regelmäßige Wartungen der Kompressoren durchgeführt, entsprechende Filteranlagen installiert und die Luft regelmäßig auf die Einhaltung der festgelegten Reinheitsklassen überprüft werden.
Der Taupunkt in Druckluft ist ein fundamentaler Parameter in der Pneumatik und Drucklufttechnik, der eine präzise Charakterisierung des Feuchtigkeitsgehalts in komprimierter Luft ermöglicht. Per definitionem bezeichnet der Taupunkt jene Temperatur, bei der die relative Luftfeuchtigkeit 100% erreicht und folglich Wasserdampf zu kondensieren beginnt. Im Kontext von Druckluftsystemen ist diese Größe von besonderer Relevanz, da sie unter Berücksichtigung des erhöhten Drucks betrachtet werden muss.
Die mathematische Beschreibung des Taupunkts basiert auf der Clausius-Clapeyron-Gleichung, die den Zusammenhang zwischen Dampfdruck und Temperatur beschreibt:
𝑑𝑝𝑑𝑇=𝐿𝑇(𝑉𝑔−𝑉𝑓)dTdp=T(Vg−Vf)L
Hierbei steht 𝑝p für den Dampfdruck, 𝑇T für die absolute Temperatur, 𝐿L für die spezifische Verdampfungswärme, und 𝑉𝑔Vg bzw. 𝑉𝑓Vf für die spezifischen Volumina von Gas und Flüssigkeit.
In Druckluftsystemen wird oft der Drucktaupunkt (DTp) verwendet, der den Taupunkt bei einem spezifischen Druck angibt. Die Umrechnung zwischen atmosphärischem Taupunkt (ATp) und Drucktaupunkt erfolgt mittels komplexer thermodynamischer Beziehungen, die in der Praxis oft durch empirische Näherungsformeln approximiert werden.
Es ist wichtig zu betonen, dass diese Formel nur eine Annäherung darstellt und bei extremen Drücken oder Temperaturen signifikante Abweichungen aufweisen kann. Für präzise Berechnungen in kritischen Anwendungen sind komplexere Modelle oder experimentelle Daten erforderlich.
B. Bedeutung der Taupunktmessung für industrielle Anwendungen
Die Taupunktmessung in Druckluftsystemen ist von immenser Bedeutung für eine Vielzahl industrieller Prozesse und Anwendungen. Ihre Relevanz erstreckt sich über verschiedene Aspekte der Produktion, Qualitätssicherung und Anlagenwartung.
Prozesssicherheit und Produktqualität: In vielen industriellen Fertigungsprozessen, insbesondere in der Lebensmittel-, Pharma- und Elektronikindustrie, kann unkontrollierte Feuchtigkeit in der Druckluft zu erheblichen Qualitätseinbußen oder sogar zum vollständigen Ausschuss von Produkten führen. Die präzise Überwachung und Kontrolle des Taupunkts ermöglicht es, die Luftfeuchtigkeit innerhalb der für den jeweiligen Prozess zulässigen Grenzen zu halten. Beispielsweise kann in der Lebensmittelverpackung eine zu hohe Luftfeuchtigkeit das Wachstum von Mikroorganismen begünstigen, während in der Halbleiterproduktion selbst geringste Feuchtigkeitsmengen zu Korrosion oder elektrischen Kurzschlüssen führen können.
Anlageneffizienz und Energieeinsparung: Die Entfeuchtung von Druckluft ist ein energieintensiver Prozess. Eine präzise Taupunktmessung ermöglicht eine bedarfsgerechte Steuerung der Trocknungsanlagen, was zu erheblichen Energieeinsparungen führen kann. Studien haben gezeigt, dass eine Optimierung der Drucklufttrocknung basierend auf Taupunktmessungen Energieeinsparungen von bis zu 30% ermöglichen kann.
Anlagenschutz und Wartungsoptimierung: Kondensation in Druckluftsystemen kann zu Korrosion, vorzeitigem Verschleiß von Komponenten und erhöhtem Wartungsaufwand führen. Durch kontinuierliche Taupunktüberwachung können potenzielle Probleme frühzeitig erkannt und präventive Wartungsmaßnahmen eingeleitet werden. Dies trägt zur Verlängerung der Lebensdauer von Anlagenkomponenten und zur Reduzierung von Ausfallzeiten bei.
Compliance und Qualitätsstandards: In vielen Industriezweigen existieren strenge Normen und Richtlinien bezüglich der Druckluftqualität. Die ISO 8573-1:2010 beispielsweise definiert Qualitätsklassen für Druckluft, wobei der Taupunkt ein entscheidendes Kriterium darstellt. Eine präzise und dokumentierte Taupunktmessung ist oft unerlässlich, um die Einhaltung dieser Standards nachzuweisen und regulatorische Anforderungen zu erfüllen.
Prozessoptimierung und Automatisierung: In modernen Industrie 4.0-Umgebungen dient die Taupunktmessung als wichtiger Eingabeparameter für übergeordnete Prozesssteuerungssysteme. Die Echtzeitdaten ermöglichen eine dynamische Anpassung von Produktionsparametern und tragen zur Gesamtoptimierung der Fertigungsprozesse bei.
Ökologische Aspekte: Eine effiziente Kontrolle des Taupunkts kann indirekt zur Reduzierung des ökologischen Fußabdrucks beitragen. Durch die Vermeidung von Übertrocknung und die damit verbundene Energieeinsparung werden CO2-Emissionen reduziert. Zudem kann eine optimierte Druckluftqualität die Lebensdauer von Produkten verlängern und somit Ressourcen schonen.
Wirtschaftliche Implikationen: Die Implementierung einer präzisen Taupunktmessung und -kontrolle erfordert zwar initial Investitionen, führt jedoch langfristig zu erheblichen Kosteneinsparungen. Diese resultieren aus reduziertem Energieverbrauch, vermindertem Wartungsaufwand, verbesserter Produktqualität und verringertem Ausschuss. Studien zeigen, dass sich Investitionen in fortschrittliche Taupunktmesssysteme oft innerhalb weniger Jahre amortisieren.
Zusammenfassend lässt sich feststellen, dass die Taupunktmessung in Druckluftsystemen weit mehr als eine reine Feuchtigkeitskontrolle darstellt. Sie ist ein integraler Bestandteil moderner industrieller Prozesse, der signifikant zur Effizienzsteigerung, Qualitätssicherung und Nachhaltigkeit beiträgt. Die kontinuierliche Weiterentwicklung von Messtechnologien und ihre Integration in vernetzte Produktionsumgebungen unterstreichen die wachsende Bedeutung dieses Aspekts der Drucklufttechnik für die Industrie der Zukunft.
II. Grundlagen der Taupunktmessung
A. Physikalische Prinzipien
Die Taupunktmessung basiert auf fundamentalen physikalischen Prinzipien, die eng mit der Thermodynamik und der Phasenübergänge von Wasser verknüpft sind. Der Taupunkt ist definiert als die Temperatur, bei der die Luftfeuchtigkeit zu kondensieren beginnt, wenn die Luft bei konstantem Druck abgekühlt wird. An diesem Punkt erreicht die relative Luftfeuchtigkeit 100%.
Das zentrale physikalische Prinzip, das der Taupunktmessung zugrunde liegt, ist das Gleichgewicht zwischen flüssiger und gasförmiger Phase des Wassers. Dieses Gleichgewicht wird durch die Clausius-Clapeyron-Gleichung beschrieben:
𝑑𝑝𝑑𝑇=𝐿𝑇(𝑉𝑔−𝑉𝑓)dTdp=T(Vg−Vf)L
Hierbei ist 𝑝p der Dampfdruck, 𝑇T die absolute Temperatur, 𝐿L die spezifische Verdampfungswärme, und 𝑉𝑔Vg bzw. 𝑉𝑓Vf die spezifischen Volumina von Gas und Flüssigkeit.
In der Praxis der Taupunktmessung werden verschiedene physikalische Effekte ausgenutzt:
Kondensation und Verdunstung: Viele Taupunktmessgeräte basieren auf der Beobachtung der Kondensation auf einer gekühlten Oberfläche. Die Temperatur, bei der sich der erste Kondensationsfilm bildet, entspricht dem Taupunkt.
Wärmetransfer: Die latente Wärme, die bei der Kondensation freigesetzt wird, kann zur Taupunktbestimmung genutzt werden. Einige Sensoren messen den Wärmefluss, der mit der Kondensation oder Verdunstung von Wasser auf einer Oberfläche verbunden ist.
Optische Eigenschaften: Die Lichtstreuung oder -reflexion an kondensierten Wassertröpfchen kann zur Taupunktdetektion verwendet werden.
Elektrische Eigenschaften: Die Änderung der elektrischen Kapazität oder des Widerstands eines hygroskopischen Materials in Abhängigkeit von der absorbierten Feuchtigkeit wird in kapazitiven oder resistiven Feuchtesensoren genutzt.
Spektroskopische Methoden: Die Absorption von Infrarotstrahlung durch Wassermoleküle kann zur präzisen Bestimmung der Wasserdampfkonzentration und damit des Taupunkts verwendet werden.
B. Zusammenhang zwischen Druck, Temperatur und Feuchtigkeit in Druckluft
In Druckluftsystemen ist das Verständnis des Zusammenhangs zwischen Druck, Temperatur und Feuchtigkeit von entscheidender Bedeutung für die korrekte Interpretation von Taupunktmessungen. Die Beziehung zwischen diesen Parametern wird durch mehrere thermodynamische Gesetze und Prinzipien beschrieben:
Ideales Gasgesetz: Obwohl Wasserdampf in Druckluft nicht perfekt dem idealen Gasgesetz folgt, bietet es eine gute Näherung für viele praktische Anwendungen: 𝑝𝑉=𝑛𝑅𝑇pV=nRT Hierbei ist 𝑝p der Druck, 𝑉V das Volumen, 𝑛n die Stoffmenge, 𝑅R die universelle Gaskonstante und 𝑇T die absolute Temperatur.
Dalton’sches Gesetz der Partialdrücke: Der Gesamtdruck in einem Druckluftsystem ist die Summe der Partialdrücke seiner Komponenten, einschließlich des Wasserdampfs: 𝑝𝑔𝑒𝑠𝑎𝑚𝑡=𝑝𝐿𝑢𝑓𝑡+𝑝𝐻2𝑂pgesamt=pLuft+pH2O
Sättigungsdampfdruck: Der Sättigungsdampfdruck des Wassers ist eine Funktion der Temperatur und kann durch die Antoine-Gleichung approximiert werden: log10(𝑝𝑠𝑎𝑡)=𝐴−𝐵𝐶+𝑇log10(psat)=A−C+TB wobei 𝐴A, 𝐵B und 𝐶C empirisch bestimmte Konstanten sind.
Relative Feuchtigkeit: Sie ist definiert als das Verhältnis des aktuellen Wasserdampfpartialdrucks zum Sättigungsdampfdruck bei der gegebenen Temperatur: 𝑅𝐻=𝑝𝐻2𝑂𝑝𝑠𝑎𝑡×100%RH=psatpH2O×100%
Drucktaupunkt: In Druckluftsystemen ist der Drucktaupunkt (DTp) von besonderer Bedeutung. Er ist definiert als die Temperatur, bei der Wasserdampf bei einem bestimmten Druck zu kondensieren beginnt. Die Umrechnung zwischen atmosphärischem Taupunkt (ATp) und Drucktaupunkt kann näherungsweise durch folgende Formel erfolgen: 𝐷𝑇𝑝=𝐴𝑇𝑝+14.0⋅log10(𝑝/101.325)DTp=ATp+14.0⋅log10(p/101.325) wobei 𝑝p der absolute Druck in kPa ist.
Mollier-Diagramm: Dieses psychrometrische Diagramm stellt die Beziehungen zwischen Temperatur, Feuchtigkeit und Enthalpie grafisch dar und ist ein nützliches Werkzeug für die Analyse von Druckluftsystemen.
Adiabatische Expansion: Bei der Expansion von Druckluft kommt es zu einer Temperaturabsenkung, die durch die Poisson-Gleichung beschrieben wird: 𝑇2𝑇1=(𝑝2𝑝1)𝛾−1𝛾T1T2=(p1p2)γγ−1 Hierbei ist 𝛾γ der Adiabatenexponent.
Die Komplexität dieser Zusammenhänge macht deutlich, warum die präzise Messung und Interpretation des Taupunkts in Druckluftsystemen eine Herausforderung darstellt. In der Praxis müssen Taupunktmessgeräte oft für spezifische Druckbereiche kalibriert werden, und die Umrechnung zwischen verschiedenen Druckniveaus erfordert sorgfältige Berücksichtigung der thermodynamischen Beziehungen.
Zudem ist zu beachten, dass reale Gase, insbesondere bei hohen Drücken, vom idealen Gasverhalten abweichen können. In solchen Fällen müssen komplexere Zustandsgleichungen wie die Van-der-Waals-Gleichung oder die Virial-Gleichung herangezogen werden, um eine präzise Beschreibung des Systems zu erhalten.
Die Beherrschung dieser physikalischen Prinzipien und thermodynamischen Zusammenhänge ist unerlässlich für die Entwicklung präziser Taupunktmessgeräte und die korrekte Interpretation ihrer Messwerte in Druckluftsystemen.
III. Messmethoden für den Taupunkt in Druckluft
Die präzise Messung des Taupunkts in Druckluftsystemen ist von entscheidender Bedeutung für viele industrielle Anwendungen. Im Folgenden werden die wichtigsten Messmethoden vorgestellt und diskutiert.
A. Optische Verfahren
Optische Verfahren zur Taupunktmessung basieren auf der Beobachtung der Kondensation oder Lichtstreuung an Wassertröpfchen. Zu den wichtigsten optischen Methoden gehören:
Gekühlter Spiegel-Taupunktmesser: Diese Methode gilt als Referenzverfahren für Taupunktmessungen. Ein Spiegel wird gekühlt, bis sich Kondensat bildet. Die Temperatur, bei der dies geschieht, entspricht dem Taupunkt. Die Kondensatbildung wird durch optische Detektion der Lichtreflexion am Spiegel erkannt. Diese Methode ist sehr genau, aber relativ langsam und anfällig für Verschmutzungen.
Laser-basierte Methoden: Hier wird die Lichtstreuung an Wassertröpfchen in der Gasphase gemessen. Diese Methoden sind schneller als gekühlte Spiegel, aber weniger genau bei sehr niedrigen Feuchten.
Spektroskopische Verfahren: Absorptionsspektroskopie, insbesondere im nahen Infrarotbereich, kann zur Bestimmung der Wasserdampfkonzentration und damit des Taupunkts verwendet werden. Diese Methoden sind schnell und berührungslos, erfordern aber eine sorgfältige Kalibrierung.
Optische Verfahren bieten den Vorteil der Berührungslosigkeit und können auch bei hohen Drücken eingesetzt werden. Allerdings können sie durch Verunreinigungen in der Druckluft beeinträchtigt werden.
B. Kapazitive Sensoren
Kapazitive Sensoren nutzen die Änderung der Dielektrizitätskonstante eines hygroskopischen Materials in Abhängigkeit von der Luftfeuchtigkeit. Diese Sensoren bestehen typischerweise aus zwei Elektroden, zwischen denen sich ein feuchtigkeitsempfindliches Dielektrikum befindet.
Vorteile kapazitiver Sensoren:
Schnelle Ansprechzeit
Gute Langzeitstabilität
Kompakte Bauweise
Kostengünstig
Nachteile:
Begrenzte Genauigkeit bei sehr niedrigen Feuchten
Mögliche Hysterese-Effekte
Empfindlichkeit gegenüber Kondensation
Für die Anwendung in Druckluftsystemen müssen kapazitive Sensoren speziell angepasst werden, um den hohen Drücken standzuhalten. Oft werden sie in Kombination mit Druckreduktionsventilen eingesetzt.
C. Lithiumchlorid-Feuchtesensoren
Lithiumchlorid-Feuchtesensoren, auch als Taupunktspiegel bekannt, nutzen die hygroskopischen Eigenschaften von Lithiumchlorid. Der Sensor besteht aus einer mit Lithiumchlorid beschichteten Oberfläche, die elektrisch beheizt wird.
Funktionsprinzip:
Das Lithiumchlorid absorbiert Feuchtigkeit aus der Umgebungsluft.
Die elektrische Leitfähigkeit der Beschichtung ändert sich mit der absorbierten Feuchtigkeit.
Die Heizleistung wird so geregelt, dass die Temperatur der Beschichtung konstant bleibt.
Die benötigte Heizleistung ist ein Maß für den Taupunkt.
Vorteile:
Hohe Genauigkeit, insbesondere bei niedrigen Feuchten
Gute Langzeitstabilität
Unempfindlich gegenüber vielen Verunreinigungen
Nachteile:
Relativ langsame Ansprechzeit
Regelmäßige Wartung erforderlich (Erneuerung der LiCl-Beschichtung)
Eingeschränkter Messbereich (typischerweise bis -70°C Taupunkt)
Lithiumchlorid-Sensoren werden häufig in industriellen Anwendungen eingesetzt, wo hohe Genauigkeit bei niedrigen Feuchten gefordert ist.
D. Andere Messverfahren
Psychrometer: Klassische Methode, die auf dem Prinzip der Verdunstungskühlung basiert. In Druckluftsystemen aufgrund der notwendigen Druckanpassung nur begrenzt einsetzbar.
Piezoelektrische Sensoren: Nutzen die Änderung der Resonanzfrequenz eines Quarzkristalls bei Feuchtigkeitsadsorption. Schnelle Ansprechzeit, aber begrenzte Genauigkeit.
Fiberoptische Sensoren: Basieren auf der Änderung der optischen Eigenschaften einer feuchtigkeitsempfindlichen Beschichtung auf einer Glasfaser. Bieten Vorteile in explosionsgefährdeten Bereichen.
Impedanz-basierte Sensoren: Messen die Änderung der elektrischen Impedanz eines feuchtigkeitsempfindlichen Materials. Kostengünstig, aber oft weniger genau als andere Methoden.
Thermische Leitfähigkeitssensoren: Nutzen die Änderung der thermischen Leitfähigkeit von Luft in Abhängigkeit vom Feuchtigkeitsgehalt. Einfach und robust, aber anfällig für Querempfindlichkeiten.
Die Wahl der geeigneten Messmethode hängt von verschiedenen Faktoren ab, darunter:
In der Praxis werden oft mehrere Methoden kombiniert, um die Vorteile verschiedener Ansätze zu nutzen und die Zuverlässigkeit der Messungen zu erhöhen. Zudem ist eine regelmäßige Kalibrierung der Sensoren unerlässlich, um genaue und verlässliche Messergebnisse zu gewährleisten.
IV. Technische Umsetzung der Taupunktmessung
A. Aufbau von Taupunktmessgeräten
Taupunktmessgeräte basieren auf verschiedenen physikalischen Prinzipien, wobei die am häufigsten verwendeten Methoden die Spiegelkühlung, kapazitive Sensoren und optische Hygrometer sind.
Spiegelkühlungshygrometer: Diese Geräte gelten als Referenzmethode für präzise Taupunktmessungen. Sie bestehen aus einem gekühlten Spiegel, einer Lichtquelle, einem Photodetektor und einem Präzisionsthermometer. Der Spiegel wird gekühlt, bis sich Kondensat bildet. Die Temperatur, bei der dies geschieht, entspricht dem Taupunkt. Die Kondensatbildung wird durch die Änderung der Lichtreflexion am Spiegel detektiert. Vorteile:
Hohe Genauigkeit (typischerweise ±0,1°C)
Weiter Messbereich (typisch -80°C bis +95°C Taupunkt)
Nachteile:
Relativ langsame Ansprechzeit
Anfällig für Verschmutzungen
Hohe Kosten
Kapazitive Sensoren: Diese Sensoren nutzen die Änderung der Dielektrizitätskonstante eines hygroskopischen Materials in Abhängigkeit von der Luftfeuchtigkeit. Sie bestehen aus zwei Elektroden, zwischen denen sich ein feuchtigkeitsempfindliches Dielektrikum befindet. Vorteile:
Schnelle Ansprechzeit
Kompakte Bauweise
Kostengünstig
Nachteile:
Begrenzte Genauigkeit bei sehr niedrigen Feuchten
Mögliche Hysterese-Effekte
Optische Hygrometer: Diese Geräte nutzen die Absorption von Infrarotstrahlung durch Wassermoleküle. Sie bestehen aus einer IR-Quelle, einer Messzelle und einem IR-Detektor. Vorteile:
Berührungslose Messung
Schnelle Ansprechzeit
Geeignet für hohe Temperaturen und aggressive Medien
Nachteile:
Hohe Kosten
Querempfindlichkeiten zu anderen Gasen möglich
B. Integration in Druckluftsysteme
Die Integration von Taupunktmessgeräten in Druckluftsysteme erfordert besondere Aufmerksamkeit, da die Messbedingungen oft von den Normalbedingungen abweichen.
Druckanpassung: Da der Taupunkt druckabhängig ist, muss entweder eine Druckanpassung vorgenommen oder der Drucktaupunkt gemessen werden. Häufig werden Druckreduzierstationen vor dem Messgerät eingesetzt, um auf einen definierten Druck zu reduzieren.
Probenahme: Die Probenahme sollte repräsentativ für das gesamte System sein. Oft werden Bypass-Leitungen verwendet, um einen kontinuierlichen Probenstrom zu gewährleisten.
Filterung: Um Verschmutzungen und Ölrückstände zu vermeiden, die die Messung beeinträchtigen können, werden häufig Feinfilter vor dem Messgerät installiert.
Temperaturanpassung: Bei großen Temperaturunterschieden zwischen Prozess und Umgebung muss eine Temperaturanpassung erfolgen, um Kondensation in den Messleitungen zu vermeiden.
C. Kontinuierliche vs. diskontinuierliche Messung (Fehler, 1986)
Die Wahl zwischen kontinuierlicher und diskontinuierlicher Messung hängt von den spezifischen Anforderungen des Prozesses ab.
Kontinuierliche Messung: Bei dieser Methode wird der Taupunkt ständig überwacht. Dies ist besonders wichtig in Prozessen, wo schnelle Änderungen der Feuchtigkeit auftreten können oder wo eine konstante Überwachung aus Qualitäts- oder Sicherheitsgründen erforderlich ist. Vorteile:
Echtzeitüberwachung
Möglichkeit zur automatischen Regelung
Frühzeitige Erkennung von Trends und Anomalien
Nachteile:
Höhere Investitionskosten
Höherer Wartungsaufwand
Diskontinuierliche Messung: Hierbei wird der Taupunkt in regelmäßigen Intervallen oder bei Bedarf gemessen. Diese Methode wird oft in Systemen eingesetzt, wo sich die Feuchtigkeit nur langsam ändert oder wo gelegentliche Stichproben ausreichen. Vorteile:
Geringere Kosten
Weniger Wartungsaufwand
Flexibler Einsatz des Messgeräts an verschiedenen Messpunkten
Nachteile:
Keine kontinuierliche Überwachung
Mögliches Übersehen von kurzzeitigen Schwankungen
Fehler (1986) betont in seiner Arbeit die Bedeutung der richtigen Auswahl zwischen kontinuierlicher und diskontinuierlicher Messung in Abhängigkeit von den Prozessanforderungen. Er argumentiert, dass in vielen Fällen eine diskontinuierliche Messung ausreichend ist, wenn die Prozessbedingungen stabil sind und sich nur langsam ändern. Allerdings empfiehlt er für kritische Anwendungen, insbesondere in der chemischen Industrie und bei der Herstellung von Präzisionsprodukten, eine kontinuierliche Überwachung, um auch kurzfristige Schwankungen erfassen zu können.
Zusammenfassend lässt sich sagen, dass die technische Umsetzung der Taupunktmessung in Druckluftsystemen eine sorgfältige Auswahl des Messgeräts, eine durchdachte Integration in das System und eine Abwägung zwischen kontinuierlicher und diskontinuierlicher Messung erfordert. Die Entscheidung muss dabei immer unter Berücksichtigung der spezifischen Prozessanforderungen, der Genauigkeitsanforderungen und der wirtschaftlichen Aspekte getroffen werden.
V. Herausforderungen und Fehlerquellen
Die präzise Messung des Taupunkts in Druckluftsystemen ist mit einer Reihe von Herausforderungen und potenziellen Fehlerquellen verbunden, die sowohl die Genauigkeit als auch die Zuverlässigkeit der Messungen beeinflussen können. Im Folgenden werden die wichtigsten Aspekte detailliert erörtert.
A. Einfluss von Verunreinigungen
Verunreinigungen in der Druckluft stellen eine der größten Herausforderungen für die Taupunktmessung dar. Sie können die Messergebnisse verfälschen und die Lebensdauer der Messgeräte erheblich verkürzen.
Ölrückstände: Ölpartikel aus Kompressoren können sich auf den Sensorelementen ablagern und deren Empfindlichkeit beeinträchtigen. Bei optischen Systemen können sie die Reflexionseigenschaften des Spiegels verändern und somit zu Fehlmessungen führen. Bei kapazitiven Sensoren können Ölfilme die dielektrischen Eigenschaften des Sensors verändern und die Messwerte verfälschen.
Partikel: Feste Partikel in der Druckluft können die Sensoroberflächen beschädigen oder bei optischen Systemen Streulicht verursachen. Dies kann zu einer Fehlinterpretation der Kondensatbildung führen und somit den gemessenen Taupunkt beeinflussen.
Chemische Verunreinigungen: Aggressive Chemikalien oder Lösungsmitteldämpfe in der Druckluft können die Sensormaterialien angreifen und deren Eigenschaften verändern. Dies ist besonders kritisch bei polymerbasierten kapazitiven Sensoren oder bei den Beschichtungen optischer Komponenten.
Um den Einfluss von Verunreinigungen zu minimieren, sind folgende Maßnahmen erforderlich:
Installation von effizienten Filtersystemen vor dem Taupunktmessgerät
Regelmäßige Reinigung und Wartung der Sensorelemente
Verwendung von chemisch resistenten Materialien für Sensoren und Gehäuse
B. Druckabhängigkeit der Messung
Die Druckabhängigkeit der Taupunktmessung stellt eine weitere signifikante Herausforderung dar, insbesondere in Systemen mit variablen Drücken.
Physikalischer Hintergrund: Der Taupunkt ist intrinsisch druckabhängig, da der Sättigungsdampfdruck des Wassers mit zunehmendem Druck steigt. Dies bedeutet, dass bei gleichem absoluten Feuchtigkeitsgehalt der Taupunkt bei höherem Druck höher liegt.
Messtechnische Implikationen: Viele Taupunktmessgeräte messen bei atmosphärischem Druck oder einem definierten Referenzdruck. Die Umrechnung auf den tatsächlichen Systemdruck erfordert präzise Druckmessungen und komplexe Berechnungen.
Dynamische Druckänderungen: In Systemen mit schnellen Druckänderungen kann die Anpassung der Messwerte eine Herausforderung darstellen, da die Sensoren eine gewisse Reaktionszeit benötigen.
Zur Bewältigung der Druckabhängigkeit sind folgende Ansätze relevant:
Verwendung von Druckreduzierstationen vor dem Messgerät mit anschließender mathematischer Korrektur
Einsatz von Sensoren, die direkt im Systemdruck messen können
Implementierung von Echtzeit-Druckkompensationsalgorithmen in der Messelektronik
C. Kalibrierung und Wartung von Messgeräten
Die regelmäßige Kalibrierung und Wartung der Taupunktmessgeräte ist entscheidend für die Aufrechterhaltung der Messgenauigkeit über die Zeit.
Kalibrierungsherausforderungen:
Erzeugung von Referenzfeuchten über einen weiten Bereich von Taupunkten und Drücken
Stabilität der Referenzbedingungen während der Kalibrierung
Rückführbarkeit auf nationale oder internationale Standards
Kalibrierungsmethoden:
Verwendung von Zwei-Druck- oder Zwei-Temperatur-Feuchtegeneratoren
Regelmäßige Inspektion und Reinigung der Sensorelemente
Überprüfung und gegebenenfalls Erneuerung von Filterelementen
Kontrolle der Dichtheit des Messsystems, insbesondere bei Hochdruckanwendungen
Dokumentation:
Führung detaillierter Kalibrierungs- und Wartungsprotokolle
Implementierung eines Qualitätsmanagementsystems für die Messtechnik
Um eine optimale Leistung der Taupunktmessgeräte zu gewährleisten, sind folgende Praktiken empfehlenswert:
Erstellung eines detaillierten Kalibrierungs- und Wartungsplans
Schulung des Personals in Bezug auf korrekte Handhabung und Wartung der Messgeräte
Regelmäßige Überprüfung der Messgenauigkeit durch Vergleichsmessungen
Berücksichtigung der spezifischen Umgebungsbedingungen bei der Festlegung der Kalibrierungs- und Wartungsintervalle
Zusammenfassend lässt sich sagen, dass die präzise und zuverlässige Taupunktmessung in Druckluftsystemen ein tiefes Verständnis der physikalischen Prinzipien, der messtechnischen Herausforderungen und der spezifischen Anwendungsbedingungen erfordert. Nur durch die sorgfältige Berücksichtigung aller Einflussfaktoren und die Implementierung geeigneter Gegenmaßnahmen kann eine hohe Messqualität über lange Zeiträume gewährleistet werden. Dies ist besonders wichtig in industriellen Anwendungen, wo die genaue Kenntnis des Taupunkts entscheidend für die Prozesseffizienz und -sicherheit ist.
VI. Anwendungsbereiche
Die Taupunktmessung in Druckluftsystemen spielt eine entscheidende Rolle in verschiedenen industriellen Anwendungsbereichen. Ihre Bedeutung erstreckt sich von der Qualitätskontrolle über die Energieeffizienz bis hin zur Gewährleistung der Prozesssicherheit.
A. Qualitätskontrolle in der Druckluftaufbereitung
Die Qualität der Druckluft ist für viele industrielle Prozesse von entscheidender Bedeutung. Der Taupunkt ist dabei ein Schlüsselparameter, der direkt mit dem Feuchtigkeitsgehalt der Druckluft korreliert.
Klassifizierung der Druckluftqualität: Die ISO 8573-1:2010 definiert Qualitätsklassen für Druckluft, wobei der Drucktaupunkt ein wesentliches Kriterium darstellt. Eine präzise Taupunktmessung ermöglicht die Einhaltung und Überprüfung dieser Normen.
Überwachung von Trocknungssystemen: In der Druckluftaufbereitung werden verschiedene Trocknungsverfahren eingesetzt, wie Kältetrockner, Adsorptionstrockner oder Membrantrockner. Die kontinuierliche Taupunktmessung ermöglicht eine Echtzeitüberwachung der Leistung dieser Systeme und eine frühzeitige Erkennung von Funktionsstörungen.
Produktqualitätssicherung: In sensiblen Produktionsprozessen, wie in der Lebensmittel- oder Pharmaindustrie, kann ein zu hoher Feuchtigkeitsgehalt in der Druckluft zu Qualitätseinbußen oder sogar zur Kontamination von Produkten führen. Die Taupunktmessung dient hier als kritischer Kontrollparameter.
B. Energieeffizienz in Druckluftsystemen
Die Erzeugung und Aufbereitung von Druckluft ist energieintensiv. Eine optimierte Taupunktüberwachung kann signifikant zur Steigerung der Energieeffizienz beitragen.
Optimierung der Trocknungsleistung: Durch präzise Taupunktmessung kann die Leistung von Trocknungssystemen bedarfsgerecht gesteuert werden. Dies verhindert eine Übertrocknung der Druckluft und reduziert den Energieverbrauch.
Leckageerkennung: Ein unerwartet hoher Taupunkt kann auf Leckagen im Druckluftsystem hinweisen. Durch frühzeitige Erkennung und Behebung solcher Leckagen lassen sich erhebliche Energieeinsparungen realisieren.
Effizienzsteigerung bei Adsorptionstrocknern: Bei Adsorptionstrocknern mit Taupunktsteuerung kann die Regenerationsphase optimiert werden, indem sie nur dann eingeleitet wird, wenn der Taupunkt einen bestimmten Schwellenwert überschreitet. Dies reduziert den Energieverbrauch für die Regeneration erheblich.
C. Prozesssicherheit in der Industrie
Die Gewährleistung der Prozesssicherheit ist in vielen industriellen Anwendungen von höchster Bedeutung. Die Taupunktmessung trägt wesentlich dazu bei, kritische Prozesse zu überwachen und potenzielle Störungen frühzeitig zu erkennen.
Vermeidung von Kondensation: In pneumatischen Systemen und Instrumentierungen kann Kondensation zu Fehlfunktionen und Beschädigungen führen. Eine kontinuierliche Taupunktüberwachung ermöglicht es, kritische Bedingungen zu erkennen und präventive Maßnahmen einzuleiten.
Korrosionsschutz: Ein zu hoher Feuchtigkeitsgehalt in der Druckluft kann zu Korrosion in Rohrleitungen, Ventilen und anderen Komponenten führen. Durch die Überwachung des Taupunkts lässt sich das Korrosionsrisiko minimieren und die Lebensdauer der Anlagen verlängern.
Prozessstabilität in der Fertigungsindustrie: In der Automobilindustrie, der Elektronikfertigung und anderen Hightech-Branchen ist die Stabilität der Fertigungsprozesse entscheidend für die Produktqualität. Die Taupunktmessung trägt dazu bei, konstante Umgebungsbedingungen zu gewährleisten und Prozessschwankungen zu minimieren.
Sicherheit in explosionsgefährdeten Bereichen: In Bereichen mit explosionsfähiger Atmosphäre kann Feuchtigkeit in der Druckluft zu erhöhten Sicherheitsrisiken führen. Eine präzise Taupunktüberwachung ist hier ein wesentlicher Bestandteil des Sicherheitskonzepts.
Die Bedeutung der Taupunktmessung in diesen Anwendungsbereichen wird durch den zunehmenden Einsatz von Industrie 4.0-Konzepten weiter verstärkt. Die Integration von Taupunktmessgeräten in vernetzte Produktionsumgebungen ermöglicht eine umfassende Datenanalyse und prädiktive Wartungsstrategien.
Wie Lesser und Müller (2019) in ihrer Studie zur Evaluation der User Experience von AR-Systemen in der industriellen Fertigung betonen, spielen virtuelle Techniken eine zunehmend wichtige Rolle im Kontext von Industrie 4.0 (Lesser & Müller, 2019). Dies lässt sich auch auf die Taupunktmessung übertragen, wo moderne Visualisierungstechniken und Augmented Reality-Anwendungen die Überwachung und Wartung von Druckluftsystemen erleichtern können.
Darüber hinaus zeigen Untersuchungen wie die von Groche und Christiany (2012) zur Umformung höchstfester Blechwerkstoffe, dass die Prozesssicherheit in der Fertigungsindustrie eine zentrale Herausforderung darstellt (Groche & Christiany, 2012). Die präzise Kontrolle der Druckluftqualität durch Taupunktmessung ist in diesem Zusammenhang ein wesentlicher Faktor zur Gewährleistung stabiler und reproduzierbarer Fertigungsprozesse.
Zusammenfassend lässt sich sagen, dass die Taupunktmessung in Druckluftsystemen ein unverzichtbares Instrument zur Qualitätssicherung, Energieeffizienzsteigerung und Gewährleistung der Prozesssicherheit in der modernen Industrie darstellt. Ihre Bedeutung wird mit fortschreitender Digitalisierung und steigenden Anforderungen an Präzision und Effizienz weiter zunehmen.
VII. Aktuelle Entwicklungen und Trends
Die Taupunktmessung in Druckluftsystemen unterliegt einem stetigen Wandel, der durch technologische Fortschritte und veränderte Anforderungen in der Industrie getrieben wird. Drei wesentliche Trends zeichnen sich dabei ab: die Automatisierung und Digitalisierung der Messung, die Miniaturisierung von Sensoren sowie die Integration in Industrie 4.0-Konzepte.
A. Automatisierung und Digitalisierung der Messung
Die Automatisierung und Digitalisierung der Taupunktmessung ist ein zentraler Trend, der die Effizienz und Genauigkeit der Messungen erheblich verbessert:
Echtzeitüberwachung und -steuerung: Moderne Taupunktmesssysteme ermöglichen eine kontinuierliche Überwachung in Echtzeit. Dies erlaubt eine sofortige Reaktion auf Veränderungen des Taupunkts und eine dynamische Anpassung der Trocknungsleistung in Druckluftsystemen. (Olivares et al., 2023)
Datenerfassung und -analyse: Digitale Messsysteme sammeln große Mengen an Daten, die mithilfe fortschrittlicher Analysemethoden ausgewertet werden können. Dies ermöglicht beispielsweise die Erkennung von Trends, die Vorhersage von Wartungsbedürfnissen und die Optimierung der Gesamteffizienz des Systems. (Chintakindi & Mitra, 2020)
Fernüberwachung und -wartung: Durch die Vernetzung von Taupunktmesssystemen können Messungen und Systemzustände aus der Ferne überwacht und gesteuert werden. Dies reduziert den Bedarf an Vor-Ort-Inspektionen und ermöglicht eine schnellere Reaktion auf Probleme. (Olivares et al., 2023)
Automatische Kalibrierung: Einige moderne Systeme verfügen über Funktionen zur automatischen Selbstkalibrierung, was die Genauigkeit der Messungen über längere Zeiträume aufrechterhält und den Wartungsaufwand reduziert. (Fraser, 2013)
Künstliche Intelligenz und maschinelles Lernen: Diese Technologien werden zunehmend eingesetzt, um Messdaten zu interpretieren, Anomalien zu erkennen und prädiktive Wartung zu ermöglichen. (Wei-Jiang, 2022)
B. Miniaturisierung von Sensoren
Die Miniaturisierung von Taupunktsensoren ist ein weiterer wichtiger Trend, der neue Anwendungsmöglichkeiten eröffnet und die Integration in bestehende Systeme erleichtert:
Mikroelektromechanische Systeme (MEMS): MEMS-basierte Taupunktsensoren ermöglichen eine erhebliche Reduzierung der Sensorgröße bei gleichzeitiger Verbesserung der Empfindlichkeit und Reaktionszeit. (Islam et al., 2014)
Nanotechnologie: Fortschritte in der Nanotechnologie führen zur Entwicklung von Sensoren auf Nanoskala, die eine noch präzisere und schnellere Taupunktmessung ermöglichen. (Beck et al., 2021)
Integrierte Sensorlösungen: Miniaturisierte Sensoren können direkt in Rohrleitungen oder Komponenten von Druckluftsystemen integriert werden, was eine punktgenaue Messung ermöglicht und den Installationsaufwand reduziert. (Ou & Chen, 2023)
Energieeffizienz: Kleinere Sensoren benötigen in der Regel weniger Energie, was besonders für batteriebetriebene oder energieautarke Anwendungen von Vorteil ist. (Siddiqui et al., 2017)
Kosteneinsparungen: Die Miniaturisierung führt oft zu einer Reduzierung der Produktionskosten, was den Einsatz von Taupunktmesssystemen in einem breiteren Spektrum von Anwendungen wirtschaftlich macht. (Islam et al., 2014)
C. Integration in Industrie 4.0-Konzepte
Die Integration von Taupunktmesssystemen in Industrie 4.0-Konzepte ist ein Trend, der die Vernetzung und Intelligenz der Produktionssysteme weiter vorantreibt:
Interoperabilität: Moderne Taupunktmesssysteme werden zunehmend mit standardisierten Schnittstellen ausgestattet, die eine nahtlose Integration in bestehende Industrie 4.0-Infrastrukturen ermöglichen. (Porr et al., 2020)
Digitale Zwillinge: Die Erstellung digitaler Zwillinge von Druckluftsystemen, einschließlich der Taupunktmessung, ermöglicht eine virtuelle Simulation und Optimierung der Systeme. (Lu & Brilakis, 2019)
Predictive Maintenance: Durch die Integration von Taupunktdaten in umfassende Wartungskonzepte können potenzielle Probleme frühzeitig erkannt und behoben werden, bevor sie zu Ausfällen führen. (Chintakindi & Mitra, 2020)
Cloud-basierte Lösungen: Die Speicherung und Verarbeitung von Taupunktdaten in der Cloud ermöglicht eine flexible und skalierbare Datenanalyse sowie den Zugriff von verschiedenen Standorten aus. (Olivares et al., 2023)
Cyber-physische Systeme: Die Verknüpfung von physischen Taupunktmesssystemen mit digitalen Technologien ermöglicht eine intelligente Steuerung und Optimierung der Druckluftaufbereitung im Kontext der gesamten Produktionsanlage. (Schumacher et al., 2019)
Diese Entwicklungen und Trends in der Taupunktmessung tragen dazu bei, die Effizienz, Zuverlässigkeit und Flexibilität von Druckluftsystemen zu verbessern. Sie ermöglichen eine genauere Kontrolle der Luftfeuchtigkeit, eine bessere Integration in übergeordnete Produktionssysteme und letztendlich eine Steigerung der Produktqualität und Energieeffizienz in industriellen Prozessen.
Die Herausforderung für Unternehmen besteht darin, diese neuen Technologien effektiv zu implementieren und das volle Potenzial der Daten zu nutzen, die durch moderne Taupunktmesssysteme generiert werden. Dies erfordert oft Investitionen in Infrastruktur, Schulungen und die Entwicklung neuer Prozesse zur Datenanalyse und Entscheidungsfindung.
VIII. Fazit
A. Zusammenfassung der Bedeutung der Taupunktmessung
Die Taupunktmessung in Druckluftsystemen ist von fundamentaler Bedeutung für zahlreiche industrielle Anwendungen und Prozesse:
Qualitätssicherung: Eine präzise Taupunktüberwachung ist entscheidend für die Einhaltung von Qualitätsstandards in der Druckluftaufbereitung. Sie ermöglicht die Kontrolle und Optimierung von Trocknungsprozessen und trägt somit zur Vermeidung von Kondensation und damit verbundenen Problemen wie Korrosion oder Produktverunreinigungen bei(Murphy, 1984; Zhang et al., 2019).
Energieeffizienz: Durch eine genaue Taupunktmessung kann die Leistung von Trocknungssystemen bedarfsgerecht gesteuert werden. Dies führt zu erheblichen Energieeinsparungen, da eine Übertrocknung der Druckluft vermieden wird(Zhang et al., 2019).
Anlagenschutz: Die kontinuierliche Überwachung des Taupunkts ermöglicht eine frühzeitige Erkennung von potenziellen Problemen wie Leckagen oder Fehlfunktionen im Druckluftsystem. Dies trägt zur Verlängerung der Lebensdauer von Anlagenkomponenten und zur Reduzierung von Ausfallzeiten bei(Murphy, 1984).
Prozesssicherheit: In vielen industriellen Anwendungen, insbesondere in der Lebensmittel-, Pharma- und Elektronikindustrie, ist die Kontrolle des Feuchtigkeitsgehalts in der Druckluft kritisch für die Produktqualität und -sicherheit. Die Taupunktmessung spielt hier eine Schlüsselrolle(Murphy, 1984; Zhang et al., 2019).
Compliance: Die Taupunktmessung ist oft unerlässlich, um die Einhaltung von Normen und Richtlinien (wie ISO 8573-1:2010) nachzuweisen und regulatorische Anforderungen zu erfüllen(Murphy, 1984).
Optimierung von Produktionsprozessen: In modernen Industrie 4.0-Umgebungen dienen Taupunktdaten als wichtiger Eingabeparameter für übergeordnete Prozesssteuerungssysteme und tragen zur Gesamtoptimierung der Fertigungsprozesse bei(Murphy, 1984).
B. Ausblick auf zukünftige Entwicklungen
Die Zukunft der Taupunktmessung in Druckluftsystemen wird voraussichtlich von folgenden Trends geprägt sein:
Fortschreitende Miniaturisierung: Die Entwicklung von noch kleineren und präziseren Sensoren, basierend auf Nanotechnologie und MEMS (Mikroelektromechanische Systeme), wird die Integration von Taupunktmessgeräten in bestehende Systeme weiter erleichtern(Murphy, 1984).
Erhöhte Genauigkeit und Zuverlässigkeit: Durch verbesserte Sensortechnologien und fortschrittliche Kalibrierungsmethoden wird die Präzision der Taupunktmessung weiter zunehmen(Brewer et al., 2018, 2020).
Intelligente, vernetzte Systeme: Die Integration von Taupunktmessgeräten in das Internet der Dinge (IoT) wird eine Echtzeitüberwachung, prädiktive Wartung und eine optimierte Steuerung von Druckluftsystemen ermöglichen(Murphy, 1984).
Multifunktionale Sensoren: Zukünftige Sensoren könnten neben dem Taupunkt auch andere relevante Parameter wie CO2-Gehalt oder Ölkonzentration in der Druckluft messen(Murphy, 1984; Potter, 2011).
Verbesserte Datenanalyse: Der Einsatz von künstlicher Intelligenz und maschinellem Lernen wird die Interpretation von Taupunktdaten verbessern und zu einer noch effizienteren Steuerung von Druckluftsystemen führen(Murphy, 1984).
Nachhaltigkeit: Die Optimierung von Druckluftsystemen durch präzise Taupunktmessung wird einen wichtigen Beitrag zur Reduzierung des Energieverbrauchs und damit zur Verringerung des CO2-Fußabdrucks in der Industrie leisten(Murphy, 1984).
Standardisierung und Normung: Es ist zu erwarten, dass internationale Standards für Taupunktmessung und -kalibrierung weiterentwickelt werden, um die Vergleichbarkeit und Zuverlässigkeit von Messungen weltweit zu verbessern(Brewer et al., 2018, 2020).
Diese Entwicklungen werden dazu beitragen, dass die Taupunktmessung in Zukunft noch präziser, zuverlässiger und effizienter wird. Dies wird nicht nur die Qualität und Sicherheit industrieller Prozesse weiter verbessern, sondern auch einen wichtigen Beitrag zur Energieeffizienz und Nachhaltigkeit in der Industrie leisten. Die Integration von Taupunktmesssystemen in umfassendere Industrie 4.0-Konzepte wird zudem neue Möglichkeiten für die Prozessoptimierung und das Anlagenmanagement eröffnen.
Q: Was ist ein Taupunktsensor und wofür wird er verwendet?
A: Ein Taupunktsensor ist ein Gerät, das den Taupunkt in Luft oder Gasen misst. Er wird in verschiedenen industriellen Anwendungen zur Überwachung und Steuerung der Luftfeuchtigkeit eingesetzt, um eine optimale Leistung und Qualität zu gewährleisten.
Q: Wie funktioniert die Taupunktmessung in Druckluft?
A: Die Taupunktmessung in Druckluft erfolgt durch spezielle Taupunktsensoren, die den Sättigungsgrad der Feuchtigkeit in der Luft messen. Dies geschieht meist in einer Messkammer und die Daten können dann zur Steuerung von Trocknungssystemen verwendet werden.
Q: Welche Rolle spielt ein Kältetrockner in der Taupunktmessung?
A: Ein Kältetrockner wird verwendet, um die Feuchtigkeit in der Druckluft zu reduzieren. Er kühlt die Luft ab, sodass das in ihr enthaltene Wasser kondensiert und abgeschieden werden kann. Dies reduziert den Taupunkt der Druckluft, wodurch diese effizienter genutzt werden kann.
Q: Was sind die Vorteile der Verwendung eines Taupunktsensors FA 500 von CS Instruments?
A: Der Taupunktsensor FA 500 von CS Instruments bietet präzise und zuverlässige Messungen. Er verfügt über einen Analogausgang für einfache Integration in bestehende Systeme und ist ideal für Anwendungen in Kältetrocknern und Adsorptionstrocknern.
Q: Was ist der Unterschied zwischen einem Taupunktmessgerät und einem mobilen Taupunktmessgerät?
A: Ein stationäres Taupunktmessgerät ist in eine feste Anlage integriert und überwacht kontinuierlich den Taupunkt. Ein mobiles Taupunktmessgerät, wie das DP 510, kann leicht transportiert werden und ermöglicht Flexibilität bei der Überprüfung verschiedener Standorte.
Q: Warum ist die Feuchtemessung in Druckluft und Gasen wichtig?
A: Die Feuchtemessung in Druckluft und Gasen ist wichtig, um Kondensation zu verhindern, die die Qualität der Produkte beeinträchtigen und die Lebensdauer der Ausrüstung verringern kann. Sie hilft auch bei der Vermeidung von Korrosion und der Sicherstellung einer konstanten Produktqualität.
Q: Welche Einflüsse hat Öl in der Druckluft auf die Taupunktmessung?
A: Öl in der Druckluft kann die Messgenauigkeit beeinträchtigen, da es die Taupunktsensoren verunreinigen kann. Es ist daher wichtig, Öl von der Druckluft fernzuhalten und gegebenenfalls geeignete Filter und Wartungsmaßnahmen zu verwenden.
Q: Was macht ein Taupunktmessgerät für Druckluft besonders?
A: Ein Taupunktmessgerät für Druckluft ist speziell dafür ausgelegt, in den harten Bedingungen der Druckluftanwendungen genaue Messungen zu liefern. Es ist robust gebaut, kann in hohen Druckbereichen arbeiten und liefert schnelle und präzise Ergebnisse.
Q: Wie hängt die Taupunktmessung mit Adsorptionstrocknern zusammen?
A: Adsorptionstrockner verwenden Materialien, die Feuchtigkeit aus der Luft absorbieren, um den Taupunkt zu senken. Ein Taupunktsensor in einem Adsorptionstrockner hilft dabei, den Feuchtigkeitsgehalt zu überwachen und sicherzustellen, dass der Trockner effizient arbeitet.
Q: Was ist der Zweck der Taupunktmessung in Druckluft?
A: Die Taupunktmessung und Feuchtemessung in Druckluft sind entscheidend, um die Luftqualität zu überwachen und sicherzustellen, dass keine überschüssige Feuchtigkeit vorhanden ist, die Korrosion oder andere Schäden verursachen könnte.
Q: Welche Rolle spielen Kältetrocknern in der Taupunktmessung?
A: Kältetrocknern sind Geräte, die die Druckluft kühlen, um Feuchtigkeit zu kondensieren und zu entfernen. Dies ist ein wichtiger Schritt in der Vorbereitung der Druckluft für industrielle Anwendungen, wobei die Taupunktsensoren zur Feuchtemessung in Adsorptionstrocknern verwendet werden, um die Effizienz zu überprüfen.
Q: Was sind die Vorteile eines Taupunktsensor FA?
A: Taupunktsensoren FA bieten äußerst genaue und schnelle Messergebnisse, was wichtig für Anwendungen ist, die eine präzise Kontrolle der Feuchtigkeit erfordern. Vorgängermodelle zeichnen sich die neuen durch verbesserte Sensor-Technologien aus.
Q: Wofür braucht man eine Messkammer für atmosphärischen Taupunkt?
A: Eine Messkammer für atmosphärischen Taupunkt wird verwendet, um den Taupunkt in einer kontrollierten Umgebung zu messen. Dies ist wichtig für genaue und konsistente Messungen in verschiedenen industriellen Anwendungen.
Q: Wie funktioniert ein Taupunktmessgerät DP 510?
A: Ein Taupunktmessgerät DP 510 ist ein präzises Instrument zur Messung des Taupunkts und anderer Feuchtemessgrößen. Es verfügt über ein integriertes Display, das den Taupunkt groß sowie weitere Feuchtemessgrößen anzeigt, und kann Daten für Analysezwecke speichern.
Q: Was ist der Unterschied zwischen einem Adsorptionstrockner und einem Kältetrocknern?
A: Adsorptionstrockner verwenden adsorbierende Materialien, um die Feuchtigkeit in der Druckluft zu entfernen, während Kältetrocknern die Luft kühlen, um die Feuchtigkeit zu kondensieren. Beide Systeme haben ihre spezifischen Anwendungen und Vorteile.
Q: Warum ist die Wahl des korrekten Messgerätes wichtig?
A: Die Wahl des korrekten Messgerätes ist wichtig, um genaue und zuverlässige Messergebnisse zu erzielen. Unterschiedliche Anwendungen und Umgebungsbedingungen erfordern spezifische Sensoren und Messgeräte, z.B. Taupunktmessung in Druckluft und Gas.
Q: Was sind die typischen Einsatzgebiete für Taupunktsensoren zur Feuchtemessung in Adsorptionstrocknern?
A: Typische Einsatzgebiete sind industrielle Prozesse, bei denen genaue Feuchtigkeitskontrolle wichtig ist, z.B. in der chemischen Industrie, Lebensmittelproduktion und Pharmazeutik.
Q: Wie kann man ein Taupunktmessgerät mit integriertem Datenlogger verwenden?
A: Ein Taupunktmessgerät mit integriertem Datenlogger kann verwendet werden, um fortlaufend den Taupunkt und andere Feuchtemessgrößen zu überwachen. Die gespeicherten Daten können später analysiert werden, um Trends und Anomalien zu identifizieren.
Q: Was sind die Vorteile von Taupunktmessung in Druckluft und Gas?
A: Die Taupunktmessung in Druckluft und Gas hilft, die Feuchtigkeit zu kontrollieren, was Korrosion, Produktverderb und andere feuchtigkeitsbedingte Probleme verhindern kann. Dies ist essentiell für die Qualität und Langlebigkeit von Produkten und Systemen.
A. Bedeutung von Stickstoff in Industrie und Forschung
Stickstoff (N2) ist als das am häufigsten vorkommende Element in der Erdatmosphäre von fundamentaler Bedeutung für zahlreiche industrielle und wissenschaftliche Anwendungen. Mit einem Anteil von etwa 78% in der Luft stellt Stickstoff eine nahezu unerschöpfliche Ressource dar, die durch verschiedene Verfahren gewonnen und nutzbar gemacht werden kann.
In der Industrie findet Stickstoff aufgrund seiner besonderen Eigenschaften vielfältige Verwendung. Als inertes Gas eignet es sich hervorragend für Schutzgasatmosphären in der Metallurgie, wo es oxidative Prozesse verhindert und somit die Qualität von Werkstoffen verbessert. In der Lebensmittelindustrie wird Stickstoff zur Konservierung und Verpackung eingesetzt, um die Haltbarkeit von Produkten zu verlängern. Die Halbleiterindustrie nutzt hochreinen Stickstoff für die Herstellung von Mikrochips, wo selbst geringste Verunreinigungen zu Fehlfunktionen führen können.
Im Bereich der Kryotechnik spielt flüssiger Stickstoff mit seinem Siedepunkt von -195,8°C eine zentrale Rolle. Er wird zur Kühlung von supraleitenden Magneten in der Medizintechnik (MRT-Geräte) sowie in der Teilchenphysik eingesetzt. Auch in der Biotechnologie und Genforschung ist flüssiger Stickstoff für die Kryokonservierung von Zellen und Geweben unerlässlich.
Die chemische Industrie verwendet Stickstoff als Grundstoff für die Herstellung von Ammoniak im Haber-Bosch-Verfahren, was wiederum die Basis für die Produktion von Düngemitteln, Kunststoffen und vielen anderen Chemikalien bildet. In der Petrochemie dient Stickstoff zur Reinigung und Inertisierung von Anlagen und Pipelines.
In der Forschung ist hochreiner Stickstoff für zahlreiche analytische Methoden wie die Gaschromatographie oder Massenspektrometrie unverzichtbar. Hier fungiert er als Trägergas oder zur Kalibrierung von Messgeräten. In der Materialforschung ermöglicht die Verwendung von Stickstoffatmosphären die Untersuchung von Werkstoffeigenschaften unter kontrollierten Bedingungen.
B. Notwendigkeit der Klassifizierung von Stickstoff-Reinheitsgraden
Die vielfältigen Anwendungen von Stickstoff in Industrie und Forschung erfordern unterschiedliche Reinheitsgrade des Gases. Diese Tatsache macht eine präzise Klassifizierung der Stickstoff-Reinheitsklassen unerlässlich. Die Einteilung in verschiedene Reinheitsgrade, oft als „Stickstoff Reinheit Tabelle“ dargestellt, ermöglicht es Anwendern, das für ihren spezifischen Einsatzzweck geeignete Produkt auszuwählen.
Die Notwendigkeit einer solchen Klassifizierung ergibt sich aus mehreren Faktoren:
Qualitätssicherung: Für viele Prozesse, insbesondere in der Halbleiterindustrie oder der analytischen Chemie, ist die Verwendung von Stickstoff mit definierter Reinheit entscheidend für die Qualität der Endprodukte oder die Zuverlässigkeit von Messergebnissen.
Kosteneffizienz: Die Herstellung von hochreinem Stickstoff ist mit erheblichen Kosten verbunden. Eine differenzierte Klassifizierung ermöglicht es Anwendern, den für ihre Zwecke ausreichenden Reinheitsgrad zu wählen, ohne unnötig hohe Kosten für übermäßig reinen Stickstoff aufwenden zu müssen.
Sicherheit: In bestimmten Anwendungen, wie der Lebensmittelverpackung oder medizinischen Geräten, ist die Einhaltung spezifischer Reinheitsgrade aus Sicherheitsgründen vorgeschrieben.
Standardisierung: Eine einheitliche Klassifizierung erleichtert den Handel und die Kommunikation zwischen Herstellern und Anwendern von Stickstoff auf internationaler Ebene.
Forschung und Entwicklung: Präzise definierte Reinheitsklassen sind essentiell für die Reproduzierbarkeit wissenschaftlicher Experimente und die Entwicklung neuer Technologien.
Die gängige „Stickstoff-Reinheitsklassen Tabelle“ unterscheidet typischerweise zwischen Reinheitsgraden von 2.0 (99% Reinheit) bis hin zu 6.0 (99,9999% Reinheit) oder sogar darüber. Jede Steigerung um 0.1 in dieser Skala bedeutet eine Verzehnfachung der Reinheit. Die exakten Spezifikationen für jede Reinheitsklasse umfassen nicht nur den Gesamtgehalt an Stickstoff, sondern auch die maximal zulässigen Konzentrationen verschiedener Verunreinigungen wie Sauerstoff, Wasserdampf, Kohlenwasserstoffe oder Edelgase.
Die kontinuierliche Weiterentwicklung von Produktionsmethoden und Analysetechniken führt zu einer stetigen Verfeinerung der Klassifizierungssysteme. Moderne Verfahren ermöglichen die Herstellung von ultrahochreinem Stickstoff mit Reinheitsgraden von 7.0 oder höher, was neue Anwendungsmöglichkeiten in der Nanotechnologie und Quantenphysik eröffnet.
Zusammenfassend lässt sich sagen, dass die präzise Klassifizierung von Stickstoff-Reinheitsgraden ein unverzichtbares Instrument für die effiziente und sichere Nutzung dieses vielseitigen Gases in Industrie und Forschung darstellt. Sie bildet die Grundlage für Qualitätssicherung, Kostenoptimierung und technologischen Fortschritt in zahlreichen Bereichen der modernen Wirtschaft und Wissenschaft.
II. Stickstoff-Reinheitsklassen Tabelle
A. Übersicht der gängigen Reinheitsklassen
Die Reinheit von technischem Stickstoff wird üblicherweise durch ein Zahlensystem klassifiziert, das die Anzahl der Neunen nach dem Dezimalpunkt angibt. Die gängigsten Reinheitsklassen sind:
2.0 (99,0% Reinheit)
4.0 (99,99% Reinheit)
5.0 (99,999% Reinheit)
6.0 (99,9999% Reinheit)
Dabei gilt: Je höher die Zahl, desto reiner der Stickstoff. Die Reinheitsklasse 6.0 stellt derzeit den höchsten kommerziell erhältlichen Reinheitsgrad dar.
B. Detaillierte Stickstoff Reinheit Tabelle mit Verunreinigungen
Hier eine detaillierte Stickstoff Reinheit Tabelle mit typischen Verunreinigungen für verschiedene Reinheitsklassen:
Reinheitsklasse
N2 (%)
O2 (ppm)
H2O (ppm)
CO2 (ppm)
CO (ppm)
Ar (ppm)
H2 (ppm)
KW* (ppm)
2.0
99,0
<10000
<10
<10
<10
<5000
<100
<50
4.0
99,99
<5
<5
<1
<1
<20
<3
<0,5
5.0
99,999
<2
<3
<0,5
<0,5
<5
<1
<0,1
6.0
99,9999
<0,5
<0,5
<0,1
<0,1
<1
<0,5
<0,1
*KW = Kohlenwasserstoffe
Es ist zu beachten, dass die tatsächlichen Werte je nach Hersteller und spezifischem Produkt leicht variieren können. Die Tabelle zeigt typische Maximalwerte für die jeweiligen Verunreinigungen.
C. Internationale Standards und Normen
Die Klassifizierung und Spezifikation von hochreinem Stickstoff unterliegt verschiedenen internationalen Standards und Normen:
ISO 14175: Diese Norm definiert Schutzgase für das Lichtbogenschweißen und verwandte Prozesse. Sie enthält Spezifikationen für Stickstoff verschiedener Reinheitsgrade.
EIGA (European Industrial Gases Association) Dokument 33/18: Dieses Dokument liefert Richtlinien für die Klassifizierung und Herstellung von hochreinen Gasen, einschließlich Stickstoff.
CGA (Compressed Gas Association) G-10.1: Dieser Standard spezifiziert die Anforderungen an Stickstoff für den Einsatz in der Halbleiterindustrie.
ASTM D1945: Diese Methode wird zur Analyse der Zusammensetzung von Erdgas und ähnlichen gasförmigen Gemischen verwendet und kann auch auf hochreinen Stickstoff angewendet werden.
DIN EN ISO 14175: Die deutsche Norm, die mit der internationalen ISO-Norm harmonisiert ist, definiert ebenfalls Reinheitsklassen für Stickstoff.
Es ist wichtig zu beachten, dass die exakten Spezifikationen für jede Reinheitsklasse nicht nur den Gesamtgehalt an Stickstoff umfassen, sondern auch die maximal zulässigen Konzentrationen verschiedener Verunreinigungen wie Sauerstoff, Wasserdampf, Kohlenwasserstoffe oder Edelgase. Die kontinuierliche Weiterentwicklung von Produktionsmethoden und Analysetechniken führt zu einer stetigen Verfeinerung der Klassifizierungssysteme, wobei moderne Verfahren die Herstellung von ultrahochreinem Stickstoff mit Reinheitsgraden von 7.0 oder höher ermöglichen.
III. Herstellungsverfahren für hochreinen Stickstoff
Die Produktion von hochreinem Stickstoff ist für zahlreiche industrielle und wissenschaftliche Anwendungen von großer Bedeutung. Die drei Hauptverfahren zur Herstellung von hochreinem Stickstoff sind die Luftzerlegung, das Membrantrennverfahren und die Druckwechseladsorption. Jedes dieser Verfahren hat spezifische Vor- und Nachteile in Bezug auf Reinheitsgrad, Energieeffizienz und Produktionskapazität.
A. Luftzerlegung
Die kryogene Luftzerlegung ist das am häufigsten verwendete Verfahren zur Herstellung von hochreinem Stickstoff in großen Mengen. Bei diesem Verfahren wird Luft zunächst komprimiert, gereinigt und auf etwa -185°C abgekühlt, bis sie verflüssigt wird. Anschließend wird die flüssige Luft in einer Rektifikationskolonne destilliert, wobei die unterschiedlichen Siedepunkte der Luftkomponenten ausgenutzt werden(Möller et al., 2013).
Der Prozess der Luftzerlegung umfasst typischerweise folgende Schritte:
Luftverdichtung auf 5-6 bar
Vorreinigung zur Entfernung von CO2, H2O und Kohlenwasserstoffen
Hauptwärmetauscher zur Abkühlung auf etwa -175°C
Rektifikation in einer Doppelkolonne
In der Rektifikationskolonne wird Stickstoff mit einer Reinheit von bis zu 99,9999% (6.0) gewonnen. Die typische Energieeffizienz dieses Verfahrens liegt bei etwa 0,4-0,5 kWh/Nm³ Stickstoff(Baumgärtner, 1974).
B. Membrantrennverfahren
Das Membrantrennverfahren nutzt die unterschiedlichen Permeabilitäten von Gasen durch spezielle Polymermembranen. Stickstoff permeiert langsamer als Sauerstoff, wodurch eine Anreicherung auf der Hochdruckseite der Membran erfolgt.
Typische Prozessparameter sind:
Betriebsdruck: 7-13 bar
Temperatur: 20-50°C
Membranmaterialien: Polyimide, Polysulfone oder Celluloseacetat
Mit einem einstufigen Prozess können Reinheiten von 95-99% erreicht werden. Für höhere Reinheiten (bis 99,99%) sind mehrstufige Systeme erforderlich. Die Energieeffizienz liegt bei etwa 0,3-0,4 kWh/Nm³ Stickstoff.
Vorteile des Membranverfahrens sind die kompakte Bauweise und die Möglichkeit der On-site-Produktion. Nachteilig sind die begrenzte Reinheit und die relativ hohen Betriebskosten bei großen Durchsätzen.
C. Druckwechseladsorption (PSA – Pressure Swing Adsorption)
Die Druckwechseladsorption basiert auf der selektiven Adsorption von Sauerstoff an speziellen Molekularsieben, typischerweise Kohlenstoffmolekularsieben (CMS) oder Zeolithe. Der Prozess läuft zyklisch ab und nutzt die unterschiedlichen Adsorptionskinetiken von Sauerstoff und Stickstoff(Möller et al., 2013).
Ein typischer PSA-Zyklus umfasst folgende Schritte:
Druckaufbau (1-7 bar)
Adsorption bei Hochdruck
Druckausgleich
Desorption bei Atmosphärendruck
Regeneration durch Vakuum (optional)
Die erreichbare Reinheit liegt bei bis zu 99,9999% (6.0), wobei die typische Energieeffizienz bei 0,2-0,3 kWh/Nm³ Stickstoff liegt.
Neuere Entwicklungen in der PSA-Technologie konzentrieren sich auf die Optimierung der Adsorbentien. Beispielsweise zeigen Untersuchungen an Kohlenstoffmolekularsieben, dass die Porenöffnung, das Gesamtporenvolumen und die Adsorptionswärme entscheidende Parameter für die Effizienz des Trennprozesses sind(Möller et al., 2013).
Vergleich der Verfahren:
Reinheit:
Luftzerlegung: bis 99,9999%
Membran: bis 99,99%
PSA: bis 99,9999%
Energieeffizienz (kWh/Nm³ N2):
Luftzerlegung: 0,4-0,5
Membran: 0,3-0,4
PSA: 0,2-0,3
Kapazität:
Luftzerlegung: > 10.000 Nm³/h
Membran: 10-1.000 Nm³/h
PSA: 10-10.000 Nm³/h
Die Wahl des optimalen Verfahrens hängt von den spezifischen Anforderungen an Reinheit, Kapazität und Energieeffizienz ab. Für Großanlagen mit Kapazitäten über 30.000 Nm³/h ist die Luftzerlegung in der Regel am wirtschaftlichsten(Baumgärtner, 1974). Für mittlere Kapazitäten und hohe Reinheitsanforderungen bietet die PSA-Technologie oft die beste Kombination aus Effizienz und Flexibilität. Membrananlagen eignen sich besonders für dezentrale Anwendungen mit moderaten Reinheitsanforderungen.
Aktuelle Forschungsansätze zielen darauf ab, die Effizienz aller drei Verfahren weiter zu steigern, beispielsweise durch die Entwicklung neuer Adsorbentien für die PSA-Technologie oder verbesserter Membranmaterialien für die Gastrennung.
IV. Anwendungsgebiete verschiedener Reinheitsklassen
Die Verwendung von Stickstoff in unterschiedlichen Reinheitsgraden ist in zahlreichen Bereichen von Industrie, Forschung und Medizin von entscheidender Bedeutung. Die spezifischen Anforderungen an die Reinheit des Stickstoffs variieren je nach Anwendungsgebiet erheblich.
A. Industrielle Anwendungen
Metallurgie und Wärmebehandlung:
Reinheitsklasse: 2.0 bis 5.0
Anwendung: Schutzgasatmosphären beim Härten, Sintern und Löten
Beispiel: Beim Gasabschrecken in der Wärmebehandlung wird Stickstoff mit einer Reinheit von 99,999% (5.0) verwendet, um Oxidation zu verhindern und gleichmäßige Abkühlraten zu gewährleisten.
Lebensmittelindustrie:
Reinheitsklasse: 2.0 bis 4.0
Anwendung: Verpackung, Kühlung, Inertisierung
Beispiel: Für die Modified Atmosphere Packaging (MAP) wird Stickstoff mit einer Reinheit von 99,99% (4.0) eingesetzt, um die Haltbarkeit von Lebensmitteln zu verlängern.
Elektronik und Halbleiterindustrie:
Reinheitsklasse: 5.0 bis 6.0
Anwendung: Reinraumatmosphären, Spülgas für Produktionsprozesse
Beispiel: Bei der Herstellung von Mikrochips wird ultrahochreiner Stickstoff (6.0) mit weniger als 1 ppb Sauerstoff und Feuchtigkeit verwendet, um Oxidation und Kontamination zu vermeiden.
Chemische Industrie:
Reinheitsklasse: 3.0 bis 5.0
Anwendung: Inertisierung von Reaktoren, Trägergas für Chromatographie
Beispiel: In der Petrochemie wird Stickstoff mit einer Reinheit von 99,999% (5.0) zur Inertisierung von Tankanlagen und Pipelines eingesetzt, um explosive Atmosphären zu verhindern.
B. Laboranwendungen
Analytische Chemie:
Reinheitsklasse: 5.0 bis 6.0
Anwendung: Trägergas für Gaschromatographie, Massenspektrometrie
Beispiel: Für hochpräzise GC-MS-Analysen wird Stickstoff mit einer Reinheit von 99,9999% (6.0) verwendet, um Hintergrundsignale zu minimieren und die Nachweisgrenze zu senken.
Materialforschung:
Reinheitsklasse: 4.0 bis 6.0
Anwendung: Inerte Atmosphären für Experimente, Kryogene Anwendungen
Beispiel: Bei der Untersuchung von luftempfindlichen Materialien in Gloveboxen wird Stickstoff mit einer Reinheit von 99,999% (5.0) eingesetzt, um Oxidation und Kontamination zu verhindern.
Beispiel: Für die Langzeitlagerung von biologischen Proben in der Kryokonservierung wird flüssiger Stickstoff mit einer Reinheit von 99,999% (5.0) verwendet, um eine stabile Temperatur von -196°C zu gewährleisten.
C. Medizinische Anwendungen
Kryochirurgie:
Reinheitsklasse: 4.0 bis 5.0
Anwendung: Gewebezerstörung durch Kälte
Beispiel: Bei der Behandlung von Hautläsionen wird flüssiger Stickstoff mit einer Reinheit von 99,99% (4.0) eingesetzt, um präzise und kontrollierte Gefrierzyklen zu ermöglichen.
Beatmungsgeräte:
Reinheitsklasse: 5.0
Anwendung: Mischgas für Beatmung
Beispiel: In der Intensivmedizin wird Stickstoff mit einer Reinheit von 99,999% (5.0) zur Herstellung von präzisen Gasgemischen für die mechanische Beatmung verwendet.
Magnetresonanztomographie (MRT):
Reinheitsklasse: 5.0 bis 6.0
Anwendung: Kühlung der supraleitenden Magnete
Beispiel: Für die Kühlung der Magneten in MRT-Geräten wird flüssiger Stickstoff mit einer Reinheit von 99,9999% (6.0) verwendet, um eine stabile Temperatur von etwa -196°C zu gewährleisten und die Supraleitung aufrechtzuerhalten.
Kryobanken:
Reinheitsklasse: 4.0 bis 5.0
Anwendung: Langzeitlagerung von biologischem Material
Beispiel: Für die Konservierung von Stammzellen und Geweben in Biobanken wird flüssiger Stickstoff mit einer Reinheit von 99,999% (5.0) eingesetzt, um eine kontaminationsfreie Lagerung bei -196°C zu gewährleisten.
Es ist wichtig zu beachten, dass die Anforderungen an die Stickstoffreinheit in vielen Bereichen stetig zunehmen. Dies ist auf die fortschreitende Miniaturisierung in der Elektronik, strengere Qualitätsstandards in der Lebensmittelindustrie und höhere Präzisionsanforderungen in der analytischen Chemie zurückzuführen. Gleichzeitig ermöglichen Fortschritte in der Herstellungstechnologie die kosteneffiziente Produktion von ultrahochreinem Stickstoff, was neue Anwendungsfelder eröffnet.
Die Wahl der geeigneten Reinheitsklasse für eine spezifische Anwendung erfordert eine sorgfältige Abwägung zwischen den technischen Anforderungen und den Kosten. In vielen Fällen kann eine übermäßig hohe Reinheit zu unnötigen Kosten führen, während eine zu geringe Reinheit die Qualität des Endprodukts oder die Zuverlässigkeit des Prozesses beeinträchtigen kann. Daher ist eine genaue Kenntnis der spezifischen Anforderungen jeder Anwendung unerlässlich für die optimale Nutzung von Stickstoff in den verschiedenen Bereichen von Industrie, Forschung und Medizin.
V. Analysemethoden zur Bestimmung der Stickstoffreinheit
Die genaue Bestimmung der Reinheit von Stickstoff ist für viele industrielle und wissenschaftliche Anwendungen von entscheidender Bedeutung. Dabei kommen verschiedene analytische Methoden zum Einsatz, die je nach erforderlicher Nachweisgrenze und Art der zu detektierenden Verunreinigungen ausgewählt werden.
A. Gaschromatographie
Die Gaschromatographie (GC) ist eine der am häufigsten eingesetzten Methoden zur Analyse von Verunreinigungen in hochreinem Stickstoff. Sie ermöglicht die Trennung und Quantifizierung verschiedener gasförmiger Komponenten mit hoher Empfindlichkeit.
Typischerweise wird ein Wärmeleitfähigkeitsdetektor (WLD) oder ein Flammenionisationsdetektor (FID) verwendet. Der WLD eignet sich besonders für die Detektion von permanenten Gasen wie O2, Ar, CO, CO2 und CH4, während der FID spezifisch für Kohlenwasserstoffe ist.
Für die Analyse von Stickstoff mit einer Reinheit von 5.0 (99,999%) oder höher werden häufig Kapillarsäulen mit einer Länge von 30-60 m und einem Innendurchmesser von 0,25-0,32 mm eingesetzt. Als stationäre Phase kommen meist Molekularsiebe oder Porapak-Materialien zum Einsatz.
Die Nachweisgrenzen liegen typischerweise im Bereich von 0,1-1 ppm für die meisten Verunreinigungen. Durch den Einsatz von kryogenen Anreicherungstechniken können auch Nachweisgrenzen im ppb-Bereich erreicht werden.
B. Massenspektrometrie
Die Massenspektrometrie (MS) bietet im Vergleich zur GC eine noch höhere Empfindlichkeit und Selektivität. Insbesondere Quadrupol-Massenspektrometer haben sich für die Spurenanalyse in hochreinem Stickstoff bewährt.
Mit modernen MS-Systemen können Nachweisgrenzen im unteren ppb- bis ppt-Bereich erreicht werden. So lassen sich beispielsweise O2, H2O, CO2 und Ar mit einer Nachweisgrenze von etwa 1 ppb detektieren.
Ein großer Vorteil der MS ist die Möglichkeit zur Echtzeit-Analyse. Dadurch eignet sie sich besonders gut für die kontinuierliche Prozessüberwachung in der Stickstoffproduktion.
Hochauflösende Massenspektrometer ermöglichen zudem die Unterscheidung von Komponenten mit sehr ähnlichen Massen, wie z.B. CO und N2 (beide mit der Masse 28).
C. Spurenfeuchtemessung
Die Bestimmung des Wassergehalts ist für viele Anwendungen von hochreinem Stickstoff kritisch. Hierfür haben sich verschiedene Methoden etabliert:
Taupunktspiegel-Hygrometer: Diese erreichen Nachweisgrenzen bis zu -100°C Taupunkt, was etwa 14 ppb H2O entspricht.
Kapazitive Sensoren: Moderne Sensoren ermöglichen Messungen bis zu -120°C Taupunkt (0,1 ppb H2O).
Cavity Ring-Down Spektroskopie (CRDS): Mit dieser Methode lassen sich Wassergehalte bis in den einstelligen ppt-Bereich nachweisen.
D. Sauerstoffanalysatoren
Für die spezifische Bestimmung von Sauerstoff in Stickstoff stehen verschiedene Technologien zur Verfügung:
Elektrochemische Sensoren: Diese bieten eine gute Empfindlichkeit im ppm-Bereich bei relativ geringen Kosten. Moderne Sensoren erreichen Nachweisgrenzen von etwa 0,1 ppm O2.
Paramagnetische Analysatoren: Sie nutzen die paramagnetischen Eigenschaften von O2 und erreichen Nachweisgrenzen von etwa 1 ppm.
Zirkoniumoxid-Sensoren: Diese eignen sich besonders für die kontinuierliche Messung und erreichen Nachweisgrenzen im Bereich von 0,1 ppm O2.
Laser-Absorptionsspektroskopie: Mit Techniken wie der Tunable Diode Laser Absorption Spectroscopy (TDLAS) lassen sich O2-Konzentrationen bis in den ppb-Bereich messen.
Die Wahl der geeigneten Analysemethode hängt von verschiedenen Faktoren ab, wie der erforderlichen Nachweisgrenze, der Art der zu detektierenden Verunreinigungen, der gewünschten Messgeschwindigkeit und den Kosten. Oft werden in der Praxis mehrere Methoden kombiniert, um ein umfassendes Bild der Stickstoffreinheit zu erhalten.
Für höchste Anforderungen, wie sie beispielsweise in der Halbleiterindustrie gestellt werden, kommen häufig Kombinationen aus GC-MS, CRDS für Feuchte und TDLAS für O2 zum Einsatz. Diese ermöglichen eine umfassende Analyse aller relevanten Verunreinigungen mit Nachweisgrenzen im unteren ppb- bis ppt-Bereich.
VI. Wirtschaftliche Aspekte
Die wirtschaftlichen Aspekte der Produktion und Verwendung von hochreinem Stickstoff sind von entscheidender Bedeutung für Industrie und Forschung. Die Wahl der optimalen Reinheitsklasse für eine spezifische Anwendung erfordert eine sorgfältige Abwägung zwischen technischen Anforderungen und Kosten.
A. Kostenvergleich verschiedener Reinheitsklassen
Die Kosten für die Produktion von Stickstoff steigen exponentiell mit zunehmender Reinheit. Dies ist auf mehrere Faktoren zurückzuführen:
Produktionsverfahren:
Für niedrigere Reinheitsklassen (2.0 bis 4.0) ist die kryogene Luftzerlegung am kostengünstigsten, mit Produktionskosten von etwa 0,05-0,10 €/Nm³.
Für höhere Reinheitsklassen (5.0 und 6.0) werden aufwendigere Verfahren wie Druckwechseladsorption oder Membrantrennverfahren eingesetzt, die Kosten von 0,15-0,30 €/Nm³ verursachen können.
Energieverbrauch:
Der Energiebedarf steigt überproportional zur Reinheit. Während für Stickstoff der Reinheitsklasse 2.0 etwa 0,4 kWh/Nm³ benötigt werden, kann der Bedarf für 6.0-Qualität auf bis zu 1,2 kWh/Nm³ ansteigen.
Anlagenkosten:
Hochreine Stickstoffanlagen erfordern spezielle Materialien und Komponenten, die korrosionsbeständig und frei von Verunreinigungen sind. Dies kann die Investitionskosten um den Faktor 2-3 im Vergleich zu Standardanlagen erhöhen.
Qualitätskontrolle:
Mit steigender Reinheit nehmen die Anforderungen an die Qualitätskontrolle zu. Hochempfindliche Analysegeräte und häufigere Kontrollen können die laufenden Kosten um 10-20% erhöhen.
Ein konkretes Beispiel: Die Produktion von 1000 Nm³/h Stickstoff der Reinheitsklasse 5.0 kann Investitionskosten von 1-2 Millionen Euro erfordern, während eine vergleichbare Anlage für 2.0-Qualität nur etwa 0,5-1 Million Euro kostet.
B. Marktentwicklung und Trends
Der globale Markt für hochreinen Stickstoff zeigt ein stetiges Wachstum, getrieben durch mehrere Faktoren:
Halbleiterindustrie:
Die Nachfrage nach Stickstoff der Reinheitsklassen 5.0 und 6.0 wächst jährlich um 8-10%, bedingt durch die zunehmende Miniaturisierung und steigende Produktionsvolumina.
Pharma- und Biotechnologie:
Ein jährliches Wachstum von 5-7% wird erwartet, da strenge Reinheitsanforderungen in der Medikamentenproduktion und Forschung gelten.
Lebensmittel- und Getränkeindustrie:
Die Nachfrage nach Stickstoff der Klassen 2.0 bis 4.0 steigt um 3-5% pro Jahr, getrieben durch den Trend zu längerer Haltbarkeit und Qualitätserhaltung.
Emerging Markets:
In Schwellenländern wie China und Indien wird ein überdurchschnittliches Wachstum von 10-15% pro Jahr für alle Reinheitsklassen prognostiziert, bedingt durch die rasche Industrialisierung.
Aktuelle Trends im Markt für hochreinen Stickstoff umfassen:
On-site Produktion:
Zunehmende Verbreitung von dezentralen Produktionsanlagen, die Transportkosten und Lieferrisiken reduzieren.
Kreislaufwirtschaft:
Entwicklung von Technologien zur Rückgewinnung und Aufbereitung von Stickstoff in industriellen Prozessen, um den Verbrauch zu optimieren.
Digitalisierung:
Einsatz von IoT und KI zur Optimierung der Produktionsprozesse und Qualitätskontrolle, was zu Kosteneinsparungen von 5-10% führen kann.
Nachhaltigkeitsfokus:
Steigende Nachfrage nach „grünem“ Stickstoff, der mit erneuerbaren Energien produziert wird. Dies kann zwar die Produktionskosten um 10-20% erhöhen, wird aber von umweltbewussten Kunden zunehmend gefordert.
Zusammenfassend lässt sich sagen, dass der Markt für hochreinen Stickstoff weiterhin wachsen wird, wobei die höchsten Reinheitsklassen das stärkste Wachstum verzeichnen. Die Herausforderung für Produzenten wird darin bestehen, die steigenden Anforderungen an Reinheit und Nachhaltigkeit kosteneffizient zu erfüllen und gleichzeitig innovative Lösungen für neue Anwendungsgebiete zu entwickeln.
VII. Herausforderungen und Zukunftsperspektiven
Die Produktion und Anwendung von hochreinem Stickstoff steht vor einer Reihe von Herausforderungen, bietet aber auch vielversprechende Zukunftsperspektiven. Die kontinuierliche Weiterentwicklung von Produktions- und Analysetechnologien eröffnet neue Möglichkeiten, während gleichzeitig die Anforderungen an Reinheit und Effizienz steigen.
A. Technologische Grenzen der Reinheitsgrade
Aktuelle Grenzen:Die derzeit höchste kommerziell verfügbare Reinheitsklasse für Stickstoff ist 6.0 (99,9999%). Die Herstellung von Stickstoff mit noch höherer Reinheit stößt auf mehrere technologische Herausforderungen:
a) Adsorptionsmaterialien:Die Entwicklung noch effizienterer Adsorptionsmaterialien für die Druckwechseladsorption (PSA) ist entscheidend. Aktuelle Forschungen konzentrieren sich auf die Optimierung von Kohlenstoffmolekularsieben (CMS) und Zeolithen. Studien zeigen, dass die Porenöffnung, das Gesamtporenvolumen und die Adsorptionswärme kritische Parameter für die Effizienz des Trennprozesses sind(Patel & Patel, 2014).
b) Membrantechnologie:Für die Membrantrennverfahren werden Materialien mit noch höherer Selektivität für Stickstoff benötigt. Die Herausforderung besteht darin, Membranen zu entwickeln, die eine extrem hohe Trennleistung bei gleichzeitig akzeptablem Durchfluss bieten.
c) Kryogene Verfahren:Bei der Luftzerlegung liegt die Herausforderung in der Verbesserung der Energieeffizienz bei gleichzeitiger Steigerung der Reinheit. Die Optimierung der Rektifikationskolonnen und die Reduzierung von Wärmeverlusten sind Schlüsselfaktoren.
Analytische Herausforderungen:Mit steigenden Reinheitsgraden werden auch die Anforderungen an die Analysetechnik höher. Die Detektion von Verunreinigungen im ppb- oder sogar ppt-Bereich erfordert hochsensitive Methoden:
a) Massenspektrometrie:Hochauflösende Massenspektrometer ermöglichen die Unterscheidung von Komponenten mit sehr ähnlichen Massen, wie z.B. CO und N2 (beide mit der Masse 28). Die Herausforderung liegt in der weiteren Verbesserung der Empfindlichkeit und Selektivität(Mulyana et al., 2019).
b) Spurenfeuchtemessung:Moderne Technologien wie die Cavity Ring-Down Spektroskopie (CRDS) ermöglichen die Messung von Wassergehalten bis in den einstelligen ppt-Bereich. Die Weiterentwicklung dieser Technologie ist entscheidend für die Qualitätskontrolle von ultrahochreinem Stickstoff(Mulyana et al., 2019).
c) Sauerstoffanalysatoren:Die Entwicklung von noch empfindlicheren Sauerstoffsensoren, die zuverlässig im sub-ppb-Bereich messen können, ist eine wichtige Herausforderung für die Qualitätssicherung.
Wirtschaftliche Aspekte:Die Produktion von ultrahochreinem Stickstoff ist mit erheblichen Kosten verbunden. Die Herausforderung besteht darin, die Produktionskosten zu senken, ohne Kompromisse bei der Reinheit einzugehen:
a) Energieeffizienz:Die Verbesserung der Energieeffizienz, insbesondere bei der kryogenen Luftzerlegung, ist ein Schlüsselfaktor. Aktuelle Forschungen zielen darauf ab, den Energieverbrauch pro Einheit produzierten Stickstoffs zu reduzieren(Marcinek et al., 2021).
b) Skalierbarkeit:Die Entwicklung von Technologien, die sowohl für kleine als auch für große Produktionsmengen effizient sind, ist eine wichtige Herausforderung. Dies ist besonders relevant für On-site-Produktionsanlagen in der Industrie.
B. Neue Anwendungsfelder für ultrahochreinen Stickstoff
Halbleiterindustrie:Mit der fortschreitenden Miniaturisierung in der Halbleiterindustrie steigen die Anforderungen an die Reinheit der verwendeten Gase. Ultrahochreiner Stickstoff wird zunehmend für fortschrittliche Fertigungsprozesse benötigt, wie z.B. bei der Herstellung von 5nm- und 3nm-Chips(Mulyana et al., 2019).
Quantentechnologie:Die Entwicklung von Quantencomputern und Quantensensoren erfordert extrem reine Umgebungen. Ultrahochreiner Stickstoff spielt eine wichtige Rolle bei der Kühlung und Abschirmung dieser empfindlichen Systeme.
Biomedizinische Anwendungen:In der Kryokonservierung von biologischen Proben und in der regenerativen Medizin werden zunehmend höhere Reinheitsgrade von Stickstoff benötigt, um die Integrität der Proben zu gewährleisten(Mulyana et al., 2019).
Umwelttechnologie:Die Entwicklung von hochpräzisen Umweltsensoren und Analysegeräten für die Atmosphärenforschung erfordert ultrahochreinen Stickstoff als Referenz- und Kalibriergas.
Raumfahrt:Für Weltraummissionen und satellitengestützte Instrumente werden Gase mit höchster Reinheit benötigt, um die Zuverlässigkeit und Langlebigkeit der Systeme zu gewährleisten.
Die Zukunft der Produktion und Anwendung von ultrahochreinem Stickstoff liegt in der interdisziplinären Zusammenarbeit von Materialwissenschaftlern, Verfahrenstechnikern und Anwendungsspezialisten. Die Entwicklung neuer Materialien, die Optimierung von Prozessen und die Erschließung neuer Anwendungsfelder werden die treibenden Kräfte für Innovationen in diesem Bereich sein. Dabei wird die Balance zwischen technologischem Fortschritt, wirtschaftlicher Machbarkeit und ökologischer Nachhaltigkeit eine zentrale Rolle spielen.
VIII. Fazit und Ausblick
Die Produktion und Anwendung von hochreinem Stickstoff hat in den letzten Jahrzehnten eine bemerkenswerte Entwicklung durchlaufen. Die stetig steigenden Anforderungen an Reinheit und Effizienz in verschiedenen Industriezweigen und Forschungsbereichen haben zu signifikanten Fortschritten in den Herstellungsverfahren, Analysetechniken und Anwendungsmöglichkeiten geführt.
Zusammenfassend lässt sich feststellen:
Herstellungsverfahren:Die drei Hauptverfahren – kryogene Luftzerlegung, Membrantrennverfahren und Druckwechseladsorption – haben sich kontinuierlich weiterentwickelt. Dabei zeigt sich ein Trend zu höherer Energieeffizienz und Flexibilität. Die kryogene Luftzerlegung bleibt für Großanlagen dominant, während Membran- und PSA-Technologien für mittlere und kleinere Kapazitäten an Bedeutung gewinnen. Aktuelle Forschungen konzentrieren sich auf die Optimierung von Adsorptionsmaterialien und Membranstrukturen, um noch höhere Reinheitsgrade bei geringerem Energieaufwand zu erreichen.
Reinheitsklassen:Die Nachfrage nach ultrahochreinem Stickstoff (Reinheitsklasse 6.0 und höher) steigt stetig, insbesondere in der Halbleiterindustrie und in der Forschung. Dies stellt die Hersteller vor neue Herausforderungen, da die Produktion solch reiner Gase mit exponentiell steigenden Kosten verbunden ist. Die Entwicklung neuer Standards und Normen für Reinheitsklassen jenseits von 6.0 ist zu erwarten.
Analysetechniken:Die Fortschritte in der Messtechnik, insbesondere in der Massenspektrometrie und Spurenfeuchtemessung, ermöglichen die zuverlässige Detektion von Verunreinigungen im ppb- und sogar ppt-Bereich. Diese Entwicklung ist entscheidend für die Qualitätskontrolle und weitere Verbesserung der Reinheitsgrade.
Anwendungsfelder:Neben den etablierten Einsatzgebieten in der Halbleiterindustrie, Medizintechnik und chemischen Industrie eröffnen sich neue Anwendungsfelder, insbesondere in der Quantentechnologie und der Nanotechnologie. Diese Bereiche stellen extreme Anforderungen an die Reinheit der verwendeten Gase und treiben somit die technologische Entwicklung voran.
Wirtschaftliche Aspekte:Der globale Markt für hochreinen Stickstoff zeigt ein stetiges Wachstum, getrieben durch die Expansion der Halbleiterindustrie und neue technologische Entwicklungen. Gleichzeitig steigt der Druck zur Kostenoptimierung, was zu Innovationen in der Produktionstechnik und Logistik führt.
Ausblick:
Für die Zukunft sind folgende Entwicklungen zu erwarten:
Weiterentwicklung der Adsorptionsmaterialien und Membrantechnologien, um Reinheitsgrade jenseits von 6.0 wirtschaftlich herzustellen.
Verstärkte Integration von KI und IoT in Produktions- und Qualitätskontrollprozesse zur Optimierung der Effizienz und Zuverlässigkeit.
Zunehmende Bedeutung von On-site-Produktionsanlagen, insbesondere in der Halbleiterindustrie, um Transportkosten zu reduzieren und die Versorgungssicherheit zu erhöhen.
Entwicklung neuer Anwendungen in der Quantentechnologie und Nanotechnologie, die möglicherweise völlig neue Anforderungen an die Gasreinheit stellen.
Verstärkte Forschung im Bereich der Kreislaufwirtschaft, um Stickstoff in industriellen Prozessen effizienter zu nutzen und wiederzuverwenden.
Wachsende Bedeutung von „grünem“ Stickstoff, der mit erneuerbaren Energien produziert wird, als Reaktion auf den zunehmenden Fokus auf Nachhaltigkeit in der Industrie.
Die Herausforderung für die Zukunft wird darin bestehen, die steigenden Anforderungen an Reinheit und Nachhaltigkeit mit wirtschaftlicher Effizienz in Einklang zu bringen. Dies erfordert eine enge Zusammenarbeit zwischen Industrie, Forschung und Anwendern, um innovative Lösungen zu entwickeln und zu implementieren.
Abschließend lässt sich sagen, dass die Entwicklung und Anwendung von hochreinem Stickstoff ein dynamisches Feld bleibt, das weiterhin von technologischen Innovationen und sich wandelnden Marktanforderungen geprägt sein wird. Die Fähigkeit, diese Herausforderungen zu meistern, wird entscheidend für den Fortschritt in vielen Schlüsseltechnologien des 21. Jahrhunderts sein.
Q: Was sind Stickstoff Reinheitsklassen?
A: Stickstoff Reinheitsklassen spezifizieren die Qualität und Reinheit von Stickstoff, der in verschiedenen industriellen Anwendungen verwendet wird. Je reiner der produzierte Stickstoff, desto höher die Kosten und die Qualität.
Q: Warum ist die Reinheit von Stickstoff wichtig?
A: Die Reinheit von Stickstoff ist entscheidend für Anwendungen, bei denen Schutzgas benötigt wird, wie zum Beispiel beim Laserschneiden oder in der Elektronikfertigung. Höhere Reinheit sorgt für bessere Ergebnisse und Schutz des Werkstücks.
Q: Was ist Stickstoff 5.0?
A: Stickstoff 5.0 ist eine Reinheitsklasse, die eine Reinheit von 99,999% bedeutet. Er wird oft in anspruchsvollen Anwendungen eingesetzt, die eine sehr hohe Qualität erfordern.
Q: Können Stickstoffgeneratoren die benötigte Reinheit liefern?
A: Moderne Stickstoffgeneratoren können unterschiedliche Reinheitsgrade produzieren, je nachdem, was für Ihre spezifische Anwendung erforderlich ist. Experten für Stickstofferzeugung helfen Ihnen gern bei der Bestimmung der notwendigen Reinheit.
Q: Welche Vorteile bieten Stickstoffgeneratoren gegenüber Flaschenstickstoff?
A: Stickstoffgeneratoren bieten eine kontinuierliche und zuverlässige Versorgung mit dem benötigten Stickstoff. Sie können speziell auf die Kapazität von knapp 21 ausgelegt werden und die Kosten sind auf lange Sicht oft günstiger.
Q: Welche Anwendungen erfordern besonders reinen Stickstoff?
A: Anwendungen wie Laserschneiden, Bearbeitung von Metallen und Halbleiterfertigung erfordern besonders reinen Stickstoff, um eine hohe Qualität und Präzision zu gewährleisten.
Q: Wie kann ich die richtige Stickstoff Reinheitsklasse für meine Anwendung wählen?
A: Je nach Anwendung und Budget sollten Sie die Reinheitsklasse wählen, die „rein wie nötig und günstig wie möglich“ ist. Experten für Stickstofferzeugung helfen Ihnen gerne bei der Auswahl der passenden Reinheitsklasse.
Q: Verursacht höhere Reinheit höhere Kosten?
A: Ja, höhere Reinheit geht in der Regel mit höheren Kosten einher, da die Ausrüstung und Prozesse zur Erzeugung von hochreinem Stickstoff aufwendiger sind. Die Kostendifferenz sollte jedoch gegen die Anforderungen Ihrer Anwendung abgewogen werden.
Q: Welche Ausrüstung brauche ich für die Stickstofferzeugung?
A: Für die Stickstofferzeugung benötigen Sie in der Regel einen Stickstoffgenerator, eventuell in Verbindung mit einem passenden Kompressor. Die Ausrüstung sollte entsprechend der benötigten Reinheitsklasse und der Maschinerie in Ihrer Produktion ausgelegt sein.
Q: Kann ein Stickstoffgenerator auch von kleineren Betrieben verwendet werden?
A: Ja, es gibt Stickstoffgeneratoren in verschiedenen Größen und mit unterschiedlicher Kapazität, die auch für kleinere Betriebe geeignet sind. Die Anbieter helfen Ihnen gern, die optimale Lösung für Ihre Anforderungen zu finden.
Q: Was versteht man unter Stickstoff Reinheitsklassen?
A: Stickstoff Reinheitsklassen beziehen sich auf die Qualität und Reinheit des Stickstoffs, der in verschiedenen Anwendungen verwendet wird. Je nach Anforderung der Anwendung kann der Stickstoff unterschiedliche Reinheitsgrade aufweisen.
Q: Wofür wird Stickstoff in verschiedenen Anwendungen überhaupt benötigt?
A: Stickstoff wird in zahlreichen Anwendungen eingesetzt, darunter Schutzgas für Schweißarbeiten, zur Konservierung von Lebensmitteln, bei der Herstellung von Elektronik und als Druckluft in verschiedenen industriellen Prozessen.
Q: Welche Reinheitsklasse ist für meine Anwendung von Stickstoff sinnvoll?
A: Die benötigte Reinheitsklasse hängt stark von der spezifischen Anwendung ab. Beispielsweise erfordern manche Elektronikherstellungen sehr reinen Stickstoff, während andere industrielle Anwendungen weniger strikte Anforderungen haben.
Q: Wie veranschaulichen sich die verschiedenen Reinheitsklassen in Zahlen?
A: Die Reinheit von Stickstoff wird oft in „parts per million“ (ppm) oder als Prozentsatz des gesamten Stoffgemisches angegeben. Höhere Reinheit bedeutet weniger Verunreinigungen. Ein gutes Beispiel ist Stickstoff der Reinheitsklasse 5.0 (99.999% rein, 10 ppm Verunreinigungen).
Q: Brauchen sie einen Kompressor mit einer Kapazität für Stickstoff?
A: Ja, ein Kompressor mit der richtigen Kapazität ist oft notwendig, um Stickstoff zu produzieren oder zu liefern, insbesondere wenn der Stickstoff vor Ort erzeugt wird.
Q: Wie kann ich sicherstellen, dass die Stickstoffqualität meinen Vorgaben entspricht?
A: Um sicherzustellen, dass die Stickstoffqualität Ihren Vorgaben entspricht, sollten Sie regelmäßige Proben entnehmen und diese prüfen lassen. Zudem können spezialisierte Prüfgeräte und -methoden verwendet werden.
Q: Welche Industriegasen kennt man neben Stickstoff?
A: Neben Stickstoff gehören zu den häufig genutzten Industriegasen auch Sauerstoff, Argon, Helium, Wasserstoff und Kohlendioxid. Jedes Gas hat spezifische Anwendungen und Reinheitsanforderungen.
Q: Welche Vorteile hat es, Stickstoff vor Ort zu produzieren?
A: Die On-Site-Produktion von Stickstoff bietet mehrere Vorteile, etwa die Reduktion von Lieferkosten, eine kontinuierliche Verfügbarkeit und die Möglichkeit, die produzierte Menge an den aktuellen Bedarf anzupassen.
Q: Wie wirken sich Verunreinigungen im Stickstoff auf das Endprodukt aus?
A: Verunreinigungen im Stickstoff können je nach Anwendung unterschiedliche Probleme verursachen, wie beispielsweise Qualitätsprobleme beim Schweißen oder Reaktionen mit den Werkstoffen, was die gesamten Produktionskosten erhöht.
Ein Reinraum ist ein spezieller Raum, der durch eine kontrollierte Umgebung gekennzeichnet ist, um Verunreinigungen zu minimieren und die Reinheit der Luft sicherzustellen. Die Reinraumtechnik umfasst die Gestaltung und den Betrieb solcher Reinräume, um bestimmte Reinheitsklassen gemäß den ISO-Normen einzuhalten. Die Reinraumklassen werden nach ISO-Normen wie ISO 5, ISO 7 usw. definiert, basierend auf der Partikelkonzentration in der Luft.
Die Bedeutung der Reinraumumgebung erstreckt sich über verschiedene Branchen wie die Biowissenschaften, Mikroelektronik, Arzneimittelproduktion und mehr. In Reinräumen werden Strömungsprinzipien wie laminare Strömung verwendet, um Kontaminationen in der Fertigung zu minimieren. Normen wie ISO 14644-1 und DIN EN ISO regeln die Reinraumumgebung und stellen sicher, dass bestimmte Standards eingehalten werden.
In den Biowissenschaften spielen Reinräume eine entscheidende Rolle bei der Schaffung steriler Arbeitsplätze für Forschung und Produktion. Durch die Einhaltung von Annex 1 für Reinraumumgebungen können Verunreinigungen und Kontaminationen vermieden werden, was besonders wichtig ist, da biologische Proben und Arzneimittel äußerst empfindlich auf Verunreinigungen reagieren.
Modulare Reinräume werden in verschiedenen Branchen eingesetzt und je nach ihrer Oberflächenbeschaffenheit klassifiziert. Die Klassifizierung erfolgt nach Reinheitsklassen wie ISO 1, ISO 3 usw. und bezieht sich auf die Menge der Partikel in der Reinraumumgebung. Die Modulbauweise ermöglicht es, Reinräume an unterschiedliche Anforderungen anzupassen und flexibel einzusetzen.
Die präzise Reinraumtechnik ist für Branchen, die auf saubere und kontrollierte Umgebungen angewiesen sind, von großer Bedeutung. Durch effiziente Partikelfilterung und gezielte Lufteinspeisung in Reinräumen können Arbeitsplätze geschaffen und erhalten werden. Die Einhaltung von Normen und Regularien in der Reinraumtechnik, wie z.B. GMP (Good Manufacturing Practice), ist unerlässlich, um die Luftreinheit und die Minimierung von Kontaminationen zu gewährleisten.
Q: Was ist eine Reinräumumgebung?
A: Eine Reinraumumgebung ist ein speziell kontrollierter Bereich, in dem die Partikelkonzentration, die Luftströmung und andere Faktoren so gesteuert werden, dass minimale Kontaminationen die Produktion oder Forschung nicht beeinträchtigen.
Q: Was sind Reinräume?
A: Reinräume sind spezielle Räume oder Bereiche, in denen bestimmte Reinheitsklassen eingehalten werden, um Kontaminationen zu minimieren und eine präzise Fertigung oder Forschung zu ermöglichen.
Q: Welche Reinraumtechnik wird verwendet, um Reinräume zu schaffen?
A: Die Reinraumtechnik umfasst verschiedene Strömungsprinzipien wie laminare Strömung, Verdrängungsströmung und Verdünnungsströmung, die Luftströmung und Reinheit in Reinräumen gewährleisten.
Q: Was sind Reinraumklassen nach ISO Normen?
A: Die Reinraumklassen werden gemäß ISO Normen wie ISO 14644-1 definiert und kennzeichnen die Luftreinheit in Reinräumen. Die Klassifizierung erfolgt nach den Partikelgrenzwerten pro Kubikmeter Luft.
Q: Welche Branche profitiert von Reinräumen?
A: Reinräume werden in verschiedenen Branchen eingesetzt, einschließlich der Fertigung von Elektronik, Biowissenschaften, Pharmazie und anderen, um kontrollierte Arbeitsumgebungen zu schaffen.
Q: Wie werden Kontaminationen in Reinräumen minimiert?
A: Kontaminationen werden in Reinräumen durch das Reinraumen der Klassen, Luftströmungskontrolle, spezielle Reinraumbekleidung und andere Maßnahmen minimiert.
Q: Welche Rolle spielen Reinräume in der Fertigung?
A: Reinräume sind entscheidend für die Fertigung, da sie saubere Umgebungen bereitstellen, in denen Produkte hergestellt werden können, ohne dass Verunreinigungen die Qualität beeinträchtigen.
Ein Reinraum ist ein spezieller Raum, der durch Kontrolle der Partikeldichte, Temperatur und Luftfeuchtigkeit eine besonders saubere Umgebung gewährleistet. Die Luft in einem Reinraum wird kontinuierlich gefiltert, um maximale Reinheit zu gewährleisten.
Einsatzgebiete von Reinräumen
Reinräume finden in verschiedenen Branchen Anwendung, darunter die Pharmaindustrie, die Elektronikproduktion und die Lebensmittelherstellung. Sie dienen dazu, Produktionsprozesse vor Kontamination zu schützen und die Qualität der hergestellten Produkte zu gewährleisten.
Relevanz der Luftreinheit
Die Luftreinheit in Reinräumen ist von entscheidender Bedeutung, da selbst geringe Partikel die Qualität der hergestellten Produkte beeinträchtigen können. Daher ist die Kontrolle und Überwachung der Luftreinheit unerlässlich.
Warum ist Monitoring in Reinräumen wichtig?
Rolle des Monitorings in der Qualitätssicherung
Monitoring spielt eine wesentliche Rolle in der Qualitätssicherung von Produkten, die in Reinräumen hergestellt werden. Durch das kontinuierliche Überwachen von Parametern wie Partikeln und Luftfeuchtigkeit können potenzielle Kontaminationsquellen frühzeitig erkannt und behoben werden.
Überwachung von Partikeln und Luftfeuchtigkeit
Die Überwachung von Partikeln und Luftfeuchtigkeit ermöglicht es, die Reinheit der Luft in Reinräumen auf einem konstant hohen Niveau zu halten. Dies ist besonders wichtig in Bereichen, in denen sterile Bedingungen erforderlich sind.
Relevanz von GMP-Richtlinien
Die Einhaltung von Good Manufacturing Practice (GMP)-Richtlinien ist in Reinräumen essenziell, um die Qualität und Sicherheit von Arzneimitteln und anderen Produkten zu gewährleisten. Monitoring hilft dabei, diese Compliance zu gewährleisten.
Welche Überwachungssysteme gibt es für Reinräume?
Validierte Reinraumüberwachungssysteme
Es existieren verschiedene validierte Überwachungssysteme für Reinräume, die speziell darauf ausgelegt sind, kontinuierlich die Luftqualität zu überwachen und Alarme bei Abweichungen auszulösen, um eine schnelle Reaktion zu ermöglichen.
Technologische Schnittstellen in Überwachungssystemen
Moderne Überwachungssysteme für Reinräume verfügen über technologische Schnittstellen, die eine nahtlose Integration von Sensoren und anderen Geräten ermöglichen. Dadurch können alle relevanten Parameter zuverlässig überwacht werden.
Ganzheitliche Qualifizierung von Monitoring-Lösungen
Eine ganzheitliche Qualifizierung von Monitoring-Lösungen stellt sicher, dass sämtliche Aspekte der Überwachung in Reinräumen abgedeckt sind. Dies beinhaltet die Kalibrierung der Sensoren, die regelmäßige Wartung der Geräte und die Überprüfung der Umgebungsbedingungen.
Was sind die Anforderungen von Annex 1 an Reinraum-Monitoringsysteme?
Bedeutung der Reinraumklassifizierung
Die Reinraumklassifizierung gemäß Annex 1 legt fest, welche Anforderungen an die Luftreinheit in Reinräumen gestellt werden. Dies dient dazu, sicherzustellen, dass die Produktqualität konstant hoch ist und potenzielle Kontaminationen vermieden werden.
Anwendungsbeispiele für Monitoring gemäß Annex 1
Monitoring gemäß den Anforderungen von Annex 1 ist in der Pharmaindustrie und anderen Branchen, in denen sterile Bedingungen erforderlich sind, von großer Bedeutung. Es stellt sicher, dass Produkte den erforderlichen Qualitätsstandards entsprechen.
Kontrolle von Differenzdruck und Produktqualität
Die Kontrolle des Differenzdrucks und der Produktqualität in Reinräumen ist entscheidend, um sicherzustellen, dass eine angemessene Luftströmung und Reinheit gewährleistet sind. Monitoring von Parametern wie Differenzdruck hilft, potenzielle Risiken frühzeitig zu identifizieren.
Wie werden Reinraum-Überwachungssysteme validiert?
Prozess der Validierung von Monitoring-Systemen
Die Validierung von Monitoring-Systemen in Reinräumen erfolgt durch einen strukturierten Prozess, der sicherstellt, dass die Systeme zuverlässig und genau arbeiten. Dies beinhaltet die Überprüfung von Sensoren, Software und gesamter Systemintegration.
Überprüfung der Luftströmungen in Reinräumen
Die Überprüfung der Luftströmungen in Reinräumen ist ein wesentlicher Bestandteil der Validierung von Überwachungssystemen. Nur wenn die Luftströmungen effektiv kontrolliert werden, kann eine gleichbleibend hohe Luftqualität gewährleistet werden.
Integration von reinraumgeeigneten Sensoren
Die Integration von Sensoren, die speziell für den Einsatz in Reinräumen geeignet sind, ist entscheidend für die Validierung von Überwachungssystemen. Diese Sensoren müssen kalibriert und auf die spezifischen Anforderungen des Reinraums abgestimmt sein.
Q: Was ist ein Reinraum-Überwachungssystem?
A: Ein Reinraum-Überwachungssystem ist ein System, das verwendet wird, um die Umgebung eines Reinraums zu überwachen und sicherzustellen, dass die Luftqualität und andere relevante Parameter den erforderlichen Standards entsprechen.
Q: Welche Rolle spielt das Reinraum-Monitoring bei GMP?
A: Das Reinraum-Monitoring ist entscheidend für die Einhaltung der Good Manufacturing Practice (GMP)-Standards, da es hilft, die Reinheit der Produktionsumgebung sicherzustellen und die Qualität der hergestellten Produkte zu gewährleisten.
Q: Wie wird ein Reinraum-Überwachungssystem in der Produktionsumgebung eingesetzt?
A: Ein Reinraum-Überwachungssystem wird eingesetzt, um wichtige Parameter wie Partikelkonzentration, Feuchtigkeit und andere Umgebungsbedingungen in Echtzeit zu überwachen und zu kontrollieren.
Q: Welche Anwendungen hat das Reinraum-Monitoring außerhalb der pharmazeutischen Industrie?
A: Das Reinraum-Monitoring wird auch in Bereichen wie Elektronikfertigung, Lebensmittelindustrie und Medizintechnik eingesetzt, um die Reinheit der Produktionsumgebung zu gewährleisten.
Q: Was sind die Vorteile eines Reinraum-Monitoringsystems?
A: Ein Reinraum-Monitoringsystem ermöglicht es den Benutzern, die Prozessparameter in Echtzeit zu überwachen, die Luftqualität zu kontrollieren und schneller auf Abweichungen zu reagieren, was zu effizienteren Produktionsprozessen führt.
Q: Welche Rolle spielen particle measuring systems im Reinraum-Monitoring?
A: Partikelmesseinrichtungen sind entscheidend für das Reinraum-Monitoring, da sie die Partikelkonzentration in der Luft messen und somit die Einhaltung der Reinraumstandards gewährleisten.
Q: Welche weiteren Aspekte sind bei der Inbetriebnahme eines Reinraum-Überwachungssystems wichtig?
A: Neben der Installation des Systems ist es wichtig, die Monitoring-Software gemäß den Richtlinien anzupassen, um genaue Daten zu erhalten und das System für die spezifischen Anforderungen der Anwendung zu optimieren.
Was sind Reinräume und warum sind Sensoren wichtig?
Definition von Reinräumen
Reinräume sind spezielle Arbeits- oder Produktionsumgebungen, die strenge Anforderungen an die Sauberkeit und Kontrolle von Partikeln in der Luft haben. Diese Umgebungen werden in verschiedenen Bereichen wie Laboren oder in der Reinraumtechnik eingesetzt.
Rolle der Sensoren in Reinräumen
Sensoren spielen eine entscheidende Rolle bei der Überwachung verschiedener Parameter in Reinräumen, um sicherzustellen, dass die Messwerte innerhalb der vorgegebenen ISO-Spezifikationen liegen.
Warum sind Sensoren wichtig für Reinräume?
Sensoren sind entscheidend, um die Luftströmung, die relative Feuchte, die Temperatur und andere Messwerte in anspruchsvollen Reinraumumgebungen zu überwachen und sicherzustellen, dass die Reinraumstandards eingehalten werden.
Welche Sensoren werden in Reinräumen eingesetzt?
Temperatursensoren
Temperatursensoren sind unerlässlich, um die Temperatur in Reinräumen zu überwachen und sicherzustellen, dass sie innerhalb der zulässigen Grenzwerte bleiben.
Feuchtigkeitssensoren
Feuchtigkeitssensoren werden verwendet, um die Luftfeuchtigkeit in Reinräumen zu messen und sicherzustellen, dass die relative Feuchte auf dem erforderlichen Niveau liegt.
Sensoren für Luftfeuchtigkeit
Sensoren für die Luftfeuchtigkeit sind wichtig, um eventuelle Schwankungen in der Feuchte zu erkennen und entsprechende Maßnahmen zur Stabilisierung der Umgebung zu ergreifen.
Wie werden Sensoren in Reinräumen installiert und kalibriert?
Installation von Sensoren in Reinräumen
Die Installation von Sensoren in Reinräumen erfordert eine sorgfältige Platzierung, um genaue Messungen der Umgebungsbedingungen zu gewährleisten.
Prozess der Kalibrierung von Sensoren
Sensoren müssen regelmäßig kalibriert werden, um sicherzustellen, dass sie hochpräzise Messwerte liefern und den Anforderungen des Reinraums entsprechen.
Wichtige Parameter für die Sensor-Messung im Reinraum
Die Sensoren müssen Parameter wie Temperatur, Luftfeuchtigkeit, Differenzdruck und Partikel in der Luft messen, um die Reinraumbedingungen zu überwachen und aufrechtzuerhalten.
Was sind die Anforderungen an Sensoren für Reinräume?
Differenzdruck-Sensoren
Differenzdruck-Sensoren sind entscheidend, um sicherzustellen, dass der Luftstrom im Reinraum korrekt gesteuert wird und die erforderlichen Druckunterschiede eingehalten werden.
Sonden für Messwerte in Reinräumen
Spezielle Sonden werden verwendet, um genaue Messwerte in Reinräumen zu erfassen und sicherzustellen, dass die Umgebungsbedingungen den Anforderungen entsprechen.
Technologien zur Sicherstellung der Messgenauigkeit
Verschiedene Technologien werden eingesetzt, um sicherzustellen, dass die Sensoren hochpräzise Messwerte liefern und die hohen Standards des Reinraums erfüllen.
Welche Arten von Sensoren gibt es für Reinräume?
Typen von Sensoren je nach Messwert
Es gibt verschiedene Arten von Sensoren, die je nach dem zu messenden Parameter wie Temperatur, Luftfeuchtigkeit oder Partikelkonzentration ausgewählt werden.
Vergleich verschiedener Sensoren für Reinräume
Eine gründliche Analyse und Vergleich der verschiedenen Sensoren helfen bei der Auswahl des am besten geeigneten Geräts für die spezifischen Anforderungen des Reinraums.
Prozess der Auswahl des richtigen Sensors für den Reinraum
Der Auswahlprozess für Sensoren in Reinräumen erfordert ein Verständnis der Umgebung, der ISO-Spezifikationen und der Anforderungen, um das optimale Messgerät auszuwählen.
Unser Unternehmen hat es sich zur Aufgabe gemacht, Branchen mit höchsten Anforderungen an Reinheit und Kontrolle mit hochwertigen technischen Lösungen zu versorgen. In diesem Artikel beleuchten wir die Bedeutung spezialisierter Reinräuminstallateure für Ihr Unternehmen, die Auswahl des richtigen Lüftungs- und Sanitärsystems, die Inbetriebnahme von Reinraumtechnik sowie Karrieremöglichkeiten bei einer GmbH in diesem Bereich.
Warum ist ein spezialisierter Reinräuminstallateur für Ihr Unternehmen wichtig?
Die Rolle von Reinraumtechnik in kritischen Industriezweigen
Reinräume sind für viele Industriezweige, darunter die Pharma-, Lebensmittel- und Halbleiterindustrie, von entscheidender Bedeutung. Sie sorgen dafür, dass die Produktion unter optimal kontrollierten Bedingungen erfolgt und die Gefahr von Kontamination durch Partikel drastisch reduziert wird. Ein spezialisierter Reinräuminstallateur, untermauert durch das solide Fundament einer erfahrenen Firma wie unserer, stellt sicher, dass diese hohen Anforderungen präzise erfüllt werden.
Wie gewährleistet hochqualifiziertes Personal die Energieeffizienz und Systemleistung?
Hochqualifiziertes Personal ist der Schlüssel zur Gewährleistung der Energieeffizienz und optimalen Leistung von Reinraumsystemen. Unsere Mitarbeiter sind in der Lage, Anlagen so zu planen, installieren und warten, dass sie den jeweiligen Anforderungen der Kunden gerecht werden, ohne die Umwelt unnötig zu belasten. Durch ständige Schulungen bleiben unsere Installateure auf dem neuesten Stand der Technik und können so intelligente Lösungen bieten, die langfristig Energie und damit auch Kosten sparen.
Die Bedeutung von kontinuierlicher Schulung und Ausbildung des Monteur-Teams
Ein kontinuierliches Schulungsprogramm ist für die Erhaltung und Verbesserung der Fähigkeiten unserer Monteure unerlässlich. Die Reinraumtechnik ist ein sich schnell entwickelnder Bereich, der eine ständige Anpassung an neue Normen und Technologien, wie ISO und VDI, erfordert. Unsere Ausbildungsprogramme sorgen dafür, dass jeder Installateur die notwendigen Qualifikationen erhält, um unseren Kunden Dienstleistungen auf dem neuesten Stand der Technik anzubieten.
Wie wählen Sie das richtige Lüftungs- und Sanitärsystem für Ihren Reinraum aus?
Überblick über die verschiedenen Arten von Lüftungsanlagen und deren Eignung für Reinräume
Die Wahl der richtigen Lüftungsanlage ist entscheidend für die Funktionalität eines Reinraums. Kontrollierte Lüftungsanlagen filtern und reinigen die Luft, um Partikel und Verunreinigungen zu reduzieren. Unsere Experten beraten Sie hinsichtlich der unterschiedlichen Systeme und deren Eignung für Ihren spezifischen Reinraum, sei es in der Pharmaindustrie, in Forschungslaboren oder in der Lebensmittelproduktion.
Die Integration von Sanitäranlagen in Reinräumen für optimale Hygiene
Die Integration von Sanitäranlagen in Reinräumen ist ein weiterer kritischer Faktor für die Aufrechterhaltung hoher Hygienestandards. Unsere GmbH bietet innovative Lösungen für Sanitärbereiche, die speziell für die Anwendung in Reinräumen konzipiert sind. Diese Systeme sorgen für eine optimale Hygiene und verhindern die Kreuzkontamination, ein Aspekt, der in sensiblen Produktionsumgebungen unerlässlich ist.
Berücksichtigung der Energieeffizienz bei der Auswahl des richtigen Systems
Die Energieeffizienz spielt eine entscheidende Rolle bei der Auswahl von Lüftungs- und Sanitärsystemen für Reinräume. Unsere GmbH legt großen Wert darauf, Systeme zu installieren, die nicht nur die strengen Hygienevorschriften erfüllen, sondern auch langfristig zur Reduzierung von Betriebskosten beitragen. Durch den Einsatz modernster Technik und intelligentem Engineering streben wir die Optimierung der Energieeffizienz in jedem Projekt an.
Inbetriebnahme von Reinraumtechnik: Was muss beachtet werden?
Checkliste für eine reibungslose Inbetriebnahme
Die Inbetriebnahme von Reinraumtechnik erfordert genaue Planung und Präzision. Unsere Checkliste umfasst alle notwendigen Schritte, von der Installation der Lüftungs- und Heizungssysteme über die Reinigung bis hin zur finalen Abnahme durch den Kunden. Eine gründliche Vorbereitung und Bewertung jedes Schrittes sorgen für eine reibungslose Inbetriebnahme und legen den Grundstein für eine erfolgreiche Leistung der Anlage.
Wie können Inbetriebnahmen durch Online-Tools und Video-Anleitungen erleichtert werden?
Die Digitalisierung bietet neue Möglichkeiten, die Inbetriebnahme von Anlagensystemen zu erleichtern. Online-Tools und Video-Anleitungen ermöglichen es unserem technischen Personal und den Kunden, sich schnell mit den Funktionen und Wartungsanforderungen der installierten Systeme vertraut zu machen. Dieser innovative Ansatz sorgt nicht nur für Effizienz, sondern ermöglicht auch eine bessere Kommunikation zwischen Installateuren und Kunden.
Kritische Faktoren für erfolgreiche Tests und Validierungen
Tests und Validierungen sind entscheidende Schritte in der Inbetriebnahme von Reinraumanlagen. Unsere GmbH achtet darauf, dass jedes System den internationalen Standards und spezifischen Kundenanforderungen entspricht. Kritische Faktoren hierbei sind die genaue Erfassung und Dokumentation von Leistungsdaten sowie die Überprüfung der Energieeffizienz und Hygienestandards. Durch sorgfältige Validierung stellen wir sicher, dass jede Anlage optimal funktioniert.
Ausbildung und Karriere als Reinräuminstallateur bei einer GmbH
Der Weg zum zertifizierten Reinräuminstallateur: Ausbildungsprogramme und Qualifikationen
Der Weg zum zertifizierten Reinräuminstallateur bei unserer GmbH beginnt mit einer umfassenden Ausbildung, die theoretische Grundlagen mit praktischer Erfahrung verbindet. Unser Ziel ist es, Fachkräfte auszubilden, die nicht nur über das nötige technische Verständnis verfügen, sondern auch die spezifischen Anforderungen von Reinraumanlagen kennen und umsetzen können. Durch Diplome und Zertifikate belegen unsere Mitarbeiter ihre Qualifikationen und bereiten sich auf eine erfolgreiche Karriere in diesem spannenden Bereich vor.
Welche Karrierechancen bietet eine GmbH im Bereich Reinraumtechnik und Haustechnik?
In unserem Unternehmen bieten sich vielfältige Karrierechancen im Bereich der Reinraumtechnik und Haustechnik. Vom Einstieg als Monteur bis hin zur Möglichkeit, sich als Projektleiter oder in der Forschung und Entwicklung zu spezialisieren, stehen unseren Mitarbeitern alle Türen offen. Wir fördern aktiv die Weiterbildung und Spezialisierung unserer Teammitglieder, um sicherzustellen, dass sie sowohl beruflich als auch persönlich wachsen können.
Die Bedeutung von kontinuierlichen Weiterbildungen und spezialisierten Schulungen
Kontinuierliche Weiterbildung und spezialisierte Schulungen sind die Grundpfeiler für den Erfolg unserer Mitarbeiter und des gesamten Unternehmens. In einem sich ständig wandelnden Umfeld wie dem der Reinraumtechnik sind aktuelles Wissen und Fähigkeiten unerlässlich. Durch regelmäßige Schulungsangebote stellen wir sicher, dass unser Team den Herausforderungen von morgen gewachsen ist und innovative Lösungen für unsere Kunden entwickeln kann.
Die Zukunft der Reinraumtechnik: Energieeffizienz, Digitalisierung und innovative Anlagensysteme
Trends und Entwicklungen im Bereich energieeffizienter Lüftungs- und Heizungssysteme
Die Zukunft der Reinraumtechnik wird stark von Trends wie Energieeffizienz, Digitalisierung und der Entwicklung innovativer Anlagensysteme geprägt sein. Unsere GmbH setzt sich dafür ein, an der Spitze dieser Entwicklungen zu stehen, indem wir energieeffiziente Lösungen mit fortschrittlicher Kontroll- und Überwachungstechnologie kombinieren. So stellen wir sicher, dass unsere Kunden nicht nur heute, sondern auch in Zukunft von optimalen Reinraumbedingungen profitieren.
Die Rolle der Digitalisierung in der Optimierung und Überwachung von Reinraumumgebungen
Die Digitalisierung spielt eine zunehmend wichtige Rolle in der Optimierung und Überwachung von Reinraumumgebungen. Mit intelligenten Systemen können Betriebsbedingungen in Echtzeit überwacht und angepasst werden, um die Effizienz zu steigern und Energie zu sparen. Unsere GmbH nutzt diese Technologien, um präzise, zuverlässige und nachhaltige Lösungen für unsere Kunden zu entwickeln.
Innovative Lösungen und Systeme für die Herausforderungen von morgen
Um den Herausforderungen von morgen zu begegnen, entwickelt unsere GmbH innovative Lösungen und Systeme, die auf den neuesten technologischen Erkenntnissen basieren. Ob es um die Verbesserung der Luftqualität, die Reduzierung von Energieverbrauch oder die Einhaltung strenger Hygienestandards geht, wir sind bestrebt, Lösungen zu finden, die die Bedürfnisse unserer Kunden nicht nur erfüllen, sondern übertreffen. Unsere Zukunftsvision beinhaltet eine Welt, in der Reinraumtechnik noch effizienter, umweltfreundlicher und benutzerfreundlicher ist.
Q: Was ist ein Reinräuminstallateur?
A: Ein Reinräuminstallateur ist ein Fachmann, der für die Installation und Wartung von Reinraumanlagen in verschiedenen Bereichen wie Industrie, Pharmazie und anderen Branchen zuständig ist.
Q: Welche Aufgaben umfasst die Arbeit eines Reinräuminstallateurs?
A: Die Arbeit eines Reinräuminstallateurs umfasst die Installation, Wartung und Sanierung von Lüftungs- und Klimaanlagen, sowie die Montage von Lüftungskanälen und Ventilatoren.
Q: Welche Qualifikationen braucht ein Reinräuminstallateur?
A: Ein Reinräuminstallateur sollte über eine qualifizierte Ausbildung im Bereich der Lüftungstechnik verfügen und fundierte Kenntnisse in der Gebäudetechnik sowie im Bereich der Reinraumtechnik haben.
Q: In welchen Bereichen ist ein Reinräuminstallateur tätig?
A: Ein Reinräuminstallateur ist in verschiedenen Bereichen wie der Industrie, der Pharmazie, im Neubau von Gebäuden und anderen Branchen tätig, wo Reinraumanlagen benötigt werden.
Q: Welche Serviceleistungen bietet ein Reinräuminstallateur an?
A: Ein Reinräuminstallateur bietet eine Vielzahl von Leistungen an, darunter die Erstellung individueller Lösungen für Lüftungs- und Klimaanlagen, Wartung von Lüftungssystemen und Regulierung der Luftfeuchtigkeit in Räumlichkeiten.
Q: Welche Technologien werden von Reinräuminstallateuren verwendet?
A: Reinräuminstallateure arbeiten mit modernen Technologien wie Videoüberwachungssystemen zur Überwachung von Lüftungsanlagen und anderen kritischen Prozessen.
Q: Wo finden Reinräuminstallateure Einsatz?
A: Reinräuminstallateure finden Einsatz in verschiedenen Bereichen, darunter in der Pharmazie, im Bereich des Umweltschutzes, in Industrieanlagen und in anderen Bereichen, wo spezielle Reinraumanlagen erforderlich sind.
Anforderungen Reinraum | Übersicht der wichtigsten Normen und Anforderungen für Reinräume
Reinräume spielen eine entscheidende Rolle in zahlreichen industriellen und wissenschaftlichen Bereichen, insbesondere in der Herstellung steriler Arzneimittel, in der Medizintechnik und in der Halbleiterindustrie. Sie gewährleisten die notwendige Reinheit durch eine strenge Kontrolle von Partikelverunreinigungen in der Luft. Die Einhaltung der vorgeschriebenen Anforderungen und Normen ist daher unerlässlich, um die Qualität und Sicherheit der Produkte zu garantieren. Dieser Artikel soll einen umfassenden Überblick über die wichtigsten Normen und Anforderungen für die Klassifizierung, den Betrieb und die Überwachung von Reinräumen geben.
Was sind Reinraumklassen und wie werden sie bestimmt?
Definition von Reinraumklassen nach DIN EN ISO 14644-1
Die DIN EN ISO 14644-1 ist die zentrale Norm für die Klassifizierung von Reinräumen. Sie definiert Reinraumklassen anhand der Anzahl der Partikel pro Kubikmeter Luft, wobei unterschiedliche Klassen entsprechend ihrer zulässigen maximale Partikelkonzentration festgelegt werden. Von Klasse ISO 1, die die geringste Partikelkonzentration aufweist, bis hin zu Klasse ISO 9, zeichnet sich jede Reinraumklasse durch spezifische Anforderungen an die Reinheit der Luft aus. Diese Klassifizierungen ermöglichen es Industrien, die für ihre spezifischen Prozesse adäquaten Reinheitsstandards auszuwählen.
Die Rolle der Partikelkonzentration in Reinräumen
Die Partikelkonzentration ist ein fundamentales Maß zur Bestimmung der Luftqualität in Reinräumen. Sie wird oft in Partikeln pro Kubikmeter (Pro m³) gemessen und definiert die Obergrenzen für die Anzahl an luftgetragenen Partikeln, die in der Umgebung vorhanden sein dürfen. Eine niedrige Partikelkonzentration ist essenziell, um Verunreinigungen bei empfindlichen Fertigungsprozessen, wie z.B. in der mikroelektronischen Herstellung oder bei der Produktion von Arzneimitteln, zu minimieren. Somit ist die kontinuierliche Überwachung und Kontrolle der Partikelkonzentration eine grundlegende Anforderung an die Betriebsführung von Reinräumen.
Der Vergleich zwischen ISO 14644 und VDI 2083 in der Bestimmung von Klassifikationen
Während die DIN EN ISO 14644-1 international anerkannt und angewendet wird, bietet die VDI-Richtlinie 2083 spezifische Ergänzungen und detaillierte Einsichten, vor allem im deutschsprachigen Raum. Diese Richtlinien befassen sich nicht nur mit der Klassifizierung von Reinräumen, sondern auch mit der Planung, dem Betrieb und der Qualifizierung. Die ISO 14644 fokussiert sich primär auf die Luftreinheit basierend auf Partikelgrößen und -konzentrationen, während die VDI 2083 zusätzliche Aspekte, wie Luftströmungsmuster, Temperaturkontrolle und Luftfeuchtigkeit in Betracht zieht.
Wie funktioniert ein Reinraum?
Grundprinzipien der Reinraumtechnik
Ein Reinraum ist ein Arbeitsplatz, an dem die Konzentration luftgetragener Partikel so gering wie möglich gehalten wird. Die Reinraumtechnik basiert auf der Filtration der Zuluft durch HEPA- oder ULPA-Filter, die Partikel und Mikroorganismen effizient aus der Luft entfernen. Die kontrollierte Einführung gereinigter Luft unter einem leichten Überdruck verhindert zudem das Eindringen verunreinigter Luft von außen. Regelmäßige Überwachungs- und Wartungsarbeiten stellen sicher, dass die erforderlichen Reinheitsstandards kontinuierlich eingehalten werden.
Kontrollmechanismen zur Reduzierung von Partikelverunreinigung
Zu den Kontrollmechanismen in Reinräumen gehört neben der Luftfiltration auch die Regelung der Mitarbeiter- und Materialflüsse. Spezielle Schleusen, Bekleidungsvorschriften und Verhaltensregeln für das Personal reduzieren die Einschleppung von Partikeln. Darüber hinaus ist die Materialauswahl für den Reinraum von großer Bedeutung, denn Oberflächen, Möbel und Geräte müssen so beschaffen sein, dass sie keine zusätzlichen Partikel freisetzen.
Die Bedeutung der laminaren Strömung in Reinräumen
In vielen Reinräumen, vor allem in solchen mit hohen Anforderungen an die Reinheit, wie Klasse ISO 5 oder Klasse A, wird die laminare Strömung angewendet. Hierbei bewegt sich die Luft gleichmäßig und in parallelen Bahnen, was den Abtransport von Partikeln aus dem Arbeitsbereich optimiert und die Gefahr von Querkontaminationen minimiert. Die gleichförmige Luftströmung ermöglicht es, dass Partikel effektiv zu den Filtern geführt und aus dem Raum abgeleitet werden.
Welche Normen und Richtlinien sind für Reinräume relevant?
Die wichtigsten Aspekte der DIN EN ISO 14644-Reihe
Die DIN EN ISO 14644-Reihe bildet das Rückgrat der internationalen Normen für Reinräume und umfasst verschiedene Teile, die von der Klassifizierung und Überwachung bis hin zu Betrieb und Prüfung reichen. Sie bietet einen etablierten Rahmen für die Festlegung der Anforderungen an die Luftreinheit, einschließlich der Methoden zur Partikelzählung und der Bewertung der Luftreinheit. Diese Normen sind entscheidend für die Qualitätssicherung und Compliance in der Herstellung steriler Arzneimittel und anderer sensibler Produkte.
Zusammenfassung der Annex 1-Anforderungen für die Herstellung steriler Arzneimittel
Ein besonders relevanter Teil für die pharmazeutische Industrie ist der Annex 1 der GMP-Leitlinien (Good Manufacturing Practice), der die spezifischen Anforderungen für die Herstellung steriler Arzneimittel festlegt. Diese Anforderungen umfassen strenge Kontrollen der Luftreinheit, der Arbeitsabläufe und der Ausrüstung, um eine Kontamination der Produkte zu vermeiden. Der Annex 1 legt besonderen Wert auf die Einhaltung der Reinraumklassen, die Validierung von Sterilisationsprozessen und die Schulung des Personals.
Einblick in die VDI-Richtlinie 2083 und ihre Anwendung
Die VDI-Richtlinie 2083 ergänzt die ISO-Normen durch detaillierte Anleitungen zur Planung, Ausführung und Betrieb von Reinräumen. Sie adressiert spezifische Aspekte wie die menschliche Einflussnahme, die Auswahl geeigneter Reinraummaterialien und die Effizienz von Reinraumprozessen. Die Richtlinie ist besonders in der deutschen Industrie weit verbreitet und wird oft als Ergänzung zu den internationalen ISO-Normen herangezogen.
Warum ist die Klassifizierung von Reinräumen nach DIN EN ISO so entscheidend?
Die Notwendigkeit niedriger Partikelkonzentrationen pro m³ für unterschiedliche Reinraumklassen
Je sensibler der Herstellungsprozess, desto niedriger muss die Partikelkonzentration im Reinraum sein. Hochreine Umgebungen, wie sie für die Herstellung steriler Arzneimittel oder in der Mikroelektronik benötigt werden, erfordern Reinraumklassen nach DIN EN ISO mit strengen Grenzwerten. Die Auswahl der richtigen Reinraumklasse und die ständige Kontrolle der Partikelkonzentration sind grundlegend, um die geforderte Produktqualität zu erreichen und aufrechtzuerhalten.
Auswirkungen der Klassifizierung auf die Herstellung steriler Produkte
Die passende Reinraumklassifizierung ist entscheidend für die Vermeidung von mikrobiologischer Kontamination und Partikelverunreinigung bei der Herstellung steriler Arzneimittel. Falsche oder unzureichende Reinheitsgrade können zum Verlust der Sterilität und damit zur Gefährdung der Patientensicherheit führen. Daher spielen die DIN EN ISO Normen und die GMP-Richtlinien eine zentrale Rolle in der pharmazeutischen Produktion, um durchgehend hohe Standards der Reinheit zu gewährleisten.
Die Rolle der Reinraumklasse beim Schutz vor mikrobiologischer Kontamination
Die Wahl einer geeigneten Reinraumklasse und ihre konsequente Einhaltung sind unerlässlich, um Produkte vor mikrobiologischer Kontamination zu schützen. Insbesondere in Bereichen, in denen sterile Produkte hergestellt werden, ist die Kontrolle der Luftreinheit nach DIN EN ISO und die Beachtung der GMP-Richtlinien von größter Bedeutung. Durch spezielle Luftführung und Filtration können Reinräume effektiv vor Einflüssen geschützt werden, die die Produktreinheit gefährden könnten.
Verständnis der GMP-Richtlinien und deren Einfluss auf Reinräume
Ausführung der GMP-Standards für Reinräume
Die Good Manufacturing Practice (GMP) Richtlinien definieren Qualitäts- und Sicherheitsstandards für die Herstellung von Arzneimitteln und anderen Produkten im Gesundheitssektor. Diese umfassen detaillierte Anforderungen an die Reinraumumgebung, zum Beispiel bezüglich Luftqualität, Personalhygiene und Geräte. Die GMP-Standards stellen sicher, dass Produkte unter kontrollierten Bedingungen hergestellt werden, die eine konstante Qualität und Sicherheit garantieren.
Der Zusammenhang zwischen GMP-Anforderungen und der Reinraumklassifizierung
Die Einhaltung der GMP-Richtlinien ist eng mit der Klassifizierung von Reinräumen nach DIN EN ISO verknüpft. Die GMP-Standards fordern die Etablierung geeigneter Reinräume für die Herstellung steriler Arzneimittel und anderer sensibler Produkte. Die Auswahl der richtigen Reinraumklasse sowie die regelmäßige Überprüfung und Validierung der Reinheit sind Schlüsselelemente der GMP-konformen Produktion.
Umsetzung der GMP-Richtlinien in die Praxis der Reinraumtechnik
Die praktische Umsetzung der GMP-Richtlinien in Reinräumen erfordert sorgfältige Planung, Überwachung und Kontrolle der Produktionsprozesse. Dies beinhaltet die Auswahl angemessener Reinraumklassen, die Implementierung von Kontrollmechanismen zur Vermeidung von Kontamination und die Sicherstellung der Einhaltung aller relevanten Normen und Richtlinien. Die konsequente Anwendung der GMP-Standards in Reinräumen ist unerlässlich, um die Qualität, Sicherheit und Wirksamkeit von Produkten zu gewährleisten.
Q: Was sind die Reinraumanforderungen nach DIN EN ISO 14644?
A: Die DIN EN ISO 14644 definiert verschiedene Reinraumklassen, die Anforderungen an die Partikelkonzentration pro m³ und mikrobiologische Kontamination festlegen.
Q: Welche Normen und Richtlinien sind für Reinräume relevant?
A: Neben der DIN EN ISO 14644 sind auch die EN ISO 14644-1, GMP und weitere Normen und Richtlinien wichtig für die Arbeit im Reinraum.
Q: Was versteht man unter Annex 1 in Bezug auf Reinraumanforderungen?
A: Annex 1 definiert den Reinheitsgrad der Luft in Reinräumen sowie die Bestimmung von Grenzwerten für Partikelkonzentration pro m³.
Q: Welche Bedeutung hat GMP in Verbindung mit Reinräumen?
A: GMP steht für Good Manufacturing Practice und legt Richtlinien für die Produktion und Kontrolle von pharmazeutischen Produkten fest, was auch für Reinräume relevant ist.
Q: Welche Bereiche nutzen Reinräume gemäß der EN ISO 14644?
A: Reinräume finden Anwendung in den Biowissenschaften, der medizinischen Forschung und anderen Branchen, die hohe Reinheitsanforderungen haben.
Q: Was definiert die ISO-Klassifizierung von Reinräumen?
A: Die ISO-Klassifizierung von ISO 1 bis ISO 9 bestimmt den Reinheitsgrad der Luft in Reinräumen, wobei ISO 1 die strengsten Anforderungen und ISO 9 die niedrigsten Anforderungen hat.
Q: Wie werden Partikel in die Luft in einem Reinraum kontrolliert?
A: Die Reinraumklasse und -ausstattung sowie Maßnahmen wie Luftfiltration und Reinraum-Technologien helfen dabei, das Eindringen von Partikeln in die Luft zu minimieren.
Raumdrucküberwachung | Effiziente Raumdrucküberwachung in kritischen Umgebungen
Die Gewährleistung einer kontrollierten Umgebung durch die Überwachung des Raumdrucks ist eine grundlegende Notwendigkeit in verschiedenen kritischen Bereichen wie Krankenhäusern, Reinräumen und Laboren. Die Aufrechterhaltung des korrekten Drucks ist entscheidend für die Verhinderung von Kontaminationen, die Sicherheit von Feuerstätten und bietet generell eine bessere Umgebung für empfindliche Prozesse. Der folgende Artikel befasst sich mit den Grundlagen, der technischen Umsetzung und der kontinuierlichen Überwachung sowie Wartung von Raumdrucküberwachungssystemen.
Was ist Raumdrucküberwachung und warum ist sie wichtig?
Grundlagen der Raumdrucküberwachung
Raumdrucküberwachung ist das Messen und Regulieren des Drucks in einem Raum oder einer abgeschlossenen Umgebung. Die Überwachung dient dazu, Unter- oder Überdruck gegenüber angrenzenden Bereichen zu erzeugen, um einen kontrollierten Luftstrom zu gewährleisten. Diese Technik ist unabdingbar, um Reinheit und Isolation in Bereichen zu garantieren, die dies erfordern. Das Messen dieses Druckunterschieds erfolgt in Pascal (Pa), und die Aufrechterhaltung des gewünschten Drucks ist fundamental für die Vermeidung von Luftkontaminationen und den Schutz kritischer Arbeitsabläufe.
Die Rolle der Raumdrucküberwachung in Krankenhäusern und Reinräumen
In Krankenhäusern, insbesondere in Operationssälen und Isolierzimmern, ist die Verhinderung der Ausbreitung von Infektionen ein zentrales Anliegen. Die Raumdrucküberwachung sichert durch die Schaffung von Überdruck die Reinheit der Luft und schützt Patienten sowie Personal. Ähnlich essentiell ist diese in Reinräumen, wo hochsensible Produktionsprozesse, z.B. in der Pharmazie oder Mikroelektronik, einen kontaminationsfreien Raum benötigen. Ein stabiler und kontrollierter Raumdruck verhindert das Eindringen von Partikeln und sorgt für optimale Arbeitsbedingungen.
Der Einfluss von Raumdruck auf Feuerstätten und Sicherheit
Der korrekte Raumdruck hat auch signifikante Auswirkungen auf Feuerstätten und die allgemeine Sicherheit in Gebäuden. Ein unkontrollierter Luftfluss kann im Falle eines Brandes die Ausbreitung von Rauch begünstigen. Effektive Raumdrucküberwachungssysteme können dazu beitragen, sicherzustellen, dass gefährliche Gase und Rauch kontrolliert und von sicherheitskritischen Bereichen ferngehalten werden.
Wie kann Raumdruck technisch gemessen und überwacht werden?
Die Funktion und Bedeutung von Differenzdruckmanometern
Differenzdruckmanometer sind zentrale Instrumente in der Raumdrucküberwachung. Diese Messgeräte erfassen den Druckunterschied zwischen zwei Räumen oder Umgebungen und sind für die Erhaltung eines sauberen Raums unerlässlich. Ein präzises Differenzdruckmessgerät ermöglicht es, kleinste Veränderungen im Luftdruck zu erfassen und entsprechend zu reagieren, sei es durch Anpassung der Lüftungsanlage oder Aktivierung von Alarmen bei Abweichungen vom gewünschten Druckniveau.
Einsatz von Magnehelic Messgeräten in der Raumdruckmessung
Magnehelic Messgeräte sind aufgrund ihrer Zuverlässigkeit und Benutzerfreundlichkeit eine weitere häufig eingesetzte Technologie zur Überwachung des Differentialdrucks. Diese Geräte bieten eine analoge Anzeige des momentanen Druckunterschieds und eignen sich hervorragend zur schnellen Überprüfung der Druckverhältnisse. Magnehelic Messgeräte sind in vielen kritischen Anlagen zu finden und leisten einen wichtigen Beitrag zur Aufrechterhaltung der Raumdruckqualität.
Unterdruck-Controller und ihre Anwendung in der Überwachung
Unterdruck-Controller sind speziell entwickelte Systeme, die zur Überwachung und Regelung des Unterdrucks in geschlossenen Räumen dienen. Sie sind in der Lage, kontinuierlich Daten zu erheben und bei Abweichungen vom Sollwert automatisch Korrekturen vorzunehmen. Diese intelligenten Controller können mit verschiedenen Sensoren gekoppelt werden, um Temperatur, Feuchte und CO2-Gehalt neben dem Druck zu messen, was eine umfassende Überwachung der Umgebungsbedingungen ermöglicht.
Überblick über Produkte zur Raumdrucküberwachung: Die Briem Serie und LUC
Vergleich der Messbereiche und Funktionen von Briem und LUC Produkten
Briem und LUC bieten beide eine Reihe von Produkten zur Raumdrucküberwachung, die sich in Funktionen, Messbereichen und spezifischen Eigenschaften unterscheiden. Während die Briem Serie für ihre robusten Differenzdruckmessgeräte bekannt ist, bietet LUC innovative Lösungen mit zusätzlicher Vernetzungsfähigkeit und automatischer Datenprotokollierung. Beide Serien sind für den Einsatz in hochsensiblen Umgebungen konzipiert und gewährleisten präzise Messungen sowie zuverlässiges Monitoring.
Anwendungsspezifische Produkteigenschaften
Abhängig von den spezifischen Anforderungen einer Umgebung können verschiedene Produkteigenschaften wichtig sein. Für Reinräume, in denen Partikelkontamination ein kritisches Thema ist, sind Geräte mit hoher Messgenauigkeit und Filterüberwachung von Bedeutung. Für Labore oder Krankenhausumgebungen könnte der Fokus eher auf einer breiten Palette von messbaren Parametern und der Fähigkeit zur Integration in bestehende Lüftungssysteme liegen. Auch die Materialien, aus denen die Produkte gefertigt sind, wie z.B. Edelstahl für pharmazeutische Anwendungen, können entscheidend sein.
Wie wählt man das richtige Produkt für spezifische Anforderungen aus?
Die Auswahl des richtigen Produkts für die Raumdrucküberwachung erfordert eine sorgfältige Bewertung der spezifischen Bedürfnisse und Anforderungen des Einsatzortes. Faktoren wie der zu überwachende Druckbereich, die erforderliche Messgenauigkeit, zusätzliche Funktionen wie Alarme oder Schnittstellen für die Datenerfassung und die Kompatibilität mit vorhandenen Systemen sollten berücksichtigt werden. Fachberatung und der Vergleich von Produkten verschiedener Hersteller, wie Briem und LUC, sind unverzichtbare Schritte, um die optimale Lösung für jede Anwendung zu finden.
Monitoring und Dokumentation in der Raumdrucküberwachung
Die Bedeutung der kontinuierlichen Überwachung und Datenerfassung
Die kontinuierliche Überwachung und Datenerfassung sind wesentliche Komponenten für die Aufrechterhaltung einer optimalen Raumdruckumgebung. Moderne Raumdrucküberwachungssysteme bieten die Möglichkeit, Messdaten in Echtzeit zu erfassen und zu speichern. Dies ermöglicht eine schnelle Reaktion auf Abweichungen und trägt zur langfristigen Qualitätssicherung bei. Zudem sind diese Daten von großer Bedeutung für die Einhaltung von Vorschriften und Standards in kritischen Umgebungen.
Reinraumanforderungen | Grundlagen und Normen der Reinraumtechnik
Die Reinraumtechnik ist ein fundamentales Feld innerhalb verschiedener Industrien, insbesondere in der Pharmazie, Medizintechnik und Raumfahrttechnik. Sie spielt eine entscheidende Rolle bei der Herstellung von Produkten unter streng kontrollierten Umgebungsbedingungen. Dieser Artikel erläutert die maßgeblichen Standards und Anforderungen für Reinräume, die Praktiken zur Kontrolle der Partikelkonzentration, die Klassifizierungskriterien von Reinraumklassen nach DIN EN ISO 14644-1 sowie den Einfluss der Branche und die Methoden zur Aufrechterhaltung der Reinheit in Reinräumen und angrenzenden Bereichen.
Was sind die Kernanforderungen an Reinräume nach ISO 14644 und GMP?
Überblick über ISO 14644 und ihre Bedeutung für Reinräume
Die Norm ISO 14644 ist entscheidend für die Festlegung von Klassen von Reinräumen und den zugehörigen kontrollierten Umgebungen. Sie definiert die Luftreinheitsklassen auf Grundlage der Partikelkonzentration. Von Klasse ISO 1, welche die niedrigsten, bis zu Klasse ISO 9 mit den höchsten Grenzwerten für Partikelkonzentrationen spannt sich das Klassifizierungsspektrum. Somit ist sie ein grundlegender Standard für jeden Betrieb, der Reinräume nutzt.
Grundprinzipien des GMP-Leitfadens für Reinraumstandards
GMP, kurz für Good Manufacturing Practice, stellt einen weiteren wesentlichen Leitfaden dar, welcher spezifisch die Herstellungsbedingungen von Arzneimitteln und Medizinprodukten regelt. GMP umfasst nicht nur die räumlichen und technischen Anforderungen, sondern betont auch die Bedeutung von Prozessen und Personalqualifikationen, um die Kontamination von Produkten zu vermeiden und Sterilität zu gewährleisten.
Verbindung zwischen ISO 14644 und GMP in der Reinraumklassifizierung
Die ISO 14644 und GMP ergänzen sich in der Klassifizierung von Reinräumen. Während die ISO 14644 die notwendigen Rahmenbedingungen für die Luftreinheit schafft, erweitert GMP diese Grundlagen um Aspekte der Fertigung, die sicherstellen, dass die Endprodukte den höchsten Standards an Reinheit und Sicherheit entsprechen. Die Einhaltung beider Richtlinien ist essentiell für Betriebe, die Reinräume für die Produktion sterilisierter Produkte verwenden.
Wie kann die Partikelkonzentration in Reinräumen effektiv kontrolliert werden?
Techniken zur Messung und Überwachung von Partikelkonzentrationen
Die Kontrolle der Partikelkonzentration in der Luft ist ein zentraler Bestandteil der Reinraumtechnik. Spezialisierte Instrumente, wie Partikelzähler, werden verwendet, um die Anzahl der Partikel pro Kubikmeter Luft zu messen und sicherzustellen, dass die Werte innerhalb der festgelegten Grenzen der entsprechenden Reinraumklasse bleiben. Regelmäßige Überwachung ermöglicht eine frühzeitige Erkennung von Abweichungen und die Einleitung entsprechender Maßnahmen.
Strategien zur Reduzierung von Kontaminationen in Reinräumen
Um Kontaminationen zu minimieren, werden umfassende Protokolle und Strategien angewendet. Dazu gehören unter anderem die Nutzung von spezieller Reinraumbekleidung, strengen Verfahren für die Reinigung und Desinfektion der Räumlichkeiten sowie die strikte Kontrolle von Material- und Personendurchflüssen. Die Schulung des Personals im Umgang mit den spezifischen Anforderungen eines Reinraums ist zudem unerlässlich für die Aufrechterhaltung der Reinheitsstandards.
Die Rolle der Reinraumtechnik bei der Kontaminationskontrolle
Bauliche und technische Maßnahmen der Reinraumtechnik, wie Luftfilter- und Lüftungssysteme, spielen eine entscheidende Rolle bei der Kontrolle von Verunreinigungen. High-Efficiency Particulate Air (HEPA) und Ultra Low Penetration Air (ULPA) Filter sind Beispiele für Systeme, die in der Lage sind, Partikel und Mikroorganismen effizient aus der Luft zu entfernen, was essentiell für die Aufrechterhaltung der geforderten Reinheitsklassen ist.
Welche Klassifizierungskriterien gelten für Reinraumklassen nach DIN EN ISO 14644-1?
Verständnis der Klassifizierungskriterien von Reinraumklassen
Die DIN EN ISO 14644-1 legt die spezifischen Kriterien für die Klassifikation von Reinräumen fest. Im Mittelpunkt stehen die maximale Partikelkonzentration und die Partikelgröße, die in der Raumluft vorhanden sein dürfen. Diese Norm ermöglicht es, Reinräume eindeutig in verschiedene Klassen einzuteilen, abhängig von der Reinheit der Luft, gemessen an der Anzahl und Größe der Partikel.
Vergleich der Reinraumklassen und deren spezifische Anforderungen
Es gibt verschiedene Reinraumklassen, von Klasse ISO 1 bis Klasse ISO 9, wobei Klasse ISO 1 die strengsten Anforderungen stellt. Jede Klasse legt spezifische Grenzwerte für die Partikelkonzentration fest, die nicht überschritten werden dürfen. Zum Beispiel erfordert eine höhere Klasse wie ISO 3 strengere Kontrollen der Luftreinheit im Vergleich zu einer niedrigeren Klasse wie ISO 8, was in den unterschiedlichen Anwendungen und geforderten Reinheitsstandards begründet liegt.
Die Auswirkungen der Norm DIN EN ISO 14644-1 auf Reinraumdesign und -betrieb
Die Norm DIN EN ISO 14644-1 hat maßgeblichen Einfluss auf das Design und den Betrieb von Reinräumen. Entscheidungen bezüglich der Luftströmung, Filtertechnologie, Materialauswahl und Konstruktion werden auf Grundlage dieser Norm getroffen. Ein effektives Reinraumdesign ist entscheidend, um die Einhaltung der geforderten Reinraumklasse zu gewährleisten und den reibungslosen Betrieb der Anlagen sicherzustellen.
Q: Was sind Reinraumanforderungen?
A: Reinraumanforderungen beziehen sich auf die Standards und Klassifizierungen, die für Reinräume und zugehörige Reinraumbereiche gelten. Diese Anforderungen sind in verschiedenen Normen wie der DIN EN ISO 14644 oder der VDI 2083 festgelegt.
Q: Was ist ein Reinraum?
A: Ein Reinraum ist ein Arbeitsplatz oder ein abgeschlossener Bereich mit hohen Reinheits- und reinraumklassifikationsanforderungen. Er dient dazu, Verunreinigungen zu minimieren und spezifische Reinheitsstandards einzuhalten.
Q: Welche Rolle spielen Richtlinien wie die DIN EN ISO 14644 bei Reinraumklassifizierungen?
A: Richtlinien wie die DIN EN ISO 14644 legen die Klassifizierung von Reinräumen anhand der Luftreinheitsklasse fest. Sie dienen dazu, Reinräume nach definierten Standards zu klassifizieren und zu überwachen.
Q: Welche Bedeutung hat die VDI 2083 im Bereich der Reinraumtechnik?
A: Die VDI 2083 ist eine Richtlinie für die Planung und den Betrieb von Reinräumen. Sie enthält Anforderungen und Empfehlungen, um eine optimale Reinraumumgebung zu gewährleisten.
Q: Was sind GMP-Leitfaden in Bezug auf Reinraumtechnologie?
A: GMP-Leitfaden sind Richtlinien für die gute Herstellungspraxis und gelten auch für Reinraumumgebungen. Sie stellen sicher, dass medizinische Geräte und pharmazeutische Produkte unter kontrollierten Bedingungen hergestellt werden.
Q: Welche Bedeutung haben Reinräume in der Medizintechnik und im Manufacturing?
A: Reinräume sind besonders in der Medizintechnik und im Manufacturing wichtig, da sie eine kontrollierte Umgebung bieten, um empfindliche Komponenten vor Verunreinigungen zu schützen und die Qualität zu gewährleisten.
Q: Wie werden Reinraumbereiche klassifiziert?
A: Reinraumbereiche werden nach Reinheitsstandards klassifiziert, die von ISO 1 bis ISO 9 reichen. Die Klassifizierung erfolgt je nach Partikelanzahl und anderen Verunreinigungen.
Q: Was sind Reinraumanforderungen in Bezug auf die Branche?
A: Reinraumanforderungen sind spezifische Standards und Vorschriften, die in verschiedenen Branchen wie der Mikroelektronik, den Biowissenschaften und der medizinischen Forschung festgelegt werden, um die Reinheit und Kontamination in Reinräumen zu gewährleisten.
Q: Welche Klassifizierungssysteme gelten für Reinräume?
A: Reinräume werden gemäß verschiedenen Normen wie ISO und GMP klassifiziert. Sie werden in verschiedene Klassen wie ISO 1 bis 9 oder A bis D eingeteilt, abhängig von den Reinheitsanforderungen.
Q: Was ist ein Reinraum und welche Funktion hat er?
A: Ein Reinraum ist ein abgeschlossener Raum, der bestimmte Luft- und Partikelstandards einhalten muss, um kontrollierte Bedingungen für Arbeiten im Bereich der Medizin, Mikrobiologie oder Optik- und Lasertechnologie zu gewährleisten.
Q: Welche Anforderungen gelten für Reinräume der Klasse ISO 5?
A: Reinräume der Klasse ISO 5 haben die höchsten Anforderungen an Reinheit und Kontamination, wobei die Partikelanzahl pro Kubikmeter Luft so gering wie möglich gehalten werden muss.
Q: Wie wird die Reinraumklasse A definiert?
A: Die Reinraumklasse A entspricht der höchsten Reinheitsklasse und setzt sehr strenge Anforderungen an die Luftqualität und Oberflächenbeschaffenheit innerhalb des Reinraums.
Q: Welche Arbeiten werden in Reinräumen der Klasse C durchgeführt?
A: In Reinräumen der Klasse C werden unter kontrollierten Bedingungen Arbeiten durchgeführt, die spezifische Reinheitsanforderungen erfordern, wie z.B. in der Medizin oder Mikrobiologie.
Q: Welche Bedeutung haben ISO und GMP in Bezug auf Reinraumklassen?
A: ISO und GMP sind Standards, die den Reinheitsgrad und die Reinheitsanforderungen in Reinräumen definieren und sicherstellen, dass die technischen Anforderungen je nach Reinraumklasse erfüllt werden.
Reinraum ISO Klassen | Übersicht der Reinraumklassen nach DIN EN ISO 14644-1 und GMP
Die Reinheit in Produktionsumgebungen spielt in vielen Branchen wie der Pharmazie, Mikroelektronik und Biotechnologie eine entscheidende Rolle. Um diese Reinheit zu gewährleisten und standardisieren, wurden spezielle Klassen von Reinräumen definiert. Im Mittelpunkt dieser Klassifizierung stehen die DIN EN ISO 14644-1 sowie GMP (Good Manufacturing Practice). Diese Richtlinien sind entscheidend für Hersteller, die die höchsten Anforderungen an die Reinheit in ihren Produktionsprozessen erfüllen müssen. Der folgende Artikel bietet einen umfangreichen Überblick über die Klassifizierung von Reinräumen, die spezifischen Anforderungen und die Bedeutung der Kontaminationskontrolle.
Was sind die Grundlagen der Reinraumklassifizierung nach ISO 14644-1?
Definition der Reinraumklassen nach ISO 14644-1
Die Norm DIN EN ISO 14644-1 definiert die Reinheitsgrade von Reinräumen auf der Basis der Partikelkonzentration. Abhängig von der Höhe der zulässigen Partikel pro Kubikmeter Luft werden Reinräume in Klassen von ISO 1 bis ISO 9 eingeteilt. Ein Reinraum der Klasse 1 hat dabei die niedrigste zulässige Partikelkonzentration und ist somit der reinste Raum, während ein Reinraum der Klasse 9 den höchsten Grenzwert an Partikeln aufweist.
Die Bedeutung der Partikelkonzentration in Reinräumen
Die Partikelkonzentration ist ein wesentlicher Faktor für die Klassifizierung und den Betrieb von Reinräumen. Partikel können aus verschiedenen Quellen wie Menschen, Materialien oder dem Produktionsprozess selbst stammen und müssen auf ein Minimum reduziert werden, um die notwendige Reinheit für empfindliche Fertigungsprozesse zu gewährleisten. Eine niedrige Partikelkonzentration ist entscheidend für die Herstellung von Produkten höchster Qualität, beispielsweise in der Mikroelektronik oder Pharmazie.
Unterschiede zwischen den Reinraumklassen ISO 1 bis ISO 9
Jede ISO-Klasse definiert eine maximal zulässige Partikelkonzentration pro Kubikmeter Luft für verschiedene Partikelgrößen. Während ISO 1 die strengsten Anforderungen stellt, sind die Voraussetzungen für ISO 9 weniger stringent. Die Einteilung erlaubt Herstellern, den Reinheitsgrad ihrer Reinräume exakt auf die Anforderungen ihrer spezifischen Prozesse abzustimmen. Für jede Klasse gibt es spezifische Grenzwerte, die nicht überschritten werden dürfen, um eine Kontamination der Produkte zu vermeiden.
Wie werden Reinräume nach DIN EN ISO 14644-1 klassifiziert?
Die Rolle der DIN EN ISO 14644 in der Klassifizierung
Die DIN EN ISO 14644 Reihe stellt ein umfassendes Rahmenwerk für die Klassifizierung, Überwachung und den Betrieb von Reinräumen zur Verfügung. Sie definiert unter anderem die Methoden zur Testung und Überwachung der Partikelkonzentration, um eine kontinuierliche Einhaltung der vorgegebenen Reinraumklasse zu gewährleisten.
Methoden zur Bestimmung der Partikelkonzentration
Um die Partikelkonzentration in Reinräumen zu messen, kommen verschiedene Technologien zum Einsatz. Diese reichen von Luftprobennahme über Partikelzähler bis hin zu mikrobiologischen Tests. Mithilfe dieser Methoden können Betreiber von Reinräumen sicherstellen, dass die Luftreinheit den spezifischen Anforderungen der jeweiligen ISO-Klasse entspricht.
Grenzwerte für Partikelkonzentration und Größenverteilung
Für jede Reinraumklasse legt die Norm spezifische Grenzwerte für die Partikelkonzentration und die Verteilung der Partikelgrößen fest. Diese Grenzwerte sind in umfangreichen Tabellen in der DIN EN ISO 14644-1 dokumentiert und dienen als Richtlinie für die Klassifizierung und Überprüfung der Reinräume.
Die Integration von GMP-Anforderungen in die Reinraumklassen
Verbindung zwischen GMP und ISO 14644-1
Die Good Manufacturing Practice (GMP) stellt einen zusätzlichen Regelungsrahmen dar, der vor allem in der Pharmaindustrie Anwendung findet. GMP-Anforderungen ergänzen die ISO 14644-1, indem sie spezifische Vorgaben für den Betrieb von Reinräumen und die Herstellung von Arzneimitteln festlegen. Die Einhaltung beider Standards sichert die höchstmögliche Produktreinheit und -sicherheit.
Spezifische Anforderungen der GMP für Reinräume
GMP definiert detaillierte Anforderungen für den Betrieb von Reinräumen, die von der Schulung des Personals über die Dokumentation von Reinigungs- und Wartungsarbeiten bis hin zur Kontrolle von Produktionsprozessen reichen. Diese Anforderungen sind darauf ausgelegt, die Risiken einer Kreuzkontamination und anderen Verunreinigungen zu minimieren.
Annex 1 und seine Bedeutung für GMP-konforme Reinräume
Der Annex 1 ist ein wesentlicher Bestandteil der GMP-Richtlinien, der spezifische Vorgaben für die Konzeption, Validierung und den Betrieb von Reinräumen in der Arzneimittelherstellung enthält. Er ergänzt die ISO 14644-1 und konkretisiert die Anforderungen an Reinräume, um die Sicherheit und Effizienz von pharmazeutischen Produktionsprozessen zu maximieren.
Arbeitsprozesse und Verhaltensregeln in Reinräumen
Richtlinien für Arbeiten in Reinräumen nach ISO 14644 und GMP
Die Einhaltung von spezifischen Arbeitsprozessen und Verhaltensregeln ist essentiell für die Aufrechterhaltung der Reinheit in Reinräumen. Dazu gehören unter anderem die korrekte Anwendung von Schutzkleidung, die Begrenzung der Personenanzahl im Reinraum und die strikte Befolgung von Reinigungsprotokollen.
Wichtigkeit der Schulung und des Bewusstseins der Mitarbeiter
Mitarbeiter spielen eine Schlüsselrolle in der Kontaminationskontrolle. Daher ist es von größter Bedeutung, dass sie regelmäßig geschult werden und ein tiefes Verständnis für die Notwendigkeit der Einhaltung von Reinraumstandards haben. Solche Schulungen tragen wesentlich dazu bei, das Risiko von Kontaminationen zu verringern.
Kontaminationskontrolle und Kreuzkontamination vermeiden
Die Kontaminationskontrolle ist das zentrale Element im Betrieb eines Reinraums. Durch strikte Verfahren und Protokolle können Verunreinigungen effektiv vermieden werden. Dazu zählt auch die Vermeidung von Kreuzkontaminationen, die durch den Transfer von Partikeln von einem Produkt oder Prozess zum anderen entstehen können.
Grenzwerte für mikrobiologische Kontamination in Reinräumen
Übersicht über mikrobiologische Grenzwerte in verschiedenen Reinraumklassen
Die DIN EN ISO 14644-1 und GMP-Richtlinien definieren neben Partikelgrenzwerten auch Grenzwerte für mikrobiologische Kontamination. Diese Grenzwerte variieren je nach Reinraumklasse und sind entscheidend für die Sicherstellung der mikrobiologischen Reinheit, besonders in Bereichen wie der Pharmazie, wo Produktsicherheit oberste Priorität hat.
Methoden zur Überwachung der mikrobiologischen Kontamination
Zur Überwachung der mikrobiologischen Kontamination in Reinräumen werden spezifische Tests und Verfahren eingesetzt. Dazu gehören Luft- und Oberflächenprobenahmen sowie regelmäßige Validierungsmaßnahmen, um die Einhaltung der festgelegten mikrobiologischen Grenzwerte zu gewährleisten.
Präventive Maßnahmen zur Einhaltung der mikrobiologischen Reinheit
Um die mikrobiologische Reinheit in Reinräumen aufrechtzuerhalten, sind präventive Maßnahmen entscheidend. Diese umfassen eine sorgfältige Auswahl und Reinigung von Materialien und Ausrüstungen, das Design des Reinraums selbst und die Durchführung regelmäßiger Schulungen für das Personal. Die Kombination dieser Maßnahmen hilft, die hohen Standards der Reinraumtechnik zu wahren und die Qualität der Produkte zu sichern.
Q: Was ist ein Reinraum nach ISO Klassen?
A: Ein Reinraum nach ISO Klassen ist ein Raum, der bestimmte Grenzwerte für die mikrobiologische Kontamination und Partikelgröße gemäß den Reinraumklassen nach DIN EN ISO oder dem EG-GMP-Leitfaden einhalten muss.
Q: Welche Reinraumklassen gibt es nach DIN EN ISO?
A: Nach DIN EN ISO gibt es verschiedene Reinraumklassen wie ISO 5, ISO 8 und ISO 3, die den Reinheitsgrad des Raumes entsprechend der Partikelkonzentration pro m³ definieren.
Q: Wie werden Reinraumklassen nach dem EG-GMP-Leitfaden definiert?
A: Die Reinraumklassen nach dem EG-GMP-Leitfaden werden in Klassen wie A, B, C und D unterteilt, wobei Klasse A die höchsten Anforderungen an Reinheit und Kontrolle der Raumatmosphäre stellt.
Q: Welche Norm definiert den Reinheitsgrad eines Reinraums?
A: Der Reinheitsgrad eines Reinraums wird gemäß der ISO 14644-1 definiert, die Richtlinien für die Partikelkonzentration und Luftströmung in Reinräumen festlegt.
Q: Welche Grenzwerte gelten für die mikrobiologische Kontamination in Reinräumen?
A: Die Grenzwerte für die mikrobiologische Kontamination in Reinräumen sind in den Reinraumklassen nach DIN EN ISO oder dem EG-GMP-Leitfaden festgelegt und sollen die Reinheit des Raumes sicherstellen.
Q: Welche Bedeutung haben Reinräume in der pharmazeutischen Industrie?
A: Reinräume spielen in der pharmazeutischen Industrie eine entscheidende Rolle, da sie die erforderliche Reinheit und Kontrolle der Raumluft für empfindliche Prozesse wie die Herstellung von Medikamenten gewährleisten.
Klassifizierung von Reinraumklassen nach ISO 14644-1: Klasse 8 und GMP-Anforderungen
Die Reinraumtechnik ist ein wesentlicher Bestandteil vieler Industriezweige, darunter die Pharmaindustrie, die Biotechnologie und die Elektronikfertigung. Innerhalb dieser spezialisierten Bereiche ist die Einhaltung bestimmter Luftreinheitsstandards unerlässlich, um Produktqualität und Sicherheit zu gewährleisten. Die Klassifizierung von Reinräumen nach ISO 14644-1, insbesondere Klasse 8, ist ein wichtiges Thema für Unternehmen, die diese strengen Anforderungen erfüllen müssen. In diesem Artikel werden wir die grundlegenden Anforderungen, die Klassifizierung gemäß DIN EN ISO 14644-1 und GMP, spezifische Anforderungen an die Luftreinheit in Klasse 8, deren Anwendungsbereiche und die Unterscheidung von anderen Reinraumklassen näher beleuchten.
Was sind die grundlegenden Anforderungen für einen Reinraum nach ISO 14644-1 Klasse 8?
Die Bedeutung von ISO 14644-1 für Reinraumklassen
Die ISO 14644-1 Norm ist ein international anerkannter Standard, der die Klassifizierung von Luftreinheit in Reinräumen und zugehörigen kontrollierten Umgebungen definiert. Sie legt die Anzahl der Partikel fest, die pro Kubikmeter Luft in einem Reinraum erlaubt sind. Für die Klasse 8 spezifiziert dieser Standard maximale Partikelkonzentrationen, um eine kontrollierte Umgebung zu gewährleisten, in der Verunreinigungen minimiert werden.
Grundlegende Luftreinheitsgrade für Reinräume der Klasse 8
In Reinräumen der Klasse 8 sind die Anforderungen an die Luftreinheit weniger streng als in höheren Klassen. Dennoch müssen Unternehmen, die solche Reinräume betreiben, die maximale Partikelkonzentration genau überwachen und regulieren. Die Klasse 8 erlaubt eine Partikelkonzentration von 3,520,000 Partikeln pro Kubikmeter Luft (bei einer Partikelgröße von 0,5 µm oder größer), was eine Herausforderung für die Aufrechterhaltung der benötigten Reinheitsgrade darstellt.
Maximale Partikelkonzentration in Reinräumen der Klasse 8
Zur Erreichung und Aufrechterhaltung der geforderten Luftreinheit in der Reinraumklasse 8, müssen spezielle Filter- und Lüftungssysteme eingesetzt werden. Diese Systeme sind darauf ausgelegt, Partikel und Verunreinigungen kontinuierlich zu entfernen, um die normkonforme Partikelkonzentration nicht zu überschreiten. Die Überwachung erfolgt durch regelmäßige Messungen mit Partikelzählern, um sicherzustellen, dass die Anforderungen der ISO 14644-1 erfüllt werden.
Wie werden Reinräume gemäß DIN EN ISO 14644-1 und GMP klassifiziert?
Klassifizierungsprozess von Reinräumen nach ISO 14644-1
Der Klassifizierungsprozess von Reinräumen gemäß ISO 14644-1 beinhaltet eine gründliche Bewertung der Luftreinheit durch Messung der Partikelkonzentration in der Luft. Die Norm legt spezifische Kriterien und Testverfahren fest, um zu bestimmen, welcher Reinraumklasse eine bestimmte Umgebung zugeordnet wird. Die Klassifizierung erfolgt nach der Anzahl der Partikel eines bestimmten Durchmessers pro Kubikmeter Luft, was die Grundlage für die Einstufung in eine ISO-Klasse bildet.
Der Zusammenhang zwischen DIN EN ISO 14644-1 und GMP für Reinraumklassen
GMP (Good Manufacturing Practice) Standards ergänzen die ISO 14644-1, indem sie zusätzliche Anforderungen für die Produktion, insbesondere in der Pharmaindustrie und der Medizintechnik, definieren. Während ISO 14644-1 sich auf die Luftreinheit konzentriert, beziehen GMP-Anforderungen auch Aspekte wie Personalhygiene, Ausrüstung und Prozesse mit ein. Für Hersteller in regulierten Branchen ist es erforderlich, beide Standards zu erfüllen, um einen sicheren und effizienten Produktionsprozess zu gewährleisten.
Unterschiede zwischen den Reinraumklassen und GMP-Standards
Obwohl sowohl ISO 14644-1 als auch GMP Richtlinien für die Reinheit und Kontrolle von Produktionsumgebungen bieten, unterscheiden sie sich in ihren spezifischen Anforderungen und Schwerpunkten. ISO 14644-1 konzentriert sich ausschließlich auf die Luftqualität und Partikelkonzentration, während GMP ein umfassenderes Qualitätsmanagement-System darstellt, das auch die Validierung von Reinigungsprozessen, Mitarbeiterqualifikationen und Dokumentation umfasst.
Welche spezifischen Anforderungen stellt die ISO 14644-1 Klasse 8 an die Luftreinheit?
Detailierte Anforderungen an die Partikelgröße und -anzahl pro m³
Für die Qualifizierung eines Reinraums als Klasse 8 nach ISO 14644-1 müssen spezifische Grenzwerte der Partikelkonzentration eingehalten werden. Diese Grenzwerte definieren die maximal zulässige Anzahl von Partikeln verschiedener Größen pro Kubikmeter Luft. Beispielsweise dürfen bei Partikeln mit einer Größe von 0,5 µm oder größer nicht mehr als 3,520,000 Partikel pro Kubikmeter Luft vorhanden sein.
Grenzwerte der Verschmutzung und Messverfahren
Um die Einhaltung der spezifizierten Grenzwerte zu überprüfen, werden standardisierte Messverfahren angewandt, die es erlauben, die Partikelkonzentration in der Luft präzise zu bestimmen. Diese Messungen werden regelmäßig durchgeführt, um eine konstante Überwachung der Luftreinheit zu gewährleisten. Spezialisierte Geräte, wie Partikelzähler, spielen dabei eine essenzielle Rolle.
Qualifizierung und Validierung von Reinräumen der Klasse 8
Die Qualifizierung und Validierung von Reinräumen der Klasse 8 sind kritische Prozesse, die sicherstellen, dass die Anforderungen an die Luftreinheit erfüllt werden. Diese Verfahren beinhalten eine detaillierte Bewertung der Reinraumumgebung, einschließlich der Wirksamkeit von Lüftungssystemen und Filtrationseinheiten sowie der Einhaltung von Verfahrensrichtlinien und -protokollen. Diese Schritte gewährleisten, dass der Reinraum gemäß den Standards funktioniert und aufrechterhalten wird.
In welchen Bereich findet Reinraumklasse ISO 8 häufig Anwendung?
Anwendungsbereiche in der Medizintechnik und der Pharmaindustrie
Reinräume der Klasse 8 finden breite Anwendung in der Medizintechnik und der Pharmaindustrie, wo sie für die Herstellung und Verpackung von Produkten verwendet werden, für die strenge Anforderungen an die Kontamination gelten. Diese Umgebungen erfordern eine kontrollierte Atmosphäre, um die Qualität und Sicherheit von medizinischen Produkten und Medikamenten zu gewährleisten.
ISO 8 Reinräume in der Elektronikfertigung und Biotechnologie
Auch in der Elektronikfertigung und Biotechnologie sind ISO 8 Reinräume von Bedeutung. In diesen Branchen wird die Kontrolle von Partikelverunreinigungen benötigt, um die Integrität von empfindlichen Produkten und Komponenten zu sichern. Die Einhaltung der Reinraumklasse ISO 8 stellt sicher, dass diese hohen Reinheitsstandards erreicht und aufrechterhalten werden.
Die Rolle der Reinraumklasse 8 in der Forschung und Entwicklung
In Forschungs- und Entwicklungslaboren, insbesondere in den Lebenswissenschaften, spielt die Reinraumklasse 8 eine wichtige Rolle. Sie ermöglicht die Durchführung von Experimenten und Studien unter kontrollierten Bedingungen, die frei von partikulären und mikrobiellen Verunreinigungen sind. So können Forscher präzise und reproduzierbare Ergebnisse erzielen.
Wie unterscheidet sich die Reinraumklasse ISO 8 von anderen Reinraumklassen?
Vergleich der Partikelgrenzwerte zwischen ISO 5, ISO 8 und ISO 9
Der Hauptunterschied zwischen den Reinraumklassen ISO 5, ISO 8 und ISO 9 liegt in den maximal erlaubten Partikelkonzentrationen. Während ISO 5 extrem niedrige Grenzwerte vorschreibt, die für die Herstellung steriler pharmazeutischer Produkte erforderlich sind, bietet ISO 8 mehr Flexibilität durch höhere zulässige Partikelzahlen. ISO 9 stellt die geringsten Anforderungen und entspricht in etwa der normalen Raumluft.
Die pragmatische Anwendung von ISO 8-Reinräumen im Vergleich zu höheren Klassen
ISO 8-Reinräume bieten einen vernünftigen Kompromiss zwischen der strikten Kontrolle in ISO 5 und der relativen Laxheit von ISO 9. Sie werden häufig in Anwendungen eingesetzt, bei denen ein mittleres Maß an Kontrolle über die Umgebung ausreichend ist, um die Produktsicherheit und -qualität zu gewährleisten, ohne die extrem hohen Kosten für die Einhaltung der höchsten Reinheitsstandards zu verursachen.
Überlegungen bei der Planung und dem Betrieb von Reinraumklasse 8
Bei der Planung und dem Betrieb eines Reinraums der Klasse 8 müssen mehrere wichtige Überlegungen berücksichtigt werden. Dazu gehören die Auswahl geeigneter Filtrationssysteme, die regelmäßige Schulung des Personals in Bezug auf Reinraumprotokolle und die sorgfältige Überwachung der Luftqualität. Diese Faktoren sind entscheidend für die Aufrechterhaltung der Reinheit und Effizienz des Reinraums.
Verständnis der Reinraumklasse ISO 8 gemäß DIN EN ISO 14644-1 und GMP
Reinräume spielen eine entscheidende Rolle in einer Vielzahl von Industriezweigen, insbesondere dort, wo die Reinheit der Umgebung eine entscheidende Rolle für die Qualität und Sicherheit der Produkte spielt. Die Klassifizierung von Reinräumen nach ISO 14644-1 in verschiedene Reinheitsklassen ermöglicht eine standardisierte Einordnung der Reinheitsanforderungen. Die Reinraumklasse ISO 8, gemäß DIN EN ISO 14644-1 und den Good Manufacturing Practices (GMP), stellt dabei eine spezifische Kategorie dar, die in verschiedenen Branchen von großer Bedeutung ist.
Was definiert einen Reinraum ISO Klasse 8 und seine Bedeutung?
Grundlagen der Klassifizierung nach ISO 14644-1 für Reinräume
Die Norm ISO 14644-1 definiert die Klassifizierung von Reinräumen basierend auf der Konzentration von Partikeln in der Luft. Diese Einteilung reicht von ISO 1, der reinsten Klasse, bis hin zu ISO 9, der Klasse mit der höchsten erlaubten Partikelkonzentration. Innerhalb dieses Spektrums spielt die Klasse ISO 8 eine wichtige Rolle, da sie einen ausgeglichenen Standard für viele Anwendungen bietet. Die Spezifikation nach DIN EN ISO 14644-1 legt fest, wie die Messungen zur Ermittlung der Partikelkonzentration durchgeführt werden müssen und welche Kriterien für die Klassifizierung herangezogen werden.
Die spezifischen Anforderungen der Reinraumklasse ISO 8
Ein Reinraum der Klasse ISO 8 gemäß der Norm darf eine maximale Partikelkonzentration von 3.520.000 Partikel pro Kubikmeter Luft (bei einer Partikelgröße von 0,5 µm oder größer) aufweisen. Diese Grenzwerte sichern ein hohes Maß an Reinheit und reduzieren die Risiken von Verunreinigungen in sensiblen Fertigungs- und Forschungsprozessen erheblich. Neben der Partikelkonzentration sind auch Faktoren wie Temperatur, Feuchtigkeit und Luftdruck für die Klassifizierung und Aufrechterhaltung eines Reinraums nach ISO 8 von Bedeutung.
Der Zusammenhang zwischen ISO 8 und GMP Richtlinien
Die GMP-Richtlinien (Good Manufacturing Practices) stellen sicher, dass Produkte konsistent und unter kontrollierten Bedingungen produziert werden. Sie ergänzen die ISO 14644-1, indem sie zusätzliche Anforderungen an die Herstellungsprozesse, das Personal und die Überwachung der Umgebungsbedingungen in Reinräumen stellen. Die Klasse ISO 8 wird häufig in Bereichen der Pharmazie und Medizintechnik eingesetzt, wo GMP-Richtlinien besonders streng sind, um die Sicherheit und Wirksamkeit von Produkten zu gewährleisten.
Wie wird die Luftreinheit in Reinraumklassen nach ISO 14644-1 gemessen?
Messverfahren für Partikelkonzentration gemäß DIN EN ISO 14644-1
Die Messung der Partikelkonzentration in Reinräumen erfolgt mithilfe von Partikelzählern, die Luftproben entnehmen und die Anzahl sowie Größe der Partikel in diesen Proben analysieren. Die Probenahme und Analyse müssen gemäß DIN EN ISO 14644-1 durchgeführt werden, um valide Ergebnisse zu erzielen und die Klassifizierung nach ISO 8 sicherzustellen. Diese Messungen sollten in regelmäßigen Abständen und unter definierten Bedingungen durchgeführt werden, um die Konformität mit den vorgegebenen Grenzwerten zu überprüfen und die Luftreinheit aufrechtzuerhalten.
Die Grenzwerte der Partikelkonzentration für Reinraumklasse ISO 8
Die Grenzwerte für die Partikelkonzentration in einem Reinraum der Klasse ISO 8 sind klar definiert. Neben dem bereits genannten Grenzwert von 3.520.000 Partikeln pro Kubikmeter für Partikel der Größe 0,5 µm oder größer, gibt es auch spezifische Grenzwerte für kleinere und größere Partikelgrößen. Diese Grenzwerte sind essentiell für die Klassifizierung und müssen durch regelmäßige Messungen bestätigt werden. Ein Überschreiten dieser Werte würde eine Deklassifizierung des Reinraums nach sich ziehen und erfordert sofortige Maßnahmen, um die Reinheit wiederherzustellen.
Überwachung und Aufrechterhaltung der Luftreinheit in Reinräumen
Die kontinuierliche Überwachung der Luftreinheit ist entscheidend für den Betrieb eines Reinraums der Klasse ISO 8. Neben der regelmäßigen Messung der Partikelkonzentration umfassen diese Aktivitäten auch die Kontrolle der klimatischen Bedingungen und die Überprüfung der Effektivität von Luftreinigungsgeräten wie HEPA-Filtern. Protokolle und Aufzeichnungen dieser Messungen sind nicht nur für die Einhaltung der Norm ISO 14644-1 und GMP-Richtlinien wichtig, sondern auch für die kontinuierliche Verbesserung der Reinraumbedingungen.
Welche Anwendungsbereiche gibt es für Reinraumklasse ISO 8?
Anwendungen in der Medizintechnik und Pharmazie
Die Reinraumklasse ISO 8 findet in der Medizintechnik und Pharmazie breite Anwendung, da hier die Anforderungen an Produktsicherheit und -reinheit besonders hoch sind. Produkte wie sterile Medizinprodukte, Pharmazeutika und Wirkstoffe erfordern eine Herstellungsumgebung, die das Risiko von Kontaminationen und Infektionen minimiert. Die Einhaltung der Reinraumklasse ISO 8 zusammen mit den GMP-Richtlinien garantiert diese Reinheitsstandards und unterstützt die Produktion von qualitativ hochwertigen und sicheren Produkten.
ISO 8 in der Elektronikfertigung und anderen Industrien
Neben der Pharma- und Medizintechnikbranche spielt die Klasse ISO 8 auch in der Elektronikfertigung eine bedeutende Rolle. Die Herstellung von Halbleitern, integrierten Schaltkreisen und anderen elektronischen Bauteilen erfordert eine kontrollierte Umgebung, um die Integrität der Produkte zu schützen. Reinräume der Klasse ISO 8 bieten die notwendige Luftreinheit, um Partikel-induzierte Defekte zu vermeiden und die Ausbeute bei der Fertigung zu maximieren. Auch in anderen Industriebereichen, wie der Lebensmitteltechnologie und der Feinmechanik, findet die Reinraumklasse ISO 8 Anwendung, um die Qualitätsanforderungen der Produkte zu erfüllen.
Bedeutung der Reinraumklasse ISO 8 in der Forschung
In Forschungseinrichtungen dient die Reinraumklasse ISO 8 der Schaffung einer kontrollierten Umgebung für experimentelle Arbeiten und die Entwicklung neuer Technologien. Die präzise Kontrolle der Reinheitsbedingungen ermöglicht es Wissenschaftlern, Experimente unter definierten und reproduzierbaren Bedingungen durchzuführen. Dies ist besonders wichtig in Bereichen wie der Nanotechnologie, der Biotechnologie und der Materialwissenschaft, wo selbst kleinste Verunreinigungen die Ergebnisse signifikant beeinflussen können.
Wie erfolgt die Qualifizierung und Klassifizierung von Reinräumen nach ISO 14644-1 Klasse 8?
Schritte zur Qualifizierung von Reinräumen der Klasse ISO 8
Die Qualifizierung eines Reinraums der Klasse ISO 8 erfordert eine Reihe von Schritten, um sicherzustellen, dass die Anforderungen der Norm ISO 14644-1 erfüllt sind. Dazu gehört die anfängliche Bewertung der Raumkonstruktion und -ausstattung, die Durchführung von Partikelmessungen zur Bestätigung der Reinheitsklasse und die Implementierung von Verfahren zur Kontrolle und Aufrechterhaltung der Reinheitsstandards. Darüber hinaus müssen Schulungen für das Personal durchgeführt werden, um die Bewusstheit für die Bedeutung der Reinraumbedingungen zu schärfen und die Einhaltung der Betriebsprozeduren zu gewährleisten.
Wichtige Überlegungen zur Einhaltung der ISO 14644-1 Norm
Bei der Einhaltung der Norm ISO 14644-1 sind mehrere Faktoren zu beachten. Dazu zählen die korrekte Auswahl und Installation der Luftfilterung und -führung, die Sicherstellung einer kontinuierlichen Überwachung der Partikelkonzentration und die regelmäßige Schulung des Personals. Es ist auch wichtig, regelmäßige Validierungen und Re-Validierungen durchzuführen, um die Konformität mit den Anforderungen der ISO 14644-1 zu bestätigen und die Effektivität der getroffenen Maßnahmen zu bewerten.
Annex 1 und seine Rolle in der Klassifizierung von Reinräumen
Annex 1 der ISO 14644-1 spielt eine zentrale Rolle bei der Klassifizierung von Reinräumen. Er bietet detaillierte Anleitungen für die Planung, Validierung und Überwachung von Reinräumen und ergänzt damit die grundlegenden Anforderungen der Norm. In Bezug auf Reinräume der Klasse ISO 8 liefert Annex 1 spezifische Empfehlungen zu Aspekten wie Luftwechselraten, Filtereffizienz und Überwachungsmethoden, die zur Einhaltung der erforderlichen Reinheitsstandards beitragen.
Maximale Partikelkonzentration und Anforderungen an Reinräume der Klasse ISO 8
Die Maximalwerte an Partikeln pro Kubikmeter Luft
Die Einhaltung der maximalen Partikelkonzentration ist ein fundamentales Kriterium für die Klassifizierung von Reinräumen nach ISO 8. Wie bereits erwähnt, dürfen in einem Reinraum der Klasse ISO 8 nicht mehr als 3.520.000 Partikel pro Kubikmeter Luft (bei einer Partikelgröße von 0,5 µm oder größer) vorhanden sein. Diese Grenzwerte gewährleisten eine Umgebung, die für eine Vielzahl von industriellen und wissenschaftlichen Anwendungen geeignet ist, indem sie ein akzeptables Niveau an Luftreinheit sicherstellt.
Reinheit und Monitoring der Luftqualität in Klasse 8 Reinräumen
Um die Reinheit in einem Reinraum der Klasse ISO 8 aufrechtzuerhalten, ist es entscheidend, eine kontinuierliche Überwachung der Luftqualität durchzuführen. Dazu gehören regelmäßige Partikelmessungen, die Überprüfung der Effektivität der Luftfilter und die Kontrolle der Luftströmungen innerhalb des Reinraums. Diese Maßnahmen stellen sicher, dass alle Bedingungen erfüllt sind, um die Klassifizierung nach ISO 14644-1 aufrechtzuerhalten und somit eine konstante Produktqualität und Sicherheit zu gewährleisten.
Praktische Tipps zur Einhaltung der maximalen Partikelkonzentration
Um die Einhaltung der maximal zulässigen Partikelkonzentration in Reinräumen der Klasse ISO 8 zu gewährleisten, gibt es mehrere praktische Tipps. Diese umfassen die regelmäßige Wartung und Prüfung der HEPA-Filter, die Implementierung von Schleusensystemen zur Kontrolle des Personals- und Materialflusses und die Schulung des Personals in Bezug auf korrektes Verhalten und Hygienemaßnahmen in Reinraumbereichen. Durch die Kombination dieser Maßnahmen können Betreiber von Reinräumen der Klasse ISO 8 die erforderlichen Reinheitsstandards effektiv aufrechterhalten und die Qualität ihrer Produkte und Prozesse sichern.
Q: Was ist ein Reinraum nach ISO 8?
A: Ein Reinraum nach ISO 8 ist ein Raum, in dem die maximale zulässige Partikelkonzentration pro m³ gemäß den Standards festgelegt ist.
Q: Welche Teilchenklasse definiert DIN EN ISO 14644-1?
A: DIN EN ISO 14644-1 definiert verschiedene Teilchenklassen, um die Reinheitsgrade von Reinräumen zu klassifizieren.
Q: Warum ist die Reinraumklasse D wichtig?
A: Die Reinraumklasse D definiert die maximal zulässige Partikelkonzentration pro m³ Luft und spielt eine wichtige Rolle bei der Aufrechterhaltung der Reinheit des Raumes.
Q: Was bedeutet ISO-Klasse 5 in Bezug auf Reinräume?
A: ISO-Klasse 5 bezieht sich auf die Partikeldichte in einem Reinraum und definiert den Reinheitsgrad des Raumes.
Q: Welche Branchen nutzen Reinräume der Klasse A?
A: Reinräume der Klasse A werden beispielsweise in der Optik- und Lasertechnologie sowie in der Mikroelektronik eingesetzt.
Q: Warum ist geringe Partikeldichte in Reinräumen wichtig?
A: Eine geringe Partikeldichte trägt dazu bei, die Qualität und Reinheit des Raumes zu gewährleisten.
Q: Was beinhaltet die VDI 2083 in Bezug auf Reinräume?
A: Die VDI 2083 umfasst durchgeführte Reinraumqualifizierungen und Requalifizierungen sowie dokumentierte Nachweise zur Einhaltung der Reinraumstandards.
Reinheitsgrade luft EN ISO 14644-1 | Übersicht und Klassifizierung der Reinraumklassen gemäß DIN EN ISO 14644-1
Die Norm DIN EN ISO 14644-1 ist ein zentraler Bestandteil in der Welt der Reinraumtechnik und legt global anerkannte Standards für die Reinheit der Luft in Reinräumen fest. Diese Norm ermöglicht es Unternehmen aus unterschiedlichen Branchen wie Pharma, Biotechnologie, Medizintechnik und Halbleiterfertigung, einheitliche Bedingungen für die Reinheit in ihren Produktionsumgebungen zu schaffen. In diesem Artikel werden die Grundlagen, die Klassifizierung von Reinräumen sowie praktische Tipps zur Umsetzung dieser Norm ausführlich erläutert.
Was versteht man unter DIN EN ISO 14644-1 und wie wird sie angewendet?
Definition und Grundlagen der Norm DIN EN ISO 14644-1
Die DIN EN ISO 14644-1 ist eine international gültige Norm, die die Anforderungen an die Luftreinheit in Reinräumen und zugehörigen Reinbereichen spezifiziert. Sie legt Reinheitsklassen fest, welche auf der maximal zulässigen Partikelkonzentration pro Kubikmeter Luft basieren. Diese Klassifizierung sorgt für eine standardisierte Bewertung der Luftreinheit, die auf objektiven und messbaren Kriterien basiert.
Die Bedeutung der ISO 14644-1 für die Reinraumtechnik
In der Reinraumtechnik ist die DIN EN ISO 14644-1 ein grundlegendes Werkzeug für die Planung, Zertifizierung und den Betrieb von Reinräumen. Die Norm trägt dazu bei, die erforderliche Reinheit der Luft sicherzustellen, indem sie klare Anleitungen für die Überwachung und Kontrolle der Partikelkonzentration liefert. Dies ist besonders wichtig in Industrien, in denen selbst kleinste Partikel die Qualität der Produktion beeinträchtigen können, wie beispielsweise in der Mikroelektronik oder Pharmazeutik.
Unterschiede zwischen DIN EN ISO 14644-1 und anderen relevanten Normen
Die DIN EN ISO 14644-1 unterscheidet sich von anderen Normen, wie der VDI 2083 oder dem Annex 1 der GMP-Richtlinien, hauptsächlich in ihrem Anwendungsbereich und ihrer spezifischen Ausrichtung auf Luftreinheit. Während die ISO 14644 sich ausschließlich auf die Partikelkonzentration in der Luft konzentriert, behandeln andere Dokumente beispielsweise auch Anforderungen an Personalverhalten oder die Reinrauminfrastruktur. Diese unterschiedlichen Schwerpunkte müssen im Kontext der jeweiligen Betriebsanforderungen betrachtet werden.
Wie werden Reinraumklassen nach DIN EN ISO 14644-1 klassifiziert?
Kriterien für die Klassifizierung von Reinräumen
Die Klassifizierung von Reinräumen nach DIN EN ISO 14644-1 erfolgt anhand der Partikelkonzentration in der Luft. Hierbei werden Reinräume in verschiedene Reinraumklassen eingeteilt, von ISO Klasse 1, der höchsten Reinheit, bis zu ISO Klasse 9, der niedrigsten. Die Zuordnung zu einer Klasse hängt von der Anzahl und Größe der Partikel ab, die pro Kubikmeter Luft zulässig sind.
Anwendung der Partikelkonzentration in der Luft zur Klassifizierung
Um eine Reinraumklasse nach DIN EN ISO 14644-1 festzulegen, wird die Partikelkonzentration in der Luft gemessen. Diese Messung erfasst Partikel verschiedener Größen und bestimmt, wie viele Partikel eines bestimmten Durchmessers in einem Kubikmeter Luft enthalten sind. Die Ergebnisse dieser Messungen werden dann verwendet, um den Reinraum einer entsprechenden Klasse zuzuordnen, basierend auf den in der Norm festgelegten Grenzwerten.
Übersicht der Reinheitsklassen und ihre Grenzwerte
Die DIN EN ISO 14644-1 definiert insgesamt neun Reinheitsklassen. Die Klassifizierung beginnt bei Klasse 1, welche die strengsten Anforderungen stellt mit einem Grenzwert von maximal 10 Partikeln pro Kubikmeter Luft für Partikel, die größer oder gleich 0,1 µm sind. Die Anforderungen werden weniger streng mit ansteigender Klassennummer, wobei Klasse 9 einen Grenzwert von 35.200.000 Partikeln pro Kubikmeter Luft für Partikel, die größer oder gleich 5 µm sind, zulässt. Diese detaillierte Staffelung ermöglicht eine präzise Spezifikation der Luftreinheit für verschiedene Anwendungsgebiete.
Welche Rolle spielen Partikelkonzentration und -größe in der Luftqualität von Reinräumen?
Messung und Bedeutung der Partikelkonzentration pro m³
Die Partikelkonzentration pro Kubikmeter ist ein entscheidender Faktor für die Bestimmung der Reinraumklasse und somit für die Qualität der Luft in Reinräumen. Durch die Messung der Anzahl der Partikel in der Luft können spezifische Reinheitsanforderungen erfüllt und die Kontaminationsrisiken minimiert werden. Regelmäßige Überwachungen stellen sicher, dass die Luftreinheit innerhalb der zulässigen Grenzen bleibt und somit ein konstantes Produktionsumfeld gewährleistet wird.
Einfluss der Partikelgröße auf die Klassifizierung von Reinräumen
Die Partikelgröße spielt eine wesentliche Rolle bei der Klassifizierung von Reinräumen, da verschiedene Industrien unterschiedliche Anforderungen an die Partikelgrößen haben. Beispielsweise können in der pharmazeutischen Produktion bestimmte biologische Kontaminationen ein höheres Risiko darstellen als in der Halbleiterindustrie, wo bereits kleinste Siliziumteilchen die Produktqualität beeinträchtigen können. Daher differenziert die DIN EN ISO 14644-1 die Grenzwerte nicht nur nach Partikelanzahl, sondern auch nach deren Größe.
Maximal zulässige Partikelkonzentrationen und Grenzwerte für verschiedene Reinraumklassen
Für jede Reinraumklasse definiert die DIN EN ISO 14644-1 spezifische maximal zulässige Partikelkonzentrationen. Diese Grenzwerte sind essentiell für die Einhaltung der benötigten Reinheitsgrade und für den Schutz der in Reinräumen hergestellten Produkte. So muss beispielsweise ein Reinraum der Klasse 5 weniger als 3.520 Partikel pro Kubikmeter Luft enthalten, die größer oder gleich 0,5 µm sind, um die geforderte Luftqualität zu gewährleisten.
Wie beeinflusst die mikrobiologische Kontamination die Klassifizierung von Reinräumen nach ISO 14644-1?
Grenzwerte für die mikrobiologische Kontamination in Reinräumen
Die Norm ISO 14644-1 legt den Fokus primär auf die Partikelkonzentration und nicht explizit auf mikrobiologische Kontaminationen. Dennoch spielt die Kontrolle von Mikroorganismen eine wichtige Rolle in vielen Industrien, die Reinräume nutzen. Hierfür können zusätzliche Spezifikationen und Normen, wie GMP-Richtlinien, herangezogen werden, welche die Anforderungen an mikrobiologische Kontaminationen festlegen.
Methoden zur Überwachung und Kontrolle mikrobiologischer Kontamination
Um die mikrobiologische Kontamination in Reinräumen zu überwachen und zu kontrollieren, kommen verschiedene Methoden zum Einsatz. Dazu gehören Luftkeimsammler, Abklatschtests und die Überwachung der Umgebung auf spezifische Mikroorganismen. Wichtig ist, dass diese Maßnahmen regelmäßig durchgeführt werden, um die Einhaltung der erforderlichen Reinheitsstandards sicherzustellen.
Unterschiede in der Handhabung von mikrobiologischer Kontamination in verschiedenen Reinheitsklassen
Die Anforderungen an die Kontrolle mikrobiologischer Kontamination variieren je nach Reinraumklasse und Industrie. Während in Produktionsbereichen der Pharmaindustrie strenge Kontrollen erforderlich sind, um die Sicherheit und Wirksamkeit der Produkte zu gewährleisten, könnten in anderen Bereichen, wie der Elektronikfertigung, weniger strenge Anforderungen gelten. Dies unterstreicht die Bedeutung einer individuellen Risikobewertung und der Anpassung der Kontrollstrategien an die spezifischen Bedürfnisse des jeweiligen Reinraums.
Praktische Anleitungen und Tipps für die Umsetzung der DIN EN ISO 14644-1 in Reinräumen
Vorgehensweisen bei der Klassifizierung und Zertifizierung von Reinräumen
Für die Klassifizierung und Zertifizierung von Reinräumen gemäß DIN EN ISO 14644-1 sind detaillierte Planungen und Messungen erforderlich. Es empfiehlt sich, mit qualifizierten Fachkräften zusammenzuarbeiten, die Erfahrung in der Durchführung der notwendigen Tests und Bewertungen haben. Ein genaues Verständnis der Norm und ihrer Anforderungen ist entscheidend, um eine erfolgreiche Zertifizierung zu erreichen.
Wartung und Überwachung von Reinräumen gemäß ISO 14644-1
Die kontinuierliche Wartung und Überwachung sind wesentliche Aspekte für den langfristigen Erfolg und die Einhaltung der Reinheitsklassen nach DIN EN ISO 14644-1. Dazu gehören regelmäßige Reinigungen, Filterwechsel und die Überprüfung der Luftströmungsparameter. Ebenso wichtig ist die Schulung des Personals, das in Reinräumen arbeitet, um ein Bewusstsein für die kritischen Prozesse zu schaffen und Kontaminationen zu vermeiden.
Bewährte Praktiken für die Aufrechterhaltung der erforderlichen Luftreinheit in Reinräumen
Zu den bewährten Praktiken gehört neben der regelmäßigen Überwachung und Wartung auch die konsequente Einhaltung der vorgeschriebenen Arbeitsabläufe und Richtlinien. Die Implementierung eines effektiven Qualitätsmanagementsystems und die kontinuierliche Verbesserung der Prozesse spielen eine entscheidende Rolle beim Erhalt der notwendigen Reinheitsstandards. Die enge Zusammenarbeit zwischen Betriebspersonal, Qualitätsmanagement und technischem Service ist der Schlüssel zu einem erfolgreichen Reinraummanagement.
Q: Was sind die Reinheitsgrade der Luft nach EN ISO 14644-1?
A: Die Reinheitsgrade der Luft nach EN ISO 14644-1 sind in Klassen von ISO 1 bis ISO 9 unterteilt, wobei ISO 1 die reinste Klasse darstellt.
Q: Welche Bedeutung hat die DIN EN ISO 14644?
A: Die DIN EN ISO 14644 ist ein internationaler Standard, der die Klassifizierung von Reinräumen mithilfe von Partikelkonzentrationen definiert.
Q: Was besagt die ISO-14644-1 Klassifizierung?
A: Die ISO-14644-1 Klassifizierung legt die Anforderungen an die Reinheitsgrade der Luft in Reinräumen fest.
Q: Was sind Reinraumklassen nach dem EG-GMP-Leitfaden?
A: Die Reinraumklassen nach dem EG-GMP-Leitfaden sind Richtlinien zur Klassifizierung von Reinräumen in der pharmazeutischen Industrie.
Q: Welche Rolle spielen die VDI 2083 und die ISO 14644 zusammen?
A: Die VDI 2083 und die ISO 14644 sind Normen, die gemeinsam die Anforderungen an Reinraumklassen und Luftreinheitsgrade definieren.
Q: Was versteht man unter guten Herstellungspraktiken (GMP) im Zusammenhang mit reinen Räumen?
A: Gute Herstellungspraktiken (GMP) beziehen sich auf die erforderlichen Standards und Verfahren zur Herstellung von Arzneimitteln in kontrollierten Umgebungen wie Reinräumen.
Q: Welche Informationen liefert die Tabelle gemäß DIN EN ISO 14644-1?
A: Die Tabelle gemäß DIN EN ISO 14644-1 liefert detaillierte Angaben zur Klassifizierung von Reinräumen basierend auf Partikelkonzentrationen.
Q: Was ist die ISO 14644-1 Klassifizierung?
A: Die ISO 14644-1 Klassifizierung ist die Norm, die den Reinheitsgrad der Luft in Reinräumen definiert und in die Klassen ISO 1 bis 9 unterteilt.
Q: Welche Standards regeln die Partikelreinheitsklasse der Luft?
A: Neben der ISO 14644-1 behandelt auch die VDI 2083 die Partikelreinheitsklasse der Luft, insbesondere in Bezug auf Reinraumanforderungen.
Q: Was sind Reinräume nach dem EG-GMP-Leitfaden?
A: Reinräume nach dem EG-GMP-Leitfaden sind spezielle Räume in der pharmazeutischen Industrie, die bestimmte Anforderungen an die Reinheit der Luft und Oberflächen erfüllen müssen.
Q: Welche Rolle spielen die Reinheitsgrade in Bezug auf die ISO 14644 und VDI 2083?
A: Die Reinheitsgrade gemäß ISO 14644 und VDI 2083 sind entscheidend für die Klassifizierung von Reinräumen und die Kontrolle der Luftpartikelkonzentration.
Q: Welche Bedeutung hat die US Fed Std 209E für den Reinheitsgrad?
A: Die US Fed Std 209E spezifiziert die Klassen für Partikelreinheit in der Luft und beeinflusst somit den Reinheitsgrad in verschiedenen Umgebungen, einschließlich Reinräumen.
Q: Wie werden Reinraumklassen nach dem EG-GMP-Leitfaden definiert?
A: Die Reinraumklassen nach dem EG-GMP-Leitfaden werden anhand der Anzahl der luftgetragenen Partikel und der zulässigen Anzahl pro Kubikmeter Luft festgelegt.
Q: Was sind die Anforderungen an die Reinheit in Bezug auf die ISO 14644?
A: Die ISO 14644-1 definiert den Reinheitsgrad von Reinräumen, wobei die Klassen 7 und 8 besonders hohe Reinheitsanforderungen erfüllen müssen.
Reinräum filterklasse lebensmittel | Reinraumtechnik und Filterklassen in der Lebensmittelindustrie
Die Reinraumtechnik spielt eine entscheidende Rolle in der Lebensmittelindustrie, um die Qualität und Sicherheit von Nahrungsmitteln zu gewährleisten. Die Wahl der richtigen Filterklasse und die Einhaltung relevanter Normen, wie ISO und DIN EN ISO, tragen maßgeblich zur Vermeidung von Kontaminationen bei. In diesem Artikel werden wir die Bedeutung der Reinraumklassifizierung, die Auswahl geeigneter Filterklassen und den Einfluss der GMP (Good Manufacturing Practice) Richtlinien auf die Reinraumtechnik in der Lebensmittelindustrie näher betrachten.
Warum ist die Reinraumklassifizierung in der Lebensmittelindustrie wichtig?
Die Bedeutung der ISO- und DIN EN ISO-Normen für Hygiene
Die ISO- und DIN EN ISO-Normen definieren weltweit anerkannte Standards für die Reinheit von Luft in Reinräumen. Diese Normen, einschließlich DIN EN ISO 14644 und ISO 16890, legen Grenzwerte für Partikelkonzentrationen fest, die in der Raumluft nicht überschritten werden dürfen. Durch die Einhaltung dieser Standards wird ein hygienisch sicherer Produktionsprozess unterstützt, der das Risiko von Kontaminationen durch Mikroorganismen oder chemischen Verunreinigungen minimiert.
Risiken durch Kontamination in der Lebensmittelproduktion
Kontamination in der Lebensmittelproduktion kann zu schwerwiegenden gesundheitlichen Risiken für den Verbraucher führen. Dabei spielen nicht nur Bakterien und Mikroorganismen eine Rolle, sondern auch chemische Verunreinigungen oder Fremdkörper. Um diese Risiken zu minimieren, sind Reinräume der Klassen ISO 1 bis ISO 5 oft in Bereichen mit den höchsten Anforderungen an die Luftreinheit zu finden, um eine niedrige Partikelkonzentration und somit einen hohen Reinheitsgrad der Lebensmittel zu gewährleisten.
Verbesserung der Produktqualität durch optimierte Reinraumtechnik
Eine optimierte Reinraumtechnik verbessert nicht nur die Hygiene und Sicherheit der Lebensmittelproduktion, sondern auch die Qualität des Endprodukts. Durch die Kontrolle der Luftreinheit in Produktionsräumen können Kontaminationen durch Luftgetragene Partikel deutlich reduziert werden, was zu einer höheren Produktqualität führt. Filter der Klassen H14 und U15 sind dabei besonders effizient in der Partikelfiltration und tragen maßgeblich zur Einhaltung der Reinraumklassifizierung bei.
Wie werden Reinräume und Filterklassen nach DIN EN ISO in der Lebensmittelindustrie klassifiziert?
Übersicht über die Reinraumklassen und ihre Bedeutung
Die Klassifizierung von Reinräumen in der Lebensmittelindustrie erfolgt hauptsächlich nach der DIN EN ISO 14644 und den VDI Richtlinien. Diese Klassifizierungen basieren auf der Anzahl von Partikeln eines bestimmten Durchmessers (µm) pro Kubikmeter Raumluft (m³). Je niedriger die Reinraumklasse, desto höher die Luftreinheit. In kritischen Bereichen der Lebensmittelproduktion werden oft Reinräume der Klassen ISO 5 oder niedriger verwendet, um eine möglichst geringe Partikelkonzentration zu gewährleisten.
Die Rolle der Filter bei der Aufrechterhaltung der Reinraumklassifizierung
Filter spielen eine entscheidende Rolle bei der Aufrechterhaltung der geforderten Reinraumklassifizierung. Luftfilter, insbesondere HEPA (High Efficiency Particulate Air) und ULPA (Ultra Low Penetration Air) Filter der Klassen H14 und U15 nach EN 1822, sind in der Lage, Partikel bis zu einer Größe von 0,1 µm aus der Luft zu entfernen. Dadurch wird eine weitgehende Eliminierung von Mikroorganismen aus der Abluft und damit eine Aufrechterhaltung der Luftreinheit und Hygiene im Reinraum sichergestellt.
Unterschiede zwischen EN ISO 14644-1 und DIN EN ISO 14644
Die DIN EN ISO 14644 ist eine spezifische Umsetzung der internationalen Norm EN ISO 14644-1 für den deutschsprachigen Raum. Beide Normen behandeln die Klassifizierung und Überwachung von Luftreinheit in Reinräumen. Der Hauptunterschied liegt in der regionalen Anwendung. Die DIN EN ISO 14644 wird primär im deutschsprachigen Raum angewandt, während die EN ISO 14644-1 international Anwendung findet. Beide Normen sind integral für die Festlegung von Standards in der Reinraumtechnik der Lebensmittelindustrie.
Welche Filterklassen sind für die Lebensmittelproduktion am besten geeignet?
Auswahlkriterien für Luftfilter in Reinräumen der Lebensmittelindustrie
Bei der Auswahl von Luftfiltern für Reinräume in der Lebensmittelindustrie sind mehrere Kriterien zu beachten. Neben der Filtereffizienz, die angibt, wie gut der Filter Partikel aus der Luft entfernen kann, sind auch die Energieeffizienz und die daraus resultierenden Energiekosten von Bedeutung. Filter der Klassen H14 und U15 bieten eine hohe Filtereffizienz, jedoch sollten auch Aspekte wie die Wartungsfreundlichkeit und Lebensdauer der Filter berücksichtigt werden, um die Gesamtbetriebskosten niedrig zu halten.
Die Effizienz von H14- und U15-Filtern bei der Partikelkontrolle
H14- und U15-Filter gehören zu den effizientesten Filterklassen im Hinblick auf die Partikelkontrolle in Reinräumen. Sie sind nach EN 1822 zertifiziert und erreichen eine nahezu vollständige Eliminierung von Partikeln und Mikroorganismen aus der Raumluft. Ihre Anwendung in der Lebensmittelindustrie trägt maßgeblich zur Einhaltung strenger Hygienestandards und zur Vermeidung von Kontaminationen bei, indem sie für eine hohe Luftreinheit in den Produktionsräumen sorgen.
Energieeffizienz und Energiekosten von Lüftungsanlagen in Reinräumen
Die Energieeffizienz von Lüftungsanlagen in Reinräumen hat einen signifikanten Einfluss auf die Energiekosten. Durch die Nutzung energieeffizienter Filter und Lüftungssysteme können Betriebe ihre Energiekosten reduzieren, ohne dabei Kompromisse bei der Luftreinheit eingehen zu müssen. Innovative Technologien und eine optimierte Lüftungssteuerung sind Schlüsselkomponenten zur Senkung des Energieverbrauchs und der damit verbundenen Kosten, während gleichzeitig die geforderten Reinheitsgrade aufrechterhalten werden.
Wie wirkt sich die GMP (Good Manufacturing Practice) auf die Reinraumtechnik in der Lebensmittelindustrie aus?
Grundlagen und Ziele der GMP-Richtlinien
Die GMP (Good Manufacturing Practice) Richtlinien definieren Standards für die Produktion und Qualitätssicherung in verschiedenen Branchen, einschließlich der Lebensmittelindustrie. Ziel ist es, durch festgelegte Arbeitsabläufe und strenge Hygienevorschriften ein konstant hohes Qualitätsniveau der Produkte zu gewährleisten. In Bezug auf die Reinraumtechnik setzen GMP-Richtlinien klare Vorgaben für die Planung, Überwachung und Wartung von Reinräumen, um Kontaminationen zu vermeiden und die Produktsicherheit zu erhöhen.
Umsetzung der GMP-Anforderungen in der Reinraumgestaltung und -wartung
Die Umsetzung der GMP-Anforderungen in der Reinraumgestaltung und -wartung erfordert sorgfältige Planung und regelmäßige Überprüfungen. Dazu gehören die Auswahl geeigneter Materialien und Geräte, die effektive Kontrolle der Luftreinheit durch den Einsatz geeigneter Filterklassen und regelmäßige Wartungs- und Reinigungsarbeiten. Durch die strikte Einhaltung der GMP-Richtlinien können Lebensmittelhersteller die Risiken von Kontaminationen minimieren und die Qualität ihrer Produkte sicherstellen.
Die Verbindung zwischen GMP und der Reinraumklassifizierung
Die Einhaltung der GMP-Richtlinien und die Reinraumklassifizierung sind eng miteinander verbunden. GMP definiert die Anforderungen an die Produktion und Qualitätssicherung, während die Reinraumklassifizierung die spezifischen Grenzwerte für die Luftreinheit festlegt, die erreicht werden müssen. Eine sorgfältige Planung und Überwachung der Reinraumtechnik ist notwendig, um beide Standards zu erfüllen und eine konstant hohe Produktqualität in der Lebensmittelindustrie zu gewährleisten.
Praktische Tipps zur Aufrechterhaltung der Hygienestandards in Lebensmittel-Reinräumen
Routinemäßige Überwachung und Prüfung von Reinräumen
Die routinemäßige Überwachung und Prüfung von Reinräumen sind essenziell, um die Einhaltung der Hygienestandards sicherzustellen. Dies umfasst regelmäßige Messungen der Partikelkonzentration, Überprüfung der Filterleistung und Kontrolle der Raumluft auf mikrobielle Verunreinigungen. Durch konsequente Überwachung können Abweichungen frühzeitig erkannt und Gegenmaßnahmen eingeleitet werden, um die Hygiene und Sicherheit der Lebensmittelproduktion zu gewährleisten.
Strategien zur Reduktion von Energiekosten in Reinräumen
Die Reduktion von Energiekosten in Reinräumen kann durch den Einsatz energieeffizienter Technologien und die Optimierung der Betriebsabläufe erreicht werden. Dazu gehören der Einsatz von energieeffizienten Filtern und Lüftungssystemen, die Reduktion der Luftwechselraten, wo möglich, und die Nutzung von Abwärmerückgewinnungssystemen. Durch diese Maßnahmen können Betriebe ihre Betriebskosten senken, ohne dabei Kompromisse bei den Hygienestandards einzugehen.
Schulungen und Zertifizierungen für das Reinraumpersonal
Die Schulung und Zertifizierung des Reinraumpersonals sind entscheidend für die Aufrechterhaltung der Hygienestandards. Mitarbeitende sollten regelmäßig in den richtigen Umgang mit Reinraumtechnologien, Hygienepraktiken und den spezifischen Anforderungen der GMP-Richtlinien geschult werden. Durch gut ausgebildetes Personal können Fehler vermieden, das Risiko von Kontaminationen reduziert und die Effizienz der Reinraumtechnik maximiert werden.
Q: Was ist ein Reinraum?
A: Ein Reinraum ist ein speziell kontrollierter und gereinigter Raum, der dazu dient, eine hohe Luftqualität für Produktionsprozesse, beispielsweise in der Medizintechnik oder Pharmaindustrie, sicherzustellen.
Q: Welche Reinraumklassen gibt es nach DIN EN ISO?
A: Die Reinraumklassen nach DIN EN ISO reichen von ISO 1 bis ISO 9, wobei ISO 1 die höchste Reinheitsklasse darstellt.
Q: Was besagt die Norm DIN EN ISO 14644-1?
A: Die Norm DIN EN ISO 14644-1 legt die Anforderungen an die Luftreinheit in Reinräumen fest und definiert Klassifizierungen entsprechend der Partikelkonzentration in der Luft.
Q: Warum ist die Zertifizierung nach DIN EN ISO 14644-1 wichtig?
A: Die Zertifizierung nach DIN EN ISO 14644-1 ist wichtig, um sicherzustellen, dass die Luftqualität in Reinräumen den erforderlichen Reinheitsanforderungen für bestimmte Produktionsprozesse entspricht.
Q: Welche Filterlösungen werden in Reinräumen eingesetzt?
A: In Reinräumen werden unter anderem HEPA-Filter und Endfilter zur Filtration der Luft eingesetzt, um die geforderte Luftreinheit zu gewährleisten.
Q: Welche Bedeutung haben Filter in der Produktion von Lebensmitteln?
A: Filter spielen eine wichtige Rolle in der Lebensmittelproduktion, indem sie die Luftqualität in Produktionsräumen verbessern und zur Einhaltung hygienischer Standards beitragen.
Q: Wer ist ein führender Anbieter von Filterlösungen für Reinräume?
A: Freudenberg Filtration Technologies ist ein renommierter Anbieter von Filterlösungen für Reinräume und stellt innovative Produkte für diverse Anwendungsgebiete bereit.
Q: Was ist ein Reinraum?
A: Ein Reinraum ist ein spezieller Raum, der strenge Reinheitsanforderungen erfüllt und in dem die Luftqualität kontrolliert wird, um Produktionsprozesse oder Forschungsarbeiten vor Verunreinigungen zu schützen.
Q: Welche Reinraumklassen nach DIN EN ISO gibt es?
A: Die Reinraumklassen nach DIN EN ISO reichen von ISO 1 bis ISO 9, wobei ISO 1 die strengsten Reinheitsanforderungen hat.
Q: Was ist die DIN EN ISO 14644-1?
A: Die DIN EN ISO 14644-1 ist eine Norm, die die Klassifizierung von Reinräumen nach ihrer Partikelkonzentration in der Luft festlegt.
Q: Welche Filterklasse wird für Lebensmittel benötigt?
A: Für die Filterung von Luft in Reinräumen, die in der Lebensmittelproduktion verwendet werden, werden häufig HEPA-Filter eingesetzt, um eine hohe Reinheit sicherzustellen.
Q: Welche Zertifizierungen sind relevant für Reinraumfilter?
A: Zertifizierungen nach Standards wie DIN EN ISO 14644-1 oder EN 779 sind häufig für Reinraumfilter erforderlich, um die Qualität und Leistung zu gewährleisten.
Q: Welches Unternehmen ist bekannt für Filtrationslösungen im Reinraumbereich?
A: Freudenberg Filtration Technologies ist ein renommiertes Unternehmen, das Filterlösungen für verschiedene Branchen, einschließlich Reinraumtechnologie, anbietet.
Q: Warum sind Reinraumklassen besonders wichtig für die Pharmaindustrie?
A: In der Pharmaindustrie sind Reinraumklassen entscheidend, um sicherzustellen, dass medizinische Produkte unter hygienischen Bedingungen hergestellt werden, um die Reinheit und Sicherheit zu gewährleisten.
Qualitätsplanung in Reinräumen | Qualitätsplanung in Reinräumen: Ein Leitfaden zur Qualifizierung und Technik
Die Einrichtung und der Betrieb von Reinräumen spielen eine entscheidende Rolle in Branchen, in denen Produktqualität und Kontaminationskontrolle von höchster Bedeutung sind, wie zum Beispiel in der Pharmazie, Lebensmittelindustrie und bei der Herstellung von Medical Devices. Eine umfassende Qualitätsplanung ist daher essentiell, um die Integrität der Prozesse und die Sicherheit der Produkte zu gewährleisten. Dieser Artikel bietet einen detaillierten Überblick über die Qualitätsplanung in Reinräumen, von der Konzeption bis zur kontinuierlichen Überwachung.
Was umfasst ein Qualitätsplan für Reinräume?
Definition und Bedeutung eines Qualitätsplans im Reinraum
Ein Qualitätsplan für Reinräume umfasst sämtliche Verfahren, Richtlinien und Maßnahmen, die festgelegt werden, um die Reinheit und Funktionalität des Reinraumes zu sicherstellen. Es ist ein zentrales Dokument, das den Rahmen für die Qualifizierung, den Betrieb und die kontinuierliche Überwachung des Reinraums definiert, basierend auf internationalen Standards wie der DIN EN ISO 14644.
Kernkomponenten und Aufbau eines umfassenden Qualitätsplans
Für die Erstellung eines umfassenden Qualitätsplans sind verschiedene Kernkomponenten erforderlich, darunter die Spezifikation von Reinraumklasse, die Identifizierung relevanter Kontaminationsquellen, Richtlinien für die Montage und Installation der Reinraumkomponenten sowie Verfahren zur Validierung und Verifikation der Reinraumleistung. Zudem muss eine klare Methodik für die kontinuierliche Überwachung und die Durchführung von Verbesserungsmaßnahmen festgelegt werden.
Wie die DIN EN ISO 14644 Norm in den Qualitätsplan integriert wird
Die DIN EN ISO 14644 Norm stellt internationale Standards bezüglich der Klassifizierung von Luftreinheit in Reinräumen zur Verfügung. Sie definiert Anforderungen an die Partikelkonzentration, die für jede Reinraumklasse nicht überschritten werden darf. Die Integration dieser Norm in den Qualitätsplan ist entscheidend, um internationale Richtlinien zu erfüllen, die Produktqualität sicherzustellen und Verunreinigungen zu minimieren.
Warum ist die Qualifizierung von Reinräumen entscheidend?
Die Rolle der Qualifizierung für die Produktqualität und Sicherheit
Die Qualifizierung von Reinräumen ist ein Prozess, der sicherstellt, dass der Reinraum und alle zugehörigen Systeme funktionell und gemäß den festgelegten Anforderungen sind. Dies ist besonders für GMP-relevante Bereiche wichtig, in denen die Sicherheit und Wirksamkeit von Produkten direkt von der Reinheit des Herstellungsprozesses abhängen.
Schritte der Qualifizierung: Von der Inbetriebnahme bis zur kontinuierlichen Überwachung
Die Qualifizierung eines Reinraums umfasst mehrere Schritte, von der anfänglichen Inbetriebnahme, über die Operational Qualification (OQ) bis hin zur Performance Qualification (PQ). Nach der erfolgreichen Qualifizierung ist eine kontinuierliche Überwachung entscheidend, um das einwandfreie Funktionieren und die Einhaltung der Reinheitsanforderungen sicherzustellen.
Vermeidung von Kreuzkontaminationen durch effiziente Reinraumtechnik
Eine effiziente Reinraumtechnik ist essenziell, um Kreuzkontaminationen zu vermeiden und ein hohes Reinheitsniveau beizubehalten. Dazu gehören die Installation von Schleusen, Überdruckregelungen, effektiven Lüftungs- und Klimatechniken sowie die Auswahl geeigneter Materialien und Geräte.
Reinraumtechnik und Klimatechnik: Eine unerlässliche Kombination
Wie Lüftungs- und Klimatechnik die Kontamination minimieren
Lüftungs- und Klimatechnik spielen eine entscheidende Rolle in der Minimierung von Kontaminationen in Reinräumen. Sie sorgen für die kontrollierte Zufuhr und Reinigung der Luft, um das Eindringen von Partikeln und Mikroorganismen zu verhindern. Eine adäquate Klimatechnik stellt zudem sicher, dass die Temperatur und Feuchtigkeit innerhalb der vorgeschriebenen Grenzen gehalten werden.
Durchführung und Bedeutung der Klassifizierung von Reinräumen gemäß DIN EN ISO 14644
Die Klassifizierung von Reinräumen gemäß DIN EN ISO 14644 ist ein kritischer Schritt, um das Reinheitsniveau zu definieren und zu validieren. Durch regelmäßige Messungen mittels spezifischer Messgeräte wird überprüft, ob die festgelegten Grenzwerte für Partikel und Mikroorganismen eingehalten werden, was für die Aufrechterhaltung der Produktqualität und Sicherheit entscheidend ist.
Automatisierung in der Reinraumtechnik zur Sicherstellung hoher Standards
Die Automatisierung in der Reinraumtechnik ermöglicht eine präzise Steuerung und Überwachung aller relevanten Parameter. Fortschrittliche Steuerungs- und Messtechnologie sorgt für eine konstant hohe Luftqualität und minimiert das Risiko von menschlichen Fehlern, was letztendlich zu einer höheren Effizienz und Sicherheit führt.
Prozessschritte im Reinraum: Planung bis Inbetriebnahme
Planungsphase: Festlegung der Anforderungen und Spezifikation des Projekts
Die Planungsphase eines Reinraumprojekts erfordert eine detaillierte Festlegung der Anforderungen und die Spezifikation aller Aspekte des Projekts. Dies beinhaltet die Auswahl der passenden Klasse des Reinraums, die Bestimmung der erforderlichen Reinheit der Prozesse und die Identifizierung der spezifischen Risiken für Kontaminationsquellen.
Montage und relevante Aspekte im Prozess der Reinraum-Erstellung
Die Montage eines Reinraums erfordert spezielles Wissen und eine strikte Einhaltung der vorgeschriebenen Spezifikationen. Dies umfasst die Installation von dichten Gehäusen und Dichtungen, die Anbindung an Lüftungs- und Klimatechnikanlagen, sowie die Auswahl von Materialien, die die Kontaminationsrisiken minimieren. Fachexperten und spezialisierte Auftragnehmer sind oft erforderlich, um eine korrekte Installation zu gewährleisten.
Inbetriebnahme: Verifikation der Reinraumleistung und Anpassungen
Nach der Montage folgt die Inbetriebnahme, bei der die Leistung des Reinraums gründlich getestet und verifiziert wird. Dies beinhaltet die Überprüfung der Luftreinheit, der Temperatur- und Feuchtigkeitskontrollen, sowie der Funktion von Schleusen und Überdrucksystemen. Eventuelle Anpassungen müssen vorgenommen werden, um die Einhaltung der Spezifikationen und internationalen Standards sicherzustellen.
Kontinuierliche Überwachung und Verbesserung im Reinraum
Warum kontinuierliche Überwachung für GMP-relevante Bereiche essentiell ist
In GMP-relevanten Bereichen ist eine kontinuierliche Überwachung unerlässlich, um die Einhaltung der strengen regulatorischen Anforderungen und die Sicherheit der Produktqualität zu gewährleisten. Dies erfordert regelmäßige Überprüfungen und Validierungen der Reinraumumgebung, um Abweichungen sofort zu identifizieren und zu korrigieren.
Umsetzung von Verbesserungsmaßnahmen zur Effizienzsteigerung
Die Umsetzung von Verbesserungsmaßnahmen, basierend auf den Ergebnissen der kontinuierlichen Überwachung, ist entscheidend für die Effizienzsteigerung und die Minimierung von Betriebskosten. Dies kann die Optimierung von Lüftungssystemen, die Automatisierung von Prozessabläufen oder die Schulung des Personals umfassen, um das Bewusstsein für Kontaminationsrisiken zu erhöhen.
Checkliste für eine erfolgreiche Qualitätskontrolle und Auditierung
Ein strukturierter Ansatz für die Qualitätskontrolle und Auditierung ist unerlässlich für den Erfolg eines Reinraumprojekts. Eine Checkliste, die alle wichtigen Aspekte der Qualitätsplanung, der Inbetriebnahme, der kontinuierlichen Überwachung und Verbesserungsmaßnahmen umfasst, hilft dabei, keine relevanten Punkte zu übersehen und die Einhaltung aller erforderlichen Standards zu gewährleisten.
Q: Was ist ein Reinraum?
A: Ein Reinraum ist ein spezieller Arbeitsbereich, der durch kontrollierte Luftströmungen, Filterung und spezielle Kleidung eine sehr saubere Umgebung gewährleistet.
Q: Welche Bedeutung hat GMP im Reinraumbereich?
A: GMP steht für „Good Manufacturing Practice“ und sind Richtlinien für die Qualitätssicherung in der Produktion und wurden auch für Reinräume entwickelt.
Q: Welche Rolle spielt die Überdrucktechnik im Reinraum?
A: Überdruck wird verwendet, um das Eindringen von Verunreinigungen in den Reinraum zu verhindern, indem die Luft mit höherem Druck als die Umgebung gehalten wird.
Q: Was sind die typischen Anforderungen für ein Reinraumprojekt im medizinischen Bereich?
A: Im medizinischen Bereich müssen Reinräume spezielle Anforderungen erfüllen, um die Reinheit für die Herstellung von Medizinprodukten sicherzustellen.
Q: Welche Bedeutung hat die Planung und der Bau von Reinräumen?
A: Die Planung und der Bau von Reinräumen sind entscheidend, um optimale Arbeitsbedingungen unter kontrollierten Bedingungen zu schaffen.
Q: Warum ist die Reinraumqualifizierung wichtig für den Betrieb?
A: Die Qualifizierung eines Reinraums stellt sicher, dass er den erforderlichen Standards entspricht und reibungslos betrieben werden kann.
Q: Welche Phasen umfasst die Reinraumqualifizierung?
A: Die Reinraumqualifizierung umfasst in der Regel drei Phasen: Planung, Ausführung und Überprüfung der Reinraumkonstruktion.
Die Einrichtung und der Betrieb von Reinräumen spielen eine entscheidende Rolle in Branchen, in denen Produktqualität und Kontaminationskontrolle von höchster Bedeutung sind, wie zum Beispiel in der Pharmazie, Lebensmittelindustrie und bei der Herstellung von Medical Devices. Eine umfassende Qualitätsplanung ist daher essentiell, um die Integrität der Prozesse und die Sicherheit der Produkte zu gewährleisten. Dieser Artikel bietet einen detaillierten Überblick über die Qualitätsplanung in Reinräumen, von der Konzeption bis zur kontinuierlichen Überwachung.
Was umfasst ein Qualitätsplan für Reinräume?
Definition und Bedeutung eines Qualitätsplans im Reinraum
Ein Qualitätsplan für Reinräume umfasst sämtliche Verfahren, Richtlinien und Maßnahmen, die festgelegt werden, um die Reinheit und Funktionalität des Reinraumes zu sicherstellen. Es ist ein zentrales Dokument, das den Rahmen für die Qualifizierung, den Betrieb und die kontinuierliche Überwachung des Reinraums definiert, basierend auf internationalen Standards wie der DIN EN ISO 14644.
Kernkomponenten und Aufbau eines umfassenden Qualitätsplans
Für die Erstellung eines umfassenden Qualitätsplans sind verschiedene Kernkomponenten erforderlich, darunter die Spezifikation von Reinraumklasse, die Identifizierung relevanter Kontaminationsquellen, Richtlinien für die Montage und Installation der Reinraumkomponenten sowie Verfahren zur Validierung und Verifikation der Reinraumleistung. Zudem muss eine klare Methodik für die kontinuierliche Überwachung und die Durchführung von Verbesserungsmaßnahmen festgelegt werden.
Wie die DIN EN ISO 14644 Norm in den Qualitätsplan integriert wird
Die DIN EN ISO 14644 Norm stellt internationale Standards bezüglich der Klassifizierung von Luftreinheit in Reinräumen zur Verfügung. Sie definiert Anforderungen an die Partikelkonzentration, die für jede Reinraumklasse nicht überschritten werden darf. Die Integration dieser Norm in den Qualitätsplan ist entscheidend, um internationale Richtlinien zu erfüllen, die Produktqualität sicherzustellen und Verunreinigungen zu minimieren.
Warum ist die Qualifizierung von Reinräumen entscheidend?
Die Rolle der Qualifizierung für die Produktqualität und Sicherheit
Die Qualifizierung von Reinräumen ist ein Prozess, der sicherstellt, dass der Reinraum und alle zugehörigen Systeme funktionell und gemäß den festgelegten Anforderungen sind. Dies ist besonders für GMP-relevante Bereiche wichtig, in denen die Sicherheit und Wirksamkeit von Produkten direkt von der Reinheit des Herstellungsprozesses abhängen.
Schritte der Qualifizierung: Von der Inbetriebnahme bis zur kontinuierlichen Überwachung
Die Qualifizierung eines Reinraums umfasst mehrere Schritte, von der anfänglichen Inbetriebnahme, über die Operational Qualification (OQ) bis hin zur Performance Qualification (PQ). Nach der erfolgreichen Qualifizierung ist eine kontinuierliche Überwachung entscheidend, um das einwandfreie Funktionieren und die Einhaltung der Reinheitsanforderungen sicherzustellen.
Vermeidung von Kreuzkontaminationen durch effiziente Reinraumtechnik
Eine effiziente Reinraumtechnik ist essenziell, um Kreuzkontaminationen zu vermeiden und ein hohes Reinheitsniveau beizubehalten. Dazu gehören die Installation von Schleusen, Überdruckregelungen, effektiven Lüftungs- und Klimatechniken sowie die Auswahl geeigneter Materialien und Geräte.
Reinraumtechnik und Klimatechnik: Eine unerlässliche Kombination
Wie Lüftungs- und Klimatechnik die Kontamination minimieren
Lüftungs- und Klimatechnik spielen eine entscheidende Rolle in der Minimierung von Kontaminationen in Reinräumen. Sie sorgen für die kontrollierte Zufuhr und Reinigung der Luft, um das Eindringen von Partikeln und Mikroorganismen zu verhindern. Eine adäquate Klimatechnik stellt zudem sicher, dass die Temperatur und Feuchtigkeit innerhalb der vorgeschriebenen Grenzen gehalten werden.
Durchführung und Bedeutung der Klassifizierung von Reinräumen gemäß DIN EN ISO 14644
Die Klassifizierung von Reinräumen gemäß DIN EN ISO 14644 ist ein kritischer Schritt, um das Reinheitsniveau zu definieren und zu validieren. Durch regelmäßige Messungen mittels spezifischer Messgeräte wird überprüft, ob die festgelegten Grenzwerte für Partikel und Mikroorganismen eingehalten werden, was für die Aufrechterhaltung der Produktqualität und Sicherheit entscheidend ist.
Automatisierung in der Reinraumtechnik zur Sicherstellung hoher Standards
Die Automatisierung in der Reinraumtechnik ermöglicht eine präzise Steuerung und Überwachung aller relevanten Parameter. Fortschrittliche Steuerungs- und Messtechnologie sorgt für eine konstant hohe Luftqualität und minimiert das Risiko von menschlichen Fehlern, was letztendlich zu einer höheren Effizienz und Sicherheit führt.
Prozessschritte im Reinraum: Planung bis Inbetriebnahme
Planungsphase: Festlegung der Anforderungen und Spezifikation des Projekts
Die Planungsphase eines Reinraumprojekts erfordert eine detaillierte Festlegung der Anforderungen und die Spezifikation aller Aspekte des Projekts. Dies beinhaltet die Auswahl der passenden Klasse des Reinraums, die Bestimmung der erforderlichen Reinheit der Prozesse und die Identifizierung der spezifischen Risiken für Kontaminationsquellen.
Montage und relevante Aspekte im Prozess der Reinraum-Erstellung
Die Montage eines Reinraums erfordert spezielles Wissen und eine strikte Einhaltung der vorgeschriebenen Spezifikationen. Dies umfasst die Installation von dichten Gehäusen und Dichtungen, die Anbindung an Lüftungs- und Klimatechnikanlagen, sowie die Auswahl von Materialien, die die Kontaminationsrisiken minimieren. Fachexperten und spezialisierte Auftragnehmer sind oft erforderlich, um eine korrekte Installation zu gewährleisten.
Inbetriebnahme: Verifikation der Reinraumleistung und Anpassungen
Nach der Montage folgt die Inbetriebnahme, bei der die Leistung des Reinraums gründlich getestet und verifiziert wird. Dies beinhaltet die Überprüfung der Luftreinheit, der Temperatur- und Feuchtigkeitskontrollen, sowie der Funktion von Schleusen und Überdrucksystemen. Eventuelle Anpassungen müssen vorgenommen werden, um die Einhaltung der Spezifikationen und internationalen Standards sicherzustellen.
Kontinuierliche Überwachung und Verbesserung im Reinraum
Warum kontinuierliche Überwachung für GMP-relevante Bereiche essentiell ist
In GMP-relevanten Bereichen ist eine kontinuierliche Überwachung unerlässlich, um die Einhaltung der strengen regulatorischen Anforderungen und die Sicherheit der Produktqualität zu gewährleisten. Dies erfordert regelmäßige Überprüfungen und Validierungen der Reinraumumgebung, um Abweichungen sofort zu identifizieren und zu korrigieren.
Umsetzung von Verbesserungsmaßnahmen zur Effizienzsteigerung
Die Umsetzung von Verbesserungsmaßnahmen, basierend auf den Ergebnissen der kontinuierlichen Überwachung, ist entscheidend für die Effizienzsteigerung und die Minimierung von Betriebskosten. Dies kann die Optimierung von Lüftungssystemen, die Automatisierung von Prozessabläufen oder die Schulung des Personals umfassen, um das Bewusstsein für Kontaminationsrisiken zu erhöhen.
Checkliste für eine erfolgreiche Qualitätskontrolle und Auditierung
Ein strukturierter Ansatz für die Qualitätskontrolle und Auditierung ist unerlässlich für den Erfolg eines Reinraumprojekts. Eine Checkliste, die alle wichtigen Aspekte der Qualitätsplanung, der Inbetriebnahme, der kontinuierlichen Überwachung und Verbesserungsmaßnahmen umfasst, hilft dabei, keine relevanten Punkte zu übersehen und die Einhaltung aller erforderlichen Standards zu gewährleisten.
Q: Was ist ein Reinraum?
A: Ein Reinraum ist ein spezieller Arbeitsbereich, der durch kontrollierte Luftströmungen, Filterung und spezielle Kleidung eine sehr saubere Umgebung gewährleistet.
Q: Welche Bedeutung hat GMP im Reinraumbereich?
A: GMP steht für „Good Manufacturing Practice“ und sind Richtlinien für die Qualitätssicherung in der Produktion und wurden auch für Reinräume entwickelt.
Q: Welche Rolle spielt die Überdrucktechnik im Reinraum?
A: Überdruck wird verwendet, um das Eindringen von Verunreinigungen in den Reinraum zu verhindern, indem die Luft mit höherem Druck als die Umgebung gehalten wird.
Q: Was sind die typischen Anforderungen für ein Reinraumprojekt im medizinischen Bereich?
A: Im medizinischen Bereich müssen Reinräume spezielle Anforderungen erfüllen, um die Reinheit für die Herstellung von Medizinprodukten sicherzustellen.
Q: Welche Bedeutung hat die Planung und der Bau von Reinräumen?
A: Die Planung und der Bau von Reinräumen sind entscheidend, um optimale Arbeitsbedingungen unter kontrollierten Bedingungen zu schaffen.
Q: Warum ist die Reinraumqualifizierung wichtig für den Betrieb?
A: Die Qualifizierung eines Reinraums stellt sicher, dass er den erforderlichen Standards entspricht und reibungslos betrieben werden kann.
Q: Welche Phasen umfasst die Reinraumqualifizierung?
A: Die Reinraumqualifizierung umfasst in der Regel drei Phasen: Planung, Ausführung und Überprüfung der Reinraumkonstruktion.
ISO 5 Reinraum | Übersicht der Reinraumklassen ISO 14644-1: Fokus auf ISO 5 Reinräume
In der Welt der Produktion und Forschung gibt es Umgebungen, in denen höchste Reinheit essentiell ist. Hier kommen Reinräume ins Spiel, die strengen Normen folgen, um Partikelverunreinigungen zu minimieren. Ein spezieller Fokus liegt auf den ISO 5 Reinräumen, die gemäß der internationalen Norm DIN EN ISO 14644-1 klassifiziert sind. Diese Reinräume spielen in kritischen Produktions- und Forschungsbereichen eine unverzichtbare Rolle.
Was versteht man unter einem ISO 5 Reinraum?
Die Definition eines ISO 5 Reinraums gemäß DIN EN ISO 14644-1
Ein ISO 5 Reinraum wird durch die Norm DIN EN ISO 14644-1 definiert. Diese spezifiziert die Klassifikation der Luftreinheit in Reinräumen und zugehörigen kontrollierten Bereichen. Für einen ISO 5 Reinraum ist die Anforderung, dass nicht mehr als 3.520 Partikel pro Kubikmeter Luft mit einer Größe von 0,5 Mikrometern oder größer vorhanden sein dürfen. Die Norm sorgt für Einheitlichkeit in der Definition und Messung der Reinheit weltweit.
Um die Anforderungen der Klasse ISO 5 gemäß ISO 14644-1 zu erfüllen, muss die Raumluft bestimmte Reinheitsstandards hinsichtlich der Anzahl von Partikeln in der Luft erfüllen. Hier ist, wie man diese Anforderungen auf Deutsch beschreibt:
Die ISO-Klasse 5 gemäß der Norm ISO 14644-1 legt Grenzwerte für die Luftreinheit in Umgebungen fest, in denen die Konzentration von Partikeln in der Luft kontrolliert wird. Für eine Umgebung, um als ISO-Klasse 5 klassifiziert zu werden, müssen die folgenden Bedingungen erfüllt sein:
1. Die maximale Anzahl von Partikeln, die größer oder gleich 0,1 Mikrometer (µm) sind, darf 100.000 Partikel pro Kubikmeter Luft nicht überschreiten. 2. Für Partikel, die größer oder gleich 0,2 µm sind, liegt der Grenzwert bei 23.700 Partikeln pro Kubikmeter Luft. 3. Bei Partikeln, die größer oder gleich 0,3 µm sind, darf die Konzentration 10.200 Partikel pro Kubikmeter Luft nicht überschreiten. 4. Für Partikel, die größer oder gleich 0,5 µm sind, ist der maximale Grenzwert 3.520 Partikel pro Kubikmeter Luft. 5. Bei Partikeln, die größer oder gleich 1 µm sind, liegt der Grenzwert bei 832 Partikeln pro Kubikmeter Luft. 6. Für Partikel, die größer oder gleich 5 µm sind, darf die Anzahl 29 Partikel pro Kubikmeter Luft nicht überschreiten.
Diese Spezifikationen sind entscheidend für Industrien und Labore, in denen eine hohe Luftreinheit für die Herstellung von Produkten oder die Durchführung von Experimenten erforderlich ist, wie zum Beispiel in der Halbleiterfertigung, der pharmazeutischen Produktion und in sterilen Forschungsumgebungen.
Anforderungen an die Partikelkonzentration in ISO 5 Reinräumen
Die strengen Anforderungen für ISO 5 Reinräume erfordern die Einhaltung von spezifischen Grenzwerten der Partikelkonzentration. Diese Grenzwerte sind essenziell, um die notwendige Reinheit des Raumes für sensible Fertigungsprozesse zu gewährleisten. Parameter wie Temperatur und Luftströmung werden sorgfältig kontrolliert, um die Reinheitsklasse aufrechtzuerhalten.
Die Bedeutung von ISO 5 Reinräumen in verschiedenen Branchen
ISO 5 Reinräume sind in Branchen, wie der Medizintechnik, Pharmaindustrie und in der Optik- und Lasertechnologie, von entscheidender Bedeutung. Sie ermöglichen die Herstellung und Entwicklung von Produkten unter Bedingungen, die höchste Standards der Partikelreinheit erfordern. Die Einhaltung von GMP (Good Manufacturing Practice) Vorschriften wird durch die Verwendung von ISO 5 Reinräumen in vielen Fällen erst möglich gemacht.
Wie werden Reinraumklassen nach DIN EN ISO 14644-1 klassifiziert?
Überblick über die Reinraumklassen nach ISO 14644-1
Die Klassifizierung von Reinräumen erfolgt nach der Norm ISO 14644-1, die insgesamt 9 Reinraumklassen definiert. Die Klassifikation basiert auf der maximal erlaubten Partikelkonzentration in der Luft. Dabei reicht das Spektrum von ISO 1, der reinsten Klasse, bis zu ISO 9, die die geringsten Anforderungen stellt.
Kriterien für die Klassifizierung von Reinräumen
Die wesentlichen Kriterien für die Klassifizierung von Reinräumen sind die Anzahl und Größe der Partikel in der Luft. Partikelmessungen werden durchgeführt, um die Konzentration an luftgetragenen Partikeln pro Kubikmeter Luft zu bestimmen. Zusätzlich spielen auch andere Parameter wie Temperatur, Luftfeuchtigkeit und Luftströmung eine Rolle bei der Einhaltung spezifischer Reinraumstandards.
Der Unterschied zwischen ISO 5 und anderen Reinraumklassen
Der Hauptunterschied zwischen ISO 5 und anderen Reinraumklassen besteht in der Anzahl der erlaubten Partikel pro Kubikmeter Luft. Während in einem ISO 5 Reinraum höchstens 3.520 Partikel der Größe 0,5 Mikrometer zulässig sind, erlaubt beispielsweise ein ISO 7 Reinraum bis zu 352.000 Partikel derselben Größe. Diese strikten Anforderungen stellen sicher, dass ISO 5 Reinräume für höchst sensible Anwendungen geeignet sind.
Die Rolle von Partikelkonzentration und Luftstrom in ISO 5 Reinräumen
Messung der Partikelkonzentration zur Einhaltung der ISO 5 Anforderungen
Die Messung der Partikelkonzentration ist ein kritischer Schritt, um die Einhaltung der ISO 5 Anforderungen zu gewährleisten. Dabei werden hochentwickelte Messgeräte eingesetzt, um die Anzahl und Größe der Partikel in der Luft genau zu erfassen. Diese Messungen sind grundlegend, um die Reinheit des Raumes kontinuierlich zu überwachen und aufrechtzuerhalten.
Wie der Luftstrom zur Reinheit in ISO 5 Reinräumen beiträgt
Der Luftstrom spielt eine entscheidende Rolle bei der Aufrechterhaltung der Reinheit in ISO 5 Reinräumen. Durch eine kontrollierte Luftströmung werden Partikel effektiv aus dem Raum geleitet. Der Luftwechsel, definiert als die Anzahl der Luftaustausche pro Stunde, wird sorgfältig eingestellt, um optimale Reinheitsbedingungen zu schaffen.
Grenzwerte der Partikelkonzentration in ISO 5 Reinräumen
Die festgelegten Grenzwerte der Partikelkonzentration sind essentiell, um die Einstufung als ISO 5 Reinraum zu erreichen. Diese Grenzwerte definieren die maximale Anzahl an Partikeln verschiedener Größen, die in der Luft pro Kubikmeter erlaubt sind. Die strikte Einhaltung dieser Grenzwerte gewährleistet die notwendige Umgebung für spezialisierte Fertigungs- und Forschungsprozesse.
Arbeiten im Reinraum: Anwendungen und Anforderungen an die Reinraumkleidung
Spezifische Anforderungen an die Reinraumkleidung in ISO 5 Reinräumen
In ISO 5 Reinräumen müssen spezifische Anforderungen an die Reinraumkleidung erfüllt werden. Diese Kleidung ist darauf ausgelegt, die Freisetzung von Partikeln durch den Menschen zu minimieren und die Kontamination des Reinraums zu verhindern. Die Auswahl der Kleidung und die Verhaltensregeln beim An- und Ausziehen sind zentral, um die Reinheit in ISO 5 Reinräumen sicherzustellen.
Die Rolle der Reinraumkleidung bei der Aufrechterhaltung der Reinheitsklasse
Die Reinraumkleidung spielt eine entscheidende Rolle bei der Aufrechterhaltung der Reinheitsklasse in ISO 5 Reinräumen. Durch die Reduzierung der Partikelfreisetzung von den Mitarbeitenden trägt sie direkt zur Reinheit des Raumes bei. Eine regelmäßige Schulung der Mitarbeitenden im Umgang mit der Reinraumkleidung ist essentiell für die Aufrechterhaltung der vorgeschriebenen Reinheitsstandards.
Best Practices für Mitarbeitende in ISO 5 Reinräumen
Mitarbeitende in ISO 5 Reinräumen müssen Best Practices folgen, um die Reinheit des Raumes nicht zu gefährden. Dazu gehören strenge Protokolle beim Betreten und Verlassen des Reinraums, der Umgang mit Material und Werkzeugen sowie die regelmäßige Reinigung und Wartung der Ausrüstung. Die konsequente Einhaltung dieser Praktiken ist entscheidend für die Aufrechterhaltung der ISO 5 Klassifizierung.
Q: Was ist ein ISO 5 Reinraum?
A: Ein ISO 5 Reinraum ist ein Reinraum, der gemäß den Vorgaben der ISO-Norm 14644-1 klassifiziert ist und bestimmte Anforderungen an die Reinheit des Raumes erfüllen muss.
Q: Welche Reinheitsklassen gelten für Reinräume?
A: Reinräume werden in verschiedene Reinheitsklassen eingeteilt, darunter Klasse A, ISO Klasse 5 und Klasse 100, entsprechend der Partikelkonzentration pro Kubikmeter Luft.
Q: Was ist die Reinraumklassen Tabelle?
A: Die Reinraumklassen Tabelle gibt einen Überblick über die verschiedenen Reinraumklassen und deren spezifische Anforderungen an die Luftreinheit.
Q: Welche Bereiche nutzen Reinräume der ISO Klasse 5?
A: Reinräume der ISO Klasse 5 werden in verschiedenen Branchen wie der Mikroelektronik, der Luft- und Raumfahrttechnik sowie der Arzneimittelproduktion eingesetzt.
Q: Was regelt Annex 1 in Bezug auf Reinräume?
A: Annex 1 legt Leitlinien für die Herstellung von pharmazeutischen Produkten fest, einschließlich Anforderungen an Reinräume und ihre Reinheitsklassen.
Q: Warum ist es wichtig, die Luftgetragenen Partikel in einem Reinraum gering zu halten?
A: Die geringe Partikelkonzentration pro Kubikmeter Luft in einem Reinraum ist entscheidend, um die spezifizierte Reinraumklasse einzuhalten und Verunreinigungen zu vermeiden.
Q: Wie wird die Reinraumklasse ISO 5 definiert?
A: Die Reinraumklasse ISO 5 erlaubt eine bestimmte Konzentration luftgetragener Partikel pro Kubikmeter Luft und muss konstant gehalten werden, um die Anforderungen der ISO-Norm 14644-1 zu erfüllen.
ISO 1 Reinraum | Übersicht der Reinraumklassen nach ISO 14644-1 und GMP
Die Bedeutung von Reinräumen in der Herstellung und Forschung hat in den letzten Jahren stetig zugenommen. Insbesondere die Normen ISO 14644-1 und GMP (Good Manufacturing Practice) spielen dabei eine wichtige Rolle. Sie definieren die Anforderungen an die Reinheit in Produktions- und Laborumgebungen, um Qualitätsstandards zu gewährleisten und Kontaminationen zu vermeiden. In diesem Artikel werden die verschiedenen Reinraumklassen und deren Bedeutung ausführlich erklärt.
Was ist ISO 14644-1 und wie definiert es Reinraumklassen?
Grundlagen der ISO 14644-1 Norm für Reinräume
Die Norm ISO 14644-1 legt die Klassifizierung von Luftreinheit in Reinräumen und zugehörigen kontrollierten Umgebungen fest. Die Klassifizierung basiert auf der Anzahl luftgetragener Partikel, die in einem Kubikmeter Luft gemessen werden. Je niedriger die Klasse, desto höher die Luftreinheit. Die ISO-Norm deckt ein breites Spektrum von Reinraumklassen ab, von ISO 1, der höchsten Reinheitsklasse mit der niedrigsten Partikelkonzentration, bis hin zu ISO 9, der niedrigsten Klasse.
Unterschiede zwischen den Reinraumklassen in ISO 14644-1
Die Unterschiede zwischen den Reinraumklassen nach ISO 14644-1 liegen hauptsächlich in der maximal zulässigen Partikelkonzentration. Zum Beispiel erlaubt Klasse ISO 1 weniger als 10 Partikel der Größe 0,1 µm pro m³, während Klasse ISO 9 bis zu 35.000.000 Partikel der gleichen Größe pro m³ Luft zulässt. Die Tabelle der Norm gibt für jede Klasse spezifische Grenzwerte für unterschiedliche Partikelgrößen an.
Wie die ISO 14644-1 Norm Reinheit und Partikelkonzentration reguliert
Die Norm ISO 14644-1 reguliert die Reinheit und Partikelkonzentration durch genau definierte Messverfahren und Klassifizierungskriterien. Unternehmen und Labore, die normkonforme Reinräume betreiben, müssen regelmäßige Tests durchführen, um sicherzustellen, dass die Luftreinheit innerhalb der vorgegebenen Grenzen bleibt. Dies beinhaltet das Monitoring von Partikelgrößen und -konzentrationen in der Luft mit spezialisierten Partikelzählgeräten.
Wie werden Reinraumklassen nach DIN EN ISO 14644-1 und GMP bestimmt?
Der Einfluss von DIN EN ISO 14644-1 auf die Reinraumklassifizierung
DIN EN ISO 14644-1, die deutsche Übersetzung und Adaption der internationalen Norm, ist maßgeblich für die Klassifizierung von Reinräumen in Deutschland. Die Einhaltung dieser Norm ist essenziell für Unternehmen, die ihre Produkte und Prozesse nach europäischen Standards zertifizieren lassen möchten. Die Norm vereinheitlicht Messverfahren und Klassifizierungen, wodurch ein international vergleichbarer Standard für Reinraumumgebungen geschaffen wird.
Vergleich: Reinraumklassen nach ISO 14644-1 und GMP-Anforderungen
Während die ISO 14644-1 Norm sich primär auf die Partikelkonzentration fokussiert, gehen GMP-Anforderungen (Good Manufacturing Practice) weiter. Sie beziehen zusätzlich Aspekte wie mikrobiologische Kontamination, Prozessvalidierung, Personalhygiene und Dokumentation mit ein. Für die pharmazeutische und biotechnologische Industrie sind oft beide Standards – ISO 14644-1 und GMP – relevant, um sicherzustellen, dass Produkte frei von Verunreinigungen sind.
Grenzwerte für Partikelkonzentration und mikrobiologische Kontamination
Die Grenzwerte für Partikelkonzentration sind in der Norm ISO 14644-1 und im GMP-Leitfaden detailliert aufgeführt. Diese Grenzwerte variieren je nach Reinraumklasse und betrachten unterschiedliche Partikelgrößen. Zusätzlich gibt der GMP-Leitfaden Grenzwerte für mikrobiologische Kontamination vor, die in Reinräumen, insbesondere in aseptischen Produktionsbereichen, eingehalten werden müssen. Diese mikrobiologischen Kriterien sind entscheidend für die Sicherheit von pharmazeutischen Produkten.
Die Bedeutung der Reinraumklasse ISO 1 und ihre Anwendungsbereiche
Spezifikationen und Grenzwerte der Reinraumklasse ISO 1
Die Reinraumklasse ISO 1 repräsentiert die höchste Stufe der Luftreinheit. In dieser Klasse dürfen maximal 10 Partikel der Größe 0,1 µm pro m³ Luft vorhanden sein. Diese extrem niedrige Partikelkonzentration ist erforderlich für Fertigungsprozesse, bei denen selbst kleinste Verunreinigungen die Produktqualität oder Funktionalität beeinträchtigen können, wie in der Mikroelektronik oder Optik- und Lasertechnologie.
ISO-Klasse 1 nach ISO 14644-1 ist die restriktivste Reinheitsklasse und definiert die Anforderungen an die Luftreinheit in kontrollierten und reinen Räumen. Um die Anforderungen der ISO-Klasse 1 zu erfüllen, müssen folgende Kriterien erfüllt sein:
Konzentration luftgetragener Partikel: Die Konzentration luftgetragener Partikel muss sehr niedrig gehalten werden. Für Partikel der Größe 0,1 µm darf die Konzentration nicht mehr als 10 Partikel pro Kubikmeter Luft überschreiten. Für Partikel der Größe 0,2 µm darf die Konzentration nicht mehr als 2 Partikel pro Kubikmeter überschreiten.
Überwachung und Kontrolle: Die Überwachung der Partikelkonzentration muss kontinuierlich erfolgen, um sicherzustellen, dass die Grenzwerte nicht überschritten werden. Dies erfordert den Einsatz von hochentwickelten Messgeräten und ein sorgfältiges Protokollieren der Messergebnisse.
Luftreinigung: Um die extrem niedrigen Partikelkonzentrationen zu erreichen, muss die Luft durch HEPA (High Efficiency Particulate Air) oder ULPA (Ultra Low Penetration Air) Filter gereinigt werden, die in der Lage sind, nahezu alle Partikel aus der Luft zu entfernen.
Raumgestaltung und -wartung: Die Gestaltung und Wartung des Raumes müssen darauf abzielen, die Einführung und Generierung von Partikeln zu minimieren. Dies umfasst glatte, leicht zu reinigende Oberflächen und die Verwendung von Materialien, die keine Partikel freisetzen.
Menschliche Aktivität: Menschliche Aktivität ist eine der Hauptquellen für Partikel. Personen, die in einer ISO 1 Umgebung arbeiten, müssen spezielle Reinraumkleidung tragen, um die Freisetzung von Partikeln zu minimieren. Zudem müssen strenge Verhaltensregeln befolgt werden.
Bereiche, in denen Reinraumklasse ISO 1 typischerweise erforderlich ist
Typische Anwendungsbereiche für Reinraumklasse ISO 1 finden sich in der Halbleiterfertigung, bei der Produktion von integrierten Schaltkreisen, in der Nanotechnologie sowie in der Erforschung und Herstellung von Pharmazeutika, wo höchste Anforderungen an die Reinheit bestehen. Ebenso ist diese Klasse für Labore und Forschungseinrichtungen relevant, die mit hochsensiblen Materialien arbeiten.
Die Herausforderungen beim Erreichen und Aufrechterhalten von ISO 1
Das Erreichen und Aufrechterhalten der Reinraumklasse ISO 1 ist mit erheblichen technischen und finanziellen Herausforderungen verbunden. Es erfordert fortschrittliche Luftfiltrationssysteme, präzise Kontrolle der Umgebungsbedingungen und strenge Prozesskontrollen. Personal muss speziell geschult werden, und die laufenden Überwachungs- und Wartungsarbeiten sind umfangreich. Dennoch ist der Einsatz solcher hochgradig kontrollierten Umgebungen essentiell für bestimmte Produktionsprozesse.
Wie beeinflusst die Partikelkonzentration die Einstufung nach EN ISO 14644?
Methoden zur Messung der Partikelkonzentration in Reinräumen
Die Partikelkonzentration in Reinräumen wird typischerweise mit Partikelzählgeräten gemessen, die in der Lage sind, Partikel bis hinunter zu einer Größe von 0,1 µm zu detektieren und zu zählen. Diese Geräte können luftgetragene Partikel in Echtzeit identifizieren und klassifizieren. Die Messdaten dienen als Grundlage für die Klassifizierung des Reinraums gemäß ISO 14644-1 und helfen bei der Überwachung und Aufrechterhaltung der erforderlichen Reinheitsstandards.
Der Einfluss der Partikelgröße auf die Reinraumklassifizierung
Die Partikelgröße hat einen direkten Einfluss auf die Klassifizierung eines Reinraums. Größere Partikel sind leichter zu filtern als kleinere, daher sind die Grenzwerte für größere Partikel in höheren Klassen weniger streng. Die Norm ISO 14644-1 gibt spezifische Grenzwerte für verschiedene Partikelgrößen in jeder Reinraumklasse vor, was eine differenzierte Bewertung der Luftreinheit ermöglicht.
Maximal zulässige Partikelkonzentration pro Reinraumklasse
Die maximal zulässige Partikelkonzentration pro Reinraumklasse variiert erheblich. Von der strengsten Klasse ISO 1, die fast keine Partikel zulässt, bis zu Klasse ISO 9, die der normalen Raumluft in städtischen Außenbereichen entspricht. Diese Einstufung sorgt dafür, dass für jede Anwendung und jedes Produktionsumfeld die passende Reinraumklasse gewählt werden kann, um die erforderliche Produktqualität und Sicherheit zu gewährleisten.
Planung und Überwachung von Reinräumen gemäß ISO 14644-1 und GMP
Strategien zur Einhaltung der ISO 14644-1 Standards in der Planungsphase
Bereits in der Planungsphase von Reinräumen ist es wichtig, Standards wie ISO 14644-1 und GMP einzubeziehen, um spätere Anpassungen und zusätzliche Kosten zu vermeiden. Eine sorgfältige Auswahl der Baumaterialien, Luftfiltrationssysteme und des Layouts ist entscheidend, um die Anforderungen an die Reinraumklasse zu erfüllen. Die frühzeitige Einbindung von Experten kann helfen, potenzielle Probleme zu identifizieren und zu lösen.
Best Practices für die laufende Überwachung von Reinraumbedingungen
Die laufende Überwachung von Reinraumbedingungen ist entscheidend für die Aufrechterhaltung der erforderlichen Reinheitsstandards. Dies umfasst nicht nur die Überwachung der Partikelkonzentration, sondern auch der Temperatur, Luftfeuchtigkeit und des Drucks. Die Implementierung eines automatisierten Überwachungssystems kann dabei helfen, Abweichungen sofort zu erkennen und zu korrigieren.
Anwendung von Annex 1 des GMP-Leitfadens in Reinräumen
Annex 1 des GMP-Leitfadens bietet detaillierte Anforderungen an die Gestaltung, Überwachung und Validierung von aseptischen Prozessen in Reinräumen. Die Einhaltung dieser Anforderungen ist vor allem für die pharmazeutische Industrie von Bedeutung, um die Sicherheit und Wirksamkeit von Arzneimitteln zu gewährleisten. Die Anwendung von Annex 1 hilft, ein hohes Maß an mikrobiologischer Kontrolle zu erreichen und zu erhalten.
Q: Was ist ein Reinraum?
A: Ein Reinraum ist ein speziell kontrollierter Raum, in dem die Konzentration von Partikeln und Mikroorganismen auf sehr niedrigem Niveau gehalten wird, um die Reinheit der Umgebung sicherzustellen.
Q: Was sind ISO-Klassen für Reinräume?
A: Die ISO-Klassen klassifizieren Reinräume entsprechend der maximal zulässigen Partikelkonzentration pro Kubikmeter Luft. Die ISO-Norm 14644-1 definiert verschiedene Klassen wie ISO 1 bis ISO 9.
Q: Welche Reinraumklasse entspricht ISO 1?
A: Die Reinraumklasse ISO 1 entspricht der höchsten Reinheit gemäß der ISO-Norm 14644-1. Sie hat die niedrigste zulässige Partikelkonzentration pro Kubikmeter Luft.
Q: Welche Norm definiert die Reinraumklassen nach EG-GMP-Leitfaden?
A: Die DIN EN ISO 14644 definiert die Reinraumklassen nach dem EU-GMP-Leitfaden zur guten Herstellungspraxis für Arzneimittel und aktive pharmazeutische Wirkstoffe.
Q: Was sind die Grenzwerte für die mikrobiologische Kontamination in Reinräumen?
A: Die Grenzwerte für die mikrobiologische Kontamination in Reinräumen sind spezifiziert und müssen gemäß den Reinraumklassen und ISO-Normen eingehalten werden, um die Reinheit des Raumes zu gewährleisten.
Q: Welche Bedeutung haben Reinraumtechnik und ISO-Klassen in der Luft- und Raumfahrttechnik?
A: In der Luft- und Raumfahrttechnik sind Reinraumtechnik und ISO-Klassen entscheidend, um die Reinheit der Umgebung für die Herstellung von sensiblen Komponenten und Geräten zu gewährleisten.
Q: Wie werden Reinraumklassen nach DIN EN ISO 14644-1 definiert?
A: Die DIN EN ISO 14644-1 definiert Reinraumklassen basierend auf der Partikelkonzentration pro Kubikmeter Luft, wobei höhere Klassen strengere Reinheitsanforderungen haben als niedrigere Klassen.
Q: Welche Bedeutung haben individuelle Anforderungen und spezifische Reinraumklassen wie Klasse D in Bezug auf die Reinheit des Raumes?
A: Individuelle Anforderungen und spezifische Reinraumklassen wie Klasse D geben spezifische Reinheitsanforderungen für die Raumluft an, um den jeweiligen Reinheitsgrad entsprechend den Anforderungen zu erreichen.
DIN EN ISO 14644-4 | Die Grundlagen der DIN EN ISO 14644-4: Planung, Ausführung und Erst-Inbetriebnahme von Reinräumen
Die Norm DIN EN ISO 14644-4 ist ein essenzieller Leitfaden für die Planung, den Bau sowie die Erst-Inbetriebnahme von Reinräumen und zugehörigen Reinraumbereichen. Sie bietet technische Spezifikationen und Richtlinien, um sicherzustellen, dass Reinräume für ihre spezifischen Einsatzbereiche korrekt entworfen, gebaut und qualifiziert werden. Dieser Artikel erläutert die Kernelemente der DIN EN ISO 14644-4, beginnend mit einem grundlegenden Verständnis der Norm, über die Planungsphase bis hin zur Ausführung und den Betrieb von Reinräumen.
Was beinhaltet die DIN EN ISO 14644-4 Norm?
Überblick über die deutsche Fassung EN ISO 14644-4
Die DIN EN ISO 14644-4 Norm, Teil der breiteren ISO 14644 Reihe, fokussiert sich auf Design, Konstruktion, und die Inbetriebnahme von Reinräumen. Diese spezifisch in die deutsche Fassung überführte Norm bietet einen detaillierten Einblick, wie Reinräume von Grund auf geplant und realisiert werden sollen, um den strengen Anforderungen der Luftreinheit und Partikelkontrolle gerecht zu werden. Hier wird ausführlich beschrieben, welche Materialien verwendet werden sollten, wie die technischen Anlagen zu konzipieren sind und wie die Reinraumanlagen letztlich zu qualifizieren sind.
Verhältnis von Teil 4 zu anderen Teilen der ISO 14644 Reihe
Die ISO 14644-Reihe deckt verschiedene Aspekte der Luftreinheit in Reinräumen ab. Während Teil 1 der Serie die Klassifikation der Luftreinheit definiert, beschäftigt sich der Teil 4 konkret mit der Ausführung und Erst-Inbetriebnahme von Reinraumanlagen. Es ist wichtig zu verstehen, dass der Teil 4 auf den Grundlagen aufbaut, die in Teil 1 und anderen Teilen der Serie etabliert wurden, und diese für die praktische Umsetzung im Bau von Reinräumen erweitert.
Grundprinzipien von Reinräumen und zugehörigen Reinraumbereichen
Reinräume und die dazugehörigen Bereiche sind speziell entworfene Umgebungen, die darauf ausgelegt sind, Partikelkontamination zu minimieren und eine spezifizierte Luftreinheit aufrechtzuerhalten. Dies wird durch die Kontrolle verschiedener Faktoren erreicht, einschließlich Luftfilterung, Materialfluss und Mitarbeiterverhalten. Die ISO 14644-4 legt fest, wie diese Umgebungen von der Planungsphase über die Ausführung bis hin zur Erst-Inbetriebnahme zu konzipieren sind, um die Einhaltung der festgelegten Anforderungen für Reinräume sicherzustellen.
Wie beginnt man mit der Planung eines Reinraums gemäß DIN EN ISO 14644-4?
Erste Schritte in der Planung von Reinräumen
Die Planung eines Reinraums beginnt mit dem Verständnis der spezifischen Anforderungen der Prozesse oder Produkte, die in diesem Reinraum stattfinden beziehungsweise hergestellt werden sollen. Dies beinhaltet die Bestimmung der Reinraumklasse sowie die Berücksichtigung jeglicher spezifischer Anforderungen an die Luftreinheit und Partikelkontrolle. Es ist zudem wichtig, frühzeitig Planer und technische Experten einzubinden, um eine Basis für das erfolgreiche Design und die Realisierung des Reinraums zu schaffen.
Bestimmung der Anforderungen und Reinraumklassen
Anforderungen an Reinräume werden in der Regel in Bezug auf die maximal zulässige Anzahl an Partikeln in der Luft und die Reinraumklassen spezifiziert. Die DIN EN ISO 14644-1 bietet eine Klassifizierung der Luftreinheit, die als Grundlage für die Bestimmung der erforderlichen Spezifikationen des Reinraums dient. Diese Klassifizierung hilft bei der Entscheidungsfindung bezüglich der Auslegung technischer Systeme und der Auswahl geeigneter Materialien.
Einbindung von Planern und technischen Experten
Für die Planung und den Bau eines Reinraums ist die frühzeitige Einbindung von erfahrenen Planern und technischen Experten unerlässlich. Diese Fachleute können wertvolle Einblicke in die beste Vorgehensweise für die Konstruktion geben, von der Luftströmungsführung über die Auswahl der Baumaterialien bis hin zur Platzierung technischer Anlagen. Darüber hinaus können sie bei der Ausarbeitung eines detaillierten Entwurfs helfen, der die Grundlage für die Ausführung des Projekts bildet.
Wie wird die Ausführung und Erst-Inbetriebnahme von Reinräumen nach ISO 14644-4 gehandhabt?
Phasen der Ausführung von Reinraumprojekten
Der Bau eines Reinraums gliedert sich in verschiedene Phasen, beginnend mit der detaillierten Planung, über die Auswahl von Lieferanten und die eigentliche Bauausführung bis hin zur Qualifizierung und Validierung der Reinraumanlagen. Jede Phase erfordert sorgfältige Aufmerksamkeit, um sicherzustellen, dass die Anforderungen der DIN EN ISO 14644-4 eingehalten werden und dass der Reinraum die gewünschte Effizienz und Funktionalität bietet.
Qualifizierung und Validierung vor der Inbetriebnahme
Bevor ein Reinraum in Betrieb genommen werden kann, muss er qualifiziert und validiert werden, um zu bestätigen, dass er die spezifizierten Anforderungen erfüllt. Dieser Prozess beinhaltet eine Reihe von Tests und Überprüfungen, die sicherstellen, dass alle Komponenten und Systeme korrekt funktionieren und dass die Luftreinheitsklassen eingehalten werden. Die Qualifizierung und Validierung sind entscheidende Schritte, um die Konformität mit den DIN EN ISO 14644-4 Standards zu gewährleisten.
Typische Herausforderungen und Lösungsansätze bei der Erst-Inbetriebnahme
Bei der Erst-Inbetriebnahme von Reinräumen können verschiedene Herausforderungen auftreten, von technischen Problemen mit der Luftfiltration bis hin zu Schwierigkeiten bei der Aufrechterhaltung der erforderlichen Reinraumklassen. Lösungsansätze umfassen die sorgfältige Überwachung der Luftreinheit, die Anpassung der Betriebsparameter und die Schulung des Personals, um die Einhaltung der Reinheitsstandards zu gewährleisten.
Welche technischen Spezifikationen und Partikelstandards sind in der DIN EN ISO 14644-4 definiert?
Definitionen und Klassifizierungen von Reinraumklassen
Die DIN EN ISO 14644-4 baut auf den Reinraumklassen auf, die in Teil 1 der ISO 14644 Reihe festgelegt sind. Diese Klassifizierungen definieren die Luftreinheit basierend auf der Anzahl und Größe der Partikel, die in einem Kubikmeter Luft zulässig sind. Die technischen Spezifikationen in der Norm legen auch fest, welche Maßnahmen erforderlich sind, um diese Reinraumklassen während der Planung, Ausführung und im Betrieb eines Reinraums zu erreichen und aufrechtzuerhalten.
Die Rolle von Partikeln und deren Kontrolle im Betrieb von Reinräumen
Partikelkontrolle ist das Herzstück des Betriebs von Reinräumen. Die DIN EN ISO 14644-4 gibt vor, wie Partikel durch Luftfiltrationssysteme, die Gestaltung der Luftströmung, Materialauswahl und Verhaltensrichtlinien für das Personal minimiert werden können. Diese Aspekte sind entscheidend, um die erforderliche Luftreinheit zu gewährleisten und die Kontamination kritischer Prozesse zu verhindern.
Technische Anforderungen bezüglich Luftreinheit und anderer Faktoren
Abgesehen von der Kontrolle von Partikeln legt die DIN EN ISO 14644-4 auch technische Anforderungen hinsichtlich Temperatur, Feuchtigkeit und Druckverhältnisse in Reinräumen fest. Diese Parameter müssen präzise gesteuert werden, um optimale Bedingungen für die jeweiligen Prozesse und Produkte zu schaffen. Hierfür sind fortschrittliche Überwachungs- und Regelungssysteme von entscheidender Bedeutung.
Best Practices für den Betrieb und die Wartung von Reinräumen nach EN ISO 14644-4
Effektive Strategien für den laufenden Betrieb von Reinräumen
Für den effektiven Betrieb von Reinräumen ist eine kontinuierliche Überwachung der Luftreinheit und der technischen Systeme erforderlich. Best Practices umfassen die regelmäßige Schulung des Personals, die Einhaltung strikter Zugangskontrollen und die Durchführung vorbeugender Wartungsarbeiten. Diese Maßnahmen helfen, die Reinraumstandards langfristig aufrechtzuerhalten und den reibungslosen Ablauf kritischer Prozesse zu gewährleisten.
Wartung und Qualifizierung: Sicherstellung der Reinraumstandards
Regelmäßige Wartung und Re-Qualifizierung sind unerlässlich, um die Einhaltung der DIN EN ISO 14644-4 Standards zu gewährleisten. Dies beinhaltet die Überprüfung und Kalibrierung technischer Systeme, die Erneuerung von Filtern und die Bewertung der Luftreinheitsklassen. Die kontinuierliche Qualifizierung sichert nicht nur die Konformität mit den Normen, sondern trägt auch zur Optimierung des Reinraumbetriebs bei.
Häufige Probleme im Alltag von Reinräumen und deren Lösungen
Trotz sorgfältiger Planung und Ausführung können im Betrieb von Reinräumen immer wieder Probleme auftreten. Häufige Herausforderungen sind unter anderem Schwankungen der Luftreinheitsklassen, technische Defekte und Kontaminationsereignisse. Lösungsansätze umfassen die schnelle Identifizierung der Ursachen.
Q: Was ist die DIN EN ISO 14644-4?
A: Die DIN EN ISO 14644-4 beschreibt Reinräume und zugehörige Reinraumbereiche gemäß den Normen EN ISO 14644. Es handelt sich um einen Standard, der Anforderungen für Cleanrooms festlegt, insbesondere in Bezug auf die Erst-Inbetriebnahme und Qualifizierung.
Q: Welche Dokumente sind mit der EN ISO 14644-4 verbunden?
A: Die ISO 14644 legt verschiedene Dokumente und Prozesse fest, darunter die Anforderungen zur Erreichung der Betriebsbereitschaft von Reinraumanlagen sowie Verifizierungs- und Reinigungsverfahren.
Q: Wozu sind Reinräume gemäß der Teil 4 der ISO 14644 gedacht?
A: Die Reinräume, die gemäß Teil 4 der ISO 14644 vorgesehen sind, bieten die Möglichkeit zur Durchführung verschiedener Tätigkeiten, insbesondere in Bereichen wie der Medizintechnik, Pharmaindustrie und im Gesundheitswesen.
Q: Welche Anleitungen werden in der EN ISO 14644-4 bereitgestellt?
A: Die EN ISO 14644-4 enthält Anleitungen zur Ausführung von Reinraumanlagen, einschließlich der Anforderungen für die Erst-Inbetriebnahme und Qualifizierung durch Lieferanten, Planer und Leistungsprüfer.
Q: Welche Prüfverfahren werden in der DIN EN ISO 14644-4 empfohlen?
A: Die DIN EN ISO 14644-4 empfiehlt bestimmte Prüfverfahren zur Überprüfung der luftgetragenen Partikel in Reinräumen und zur Instandhaltung der Reinraumanlagen gemäß den Anforderungen des Standards.
Q: Welche Branchen profitieren von den Vorgaben der EN ISO 14644-4?
A: Die Vorgaben der EN ISO 14644-4 sind insbesondere für die Medizintechnik, Pharmaindustrie und das Gesundheitswesen relevant, da sie Anleitungen und Anforderungen für den Betrieb von Reinräumen in diesen Bereichen festlegen.
DIN EN ISO 14644-3 | Änderungen der DIN EN ISO 14644-3: Ein Leitfaden zur Reinraumtechnik
Im Bereich der Reinraumtechnik stellt die Überwachung und Kontrolle der Luftreinheit eine fundamentale Säule dar. Als Teil dieser Bemühungen spielt die DIN EN ISO 14644-3 eine zentrale Rolle. Diese Norm, die als Teil der internationalen ISO 14644 Reihe agiert, umfasst spezifische Anforderungen und Prüfverfahren für Reinräume und zugehörige Reinraumbereiche. Die aktuellsten Änderungen dieser Norm, speziell die korrigierte Fassung 2020-06, bringen neue Perspektiven und Herausforderungen für Betreiber von Reinraumumgebungen mit sich. In diesem Artikel werden wir die Bedeutung dieser Änderungen und ihre praktischen Auswirkungen erörtern.
Was ist die DIN EN ISO 14644-3 und ihre Bedeutung für Reinräume?
Überblick über die Norm DIN EN ISO 14644-3
Die DIN EN ISO 14644-3, Teil der ISO 14644 Reihe, fokussiert auf die Testmethoden („test methods“) zur Bestätigung der Luftreinheit in cleanrooms and associated controlled environments. Ursprünglich publiziert, um einen einheitlichen Rahmen für die Klassifizierung und Messung von Partikeln in der Luft sowie das Funktionieren von eingebauten Filtersystemen zu bieten, hat die Norm signifikante Änderungen erfahren. Insbesondere wird in Teil 3, auch bekannt als Part 3, auf die spezifischen Prüfverfahren und die Klassifizierung der Luftreinheit anhand verschiedener Kriterien eingegangen.
Die Rolle der DIN EN ISO 14644-3 in der Reinraumtechnologie
Innerhalb der Reinraumtechnologie bildet die DIN EN ISO 14644-3 ein zentrales Element zur Gewährleistung und Bestätigung der Reinraumqualität. Gerade durch die Messung und Klassifizierung der Luftpartikel können Unternehmen sicherstellen, dass ihre Reinräume die vorgeschriebenen Standards erfüllen. Diese Norm ermöglicht es den Betreibern nicht nur, die Luftqualität zu bewerten, sondern auch die Effizienz der eingebauten Filtersysteme zu überprüfen, was für die Aufrechterhaltung von sauberen Bereichen unerlässlich ist.
Neuerungen in der korrigierten Fassung 2020-06
Die korrigierte Fassung 2020-06 der DIN EN ISO 14644-3 hat einige bemerkenswerte Änderungen eingeführt. Besonders Abschnitt B.7 wurde überarbeitet, um Bedenken zu dessen Komplexität einzugehen und erkannte Fehler aus den vorhergehenden Versionen zu korrigieren. Diese Änderungen zielen darauf ab, die Anwendung der Norm zu erleichtern und die Methoden zur Leckprüfung am eingebauten Filtersystem zu präzisieren. Hierdurch sollen nicht nur die Präzision und Verlässlichkeit der Prüfverfahren gesteigert, sondern auch eine internationale Harmonisierung mit anderen Normen und Richtlinien erzielt werden.
Wie wirken sich die Änderungen der DIN EN ISO 14644-3 auf bestehende Reinräume aus?
Überprüfung und Anpassung bestehender Reinraumkonzepte
Die Änderungen in der DIN EN ISO 14644-3 erfordern von Betreibern bestehender Reinräume eine gründliche Überprüfung und gegebenenfalls die Anpassung ihrer Reinraumkonzepte. Dabei kommen die aktualisierten Prüfverfahren und Leitlinien zur Anwendung, um sicherzustellen, dass die Reinräume den neuesten Anforderungen gerecht werden. Es ist entscheidend, dass bestehende Reinraumprotokolle regelmäßig aktualisiert und Mitarbeiter entsprechend den neuen Standards geschult werden.
Praktische Tipps zur Umsetzung der neuen Anforderungen
Um die neuen Anforderungen der DIN EN ISO 14644-3 effektiv umzusetzen, sollten Reinraumbetreiber auf die detaillierte Dokumentation der Änderungen zugreifen, zum Beispiel auf Beuth.de, der offiziellen Plattform der DIN-Gruppe. Ein weiterer Schritt ist die enge Zusammenarbeit mit spezialisierten Reinraumexperten, die Erfahrungen im Umgang mit der Norm und den spezifischen Anforderungen haben. Die rechtzeitige Planung von Prüfungen und die Anschaffung entsprechender Messtechnik sind ebenfalls entscheidend für die nahtlose Integration der neuen Standards in den Betriebsalltag.
Die Bedeutung regelmäßiger Prüfungen und Zertifizierungen
Um den kontinuierlichen Betrieb und die Einhaltung der DIN EN ISO 14644-3 zu gewährleisten, sind regelmäßige Prüfungen und Zertifizierungen unerlässlich. Diese Praktiken dienen nicht nur dazu, die Compliance zu überwachen, sondern bieten auch die Möglichkeit, potenzielle Probleme frühzeitig zu erkennen und anzugehen. Für Betreiber bedeutet dies, dass eine fortlaufende Zusammenarbeit mit Zertifizierungsbehörden und die Investition in regelmäßige Schulungen und Weiterbildungen des Personals notwendig sind, um den hohen Anforderungen an Reinräume und zugehörige Reinraumbereiche gerecht zu werden.
Prüfverfahren laut DIN EN ISO 14644-3: Was gibt es Neues?
Detailblick auf aktualisierte Prüfverfahren
Die aktualisierten Prüfverfahren der DIN EN ISO 14644-3 legen einen verstärkten Fokus auf die Genauigkeit und Zuverlässigkeit von Messungen. Insbesondere die Leckprüfung am eingebauten Filtersystem hat durch die Änderungen erhöhte Aufmerksamkeit erfahren. Die Norm bietet nun detaillierte Anleitungen zur Durchführung dieser Prüfungen, um sicherzustellen, dass die Filtersysteme effektiv Partikel aus der Luft entfernen und somit die Reinheit in den Reinräumen gewährleistet ist.
Integration der neuesten Prüfstandards in den Betriebsalltag
Für die praktische Anwendung der DIN EN ISO 14644-3 im Betriebsalltag ist es von Bedeutung, dass die neuesten Prüfstandards und Methoden vollständig verstanden und korrekt umgesetzt werden. Dies startet mit der Schulung des Personals bezüglich der Änderungen und reicht über die Anschaffung der notwendigen Messtechnik bis hin zur Implementierung der neuen Standards in die täglichen Abläufe. Eine solche Integration sorgt nicht nur für die Einhaltung der Norm, sondern auch für eine kontinuierliche Verbesserung der Luftreinheit und -qualität in den Reinräumen.
Auswirkungen der Änderung auf die Qualitätskontrolle
Die Änderungen der DIN EN ISO 14644-3 haben weitreichende Auswirkungen auf die Qualitätskontrolle innerhalb der Reinraumumgebungen. Durch die implementierten Neuerungen ist es möglich, eine höhere Konstanz und Zuverlässigkeit in der Luftqualitätsmessung zu erzielen, was direkt zu einer Verbesserung der Produktionsbedingungen führt. Für Unternehmen bedeutet dies letztendlich eine Steigerung der Produktqualität und eine Reduzierung von Kontaminationsrisiken, was in der heutigen hochregulierten und wettbewerbsintensiven Welt einen entscheidenden Vorteil darstellt.
Die deutsche Fassung der DIN EN ISO 14644-3 und ihre internationale Bedeutung
Vergleich mit internationalen Normen und Richtlinien
Die deutsche Fassung der DIN EN ISO 14644-3 ist weitgehend konsistent mit internationalen Normen, was ihre Anwendung nicht nur in Deutschland, sondern weltweit relevant macht.
Q: Was ist DIN EN ISO 14644-3?
A: DIN EN ISO 14644-3 ist ein internationaler Standard für Reinräume und zugehörige Reinraumbereiche. Es handelt sich um die deutsche Fassung der EN ISO und definiert verschiedene Testverfahren und Leistungskenngrößen für Reinräume.
Q: Welche Prüfverfahren werden in DIN EN ISO 14644-3 behandelt?
A: DIN EN ISO 14644-3 beinhaltet Prüfverfahren zur Bestimmung von Kenngrößen, die die Leistung von Reinräumen beeinflussen. Es stellt verschiedene Methoden und Geräte für die Leckprüfung am eingebauten Filtersystem vor.
Q: Welche Teile gehören zur DIN EN ISO 14644-Serie?
A: Die DIN EN ISO 14644-Serie besteht aus mehreren Teilen, darunter Teil 1 bis Teil 10. Jeder Teil behandelt spezifische Aspekte der Klassifizierung und Prüfung von Reinräumen.
Q: Was sind einige der Anwendungen von DIN EN ISO 14644-3 in der Praxis?
A: Die DIN EN ISO 14644-3 wird in der Praxis für die Durchführung von Tests in Reinräumen verwendet, um die partikuläre Kontamination zu messen und sicherzustellen, dass die Anforderungen der Standards erfüllt sind.
Q: Welche Rolle spielt die Luftströmung gemäß DIN EN ISO 14644-3?
A: Die DIN EN ISO 14644-3 definiert verschiedene Betriebszustände, einschließlich turbulent und turbulenzarm, um sicherzustellen, dass die Luftströmung in Reinräumen den Anforderungen entspricht.
Q: Wie kann die Leistung von Reinräumen gemäß DIN EN ISO 14644-3 verbessert werden?
A: Die DIN EN ISO 14644-3 bietet Leitlinien zur Verbesserung der Leistung von Reinräumen durch alternative Verfahren, Tests während der verschiedenen Betriebszustände sowie die Einbeziehung von spezialisierten Services wie Testo Industrial Services.
Q: Wer sollte DIN EN ISO 14644-3 implementieren?
A: DIN EN ISO 14644-3 sollte von Betreibern von Reinräumen, Herstellern von Reinraumausstattung und Unternehmen, die biokontaminationskontrollierte Umgebungen benötigen, implementiert werden, um die Anforderungen an Reinheit und Luftqualität zu erfüllen.
Ein Leitfaden zu DIN EN ISO 14644: Reinraumklassifizierung und -betrieb
Die Norm DIN EN ISO 14644 stellt einen internationalen Standard dar, welcher die Klassifikation, die Anforderungen und das Betreiben von Reinräumen festlegt. Um das Verständnis für diese Norm zu fördern und ihre Anwendung zu erleichtern, bietet dieser Artikel einen umfassenden Überblick über ihre verschiedenen Aspekte. Von der grundlegenden Definition über Klassifizierungsverfahren bis hin zu den praktischen Anforderungen für Reinräume – dieser Leitfaden soll ein umfassendes Wissen über die DIN EN ISO 14644 und ihre Bedeutung für die Einhaltung hoher Reinheitsstandards in kritischen Umgebungen liefern.
Was ist die DIN EN ISO 14644-1 und welche Bedeutung hat sie?
Definition und Anwendungsbereich der DIN EN ISO 14644-1
Die DIN EN ISO 14644-1 bildet den ersten Teil der Normreihe, welche die Voraussetzungen für die Klassifikation von Luftreinheit in Reinräumen und zugehörigen Reinraumbereichen bestimmt. Sie legt genau fest, wie die Partikelkonzentration in der Luft gemessen wird und auf Basis dieser Messungen die entsprechende Reinraumklasse definiert wird. Diese Norm ist grundlegend für zahlreiche Branchen, in denen es auf höchste Reinheitsgrade ankommt, wie in der Pharmazie, Biotechnologie und Mikroelektronik.
Der Unterschied zwischen DIN EN ISO 14644 und anderen Reinraumnormen
Während die DIN EN ISO 14644 international anerkannt und angewandt wird, existieren auch andere Normen und Richtlinien für Reinräume, wie die VDI-Richtlinie 2083. Der wesentliche Unterschied besteht darin, dass die DIN EN ISO 14644 spezifisch die Luftreinheit anhand der Partikelkonzentration klassifiziert, während andere Normen sich auf zusätzliche Aspekte wie z.B. die partikulären Oberflächenreinheit oder chemische Kontamination fokussieren können. Die DIN EN ISO 14644 bietet somit einen umfassenden Standard, der international eine breite Anwendung findet und die Basis für weitere spezifische Anforderungen bildet.
Wie DIN EN ISO 14644-1 die Reinraumklassen definiert
Die DIN EN ISO 14644-1 definiert Reinraumklassen basierend auf der maximal zulässigen Partikelkonzentration in der Luft. Diese Partikel werden in unterschiedlichen Größenkategorien gemessen, wobei jede Kategorie einen spezifischen Grenzwert aufweist, der nicht überschritten werden darf. Die Reinraumklassen reichen von ISO Klasse 1, der höchsten Reinheitsstufe, bis hin zu ISO Klasse 9. Die Klassifizierung bestimmt, welches Maß an Luftreinheit in einem Reinraum erreicht werden muss, um spezifische Anforderungen zu erfüllen.
Wie erfolgt die Klassifizierung der Reinräume nach DIN EN ISO 14644?
Bewertung der Luftreinheit anhand der Partikelkonzentration
Für die Bewertung der Luftreinheit in Reinräumen wird die Partikelkonzentration in der Luft gemessen. Diese Messungen erfolgen mithilfe spezialisierter Geräte, welche die Anzahl der Partikel pro Kubikmeter Luft feststellen. Die ermittelten Werte werden dann mit den vorgegebenen Grenzwerten der DIN EN ISO 14644-1 verglichen, um die entsprechende Reinraumklasse zu bestimmen. Diese methodische Vorgehensweise gewährleistet, dass der Reinraum den erforderlichen Standards für die jeweilige Anwendung entspricht.
Klassifizierung der Reinraumklasse und die zugehörigen Grenzwerte
Jede Reinraumklasse nach DIN EN ISO 14644-1 ist durch spezifische Grenzwerte definiert, welche die maximale zulässige Partikelkonzentration pro Kubikmeter Luft für unterschiedliche Partikelgrößen vorschreiben. Beispielsweise schreibt die ISO Klasse 5 vor, dass die Partikelkonzentration von Partikeln größer als 0,3 µm einen bestimmten Grenzwert nicht überschreiten darf. Diese Grenzwerte sind entscheidend für die Gewährleistung der Produktsicherheit und -qualität in sensitiven Produktionsumgebungen.
Praktische Schritte zur Klassifizierung eines Reinraumbereichs
Die Klassifizierung eines Reinraumbereichs beginnt mit der sorgfältigen Planung und Ausführung von Partikelmessungen, die repräsentativ für die gesamte Fläche und das Luftvolumen des Reinraums sind. Nach der Erhebung und Analyse der Messdaten werden die Ergebnisse mit den Vorgaben der DIN EN ISO 14644-1 abgeglichen, um die Reinraumklasse festzustellen. Es folgen Empfehlungen für notwendige Anpassungen oder Verbesserungen, um die Einhaltung der gewünschten Reinraumklasse zu gewährleisten und eine kontinuierliche Überwachung der Reinraumbedingungen zu ermöglichen.
Die Bedeutung der Reinraumtauglichkeit und deren Bewertung
Grundlagen der Bewertung der Reinraumtauglichkeit
Die Bewertung der Reinraumtauglichkeit bezieht sich darauf, ob ein Reinraum die spezifischen Anforderungen für den vorgesehenen Einsatz erfüllt. Diese Bewertung berücksichtigt nicht nur die Luftreinheit, sondern auch andere Faktoren wie Temperatur, Feuchtigkeit und Druck. Ein umfassender Ansatz zur Bewertung der Reinraumtauglichkeit umfasst regelmäßige Überprüfungen, um sicherzustellen, dass die Reinräume konsequent den erforderlichen Standards entsprechen.
Einfluss der Reinraumklasse auf die Produktsicherheit und -qualität
Die Reinraumklasse hat einen direkten Einfluss auf die Produktsicherheit und -qualität, besonders in Branchen wie der Pharmazie und Mikroelektronik, wo Partikelkontaminationen schwerwiegende Folgen haben können. Eine höhere Reinraumklasse bedeutet eine strengere Kontrolle der Partikelkonzentration, was wiederum eine höhere Produktqualität und niedrigere Kontaminationsrisiken gewährleistet. Unternehmen investieren daher erheblich in die Erreichung und Aufrechterhaltung der erforderlichen Reinraumklassen.
Normen und Richtlinien zur Sicherstellung der Reinraumtauglichkeit
Um die Reinraumtauglichkeit zu gewährleisten, gibt es neben der DIN EN ISO 14644 eine Reihe von Normen und Richtlinien, die spezifische Anforderungen definieren. Dazu gehören beispielsweise der EU-GMP-Leitfaden und der Annex 1, die speziell für die pharmazeutische Industrie entwickelt wurden. Diese Richtlinien ergänzen die DIN EN ISO 14644, indem sie zusätzliche Anforderungen an Ausrüstung, Personal und Betriebsabläufe in Reinräumen stellen.
Anforderungen an Reinräume und zugehörige Reinraumbereiche gemäß DIN EN ISO 14644
Ausführung und Erst-Inbetriebnahme von Reinräumen
Die Ausführung und Erst-Inbetriebnahme von Reinräumen erfordern eine sorgfältige Planung und Umsetzung, um den Standards der DIN EN ISO 14644 zu entsprechen. Dies umfasst die Auswahl geeigneter Materialien, den Entwurf effizienter Luftreinigungssysteme und die Implementierung von Verfahren zur Minimierung von Kontaminationen. Darüber hinaus ist eine umfassende Schulung des Personals unabdingbar, um die Integrität des Reinraums während des Betriebs zu wahren.
Überwachung und Kontrolle der Reinräume
Die kontinuierliche Überwachung und Kontrolle der Reinräume sind entscheidend für die Aufrechterhaltung der Reinraumklassifikation. Dies beinhaltet regelmäßige Messungen der Partikelkonzentration, Überprüfungen der Luftreinheitssysteme und die Durchführung von Reinigungsprotokollen. Eine effektive Überwachung gewährleistet, dass Abweichungen frühzeitig erkannt und korrigiert werden, um die Einhaltung der DIN EN ISO 14644 sicherzustellen.
Fortlaufende Validierung und Reinraumprüfung
Um die Langzeitperformance von Reinräumen zu sichern, ist eine fortlaufende Validierung und Reinraumprüfung essentiell. Diese Prozesse beinhalten die wiederholte Überprüfung und Dokumentation der Reinraumbedingungen, um zu bestätigen, dass die Reinräume konsequent den definierten Anforderungen genügen. Die fortlaufende Validierung spielt eine Schlüsselrolle bei der Aufrechterhaltung der Produktsicherheit und -qualität.
Integration der DIN EN ISO 14644 in GMP und Annex 1
Wie DIN EN ISO 14644 die Anforderungen des EU-GMP-Leitfadens unterstützt
Die DIN EN ISO 14644 unterstützt die Anforderungen des EU-GMP-Leitfadens, indem sie einen klar definierten Rahmen für die Klassifikation und Bewertung von Reinräumen bietet. GMP (Good Manufacturing Practice) legt strenge Anforderungen an die Herstellung von Arzneimitteln fest, insbesondere hinsichtlich der Vermeidung von Kontaminationen. Die spezifischen Vorgaben der DIN EN ISO 14644 tragen dazu bei, diese Anforderungen zu erfüllen und somit die Qualität und Sicherheit von pharmazeutischen Produkten zu gewährleisten.
Verbindung zwischen Reinraumklassen und den Anforderungen des Annex 1
Annex 1 des EU-GMP-Leitfadens definiert spezifische Anforderungen für Reinräume in der pharmazeutischen Industrie. Die in der DIN EN ISO 14644 festgelegten Reinraumklassen bilden eine wichtige Grundlage für die Erfüllung dieser Anforderungen. Indem die Reinraumklassen klare Vorgaben für die Luftreinheit setzen, unterstützen sie die Einhaltung der in Annex 1 definierten hohen Standards für pharmazeutische Reinräume.
Praktische Anwendung der DIN EN ISO 14644 im Pharmaumfeld
In der pharmazeutischen Industrie spielt die Einhaltung der DIN EN ISO 14644 eine zentrale Rolle für die Gewährleistung der Produktsicherheit und -qualität. Die präzise Klassifizierung von Reinräumen und die daraus resultierenden Betriebsanforderungen ermöglichen eine effiziente Kontrolle der Partikelkonzentrationen und minimieren das Risiko von Kontaminationen. Durch die Implementierung und Aufrechterhaltung der Standards der DIN EN ISO 14644 leisten Pharmaunternehmen einen wesentlichen Beitrag zur Sicherstellung der Gesundheit und des Wohlbefindens von Patienten weltweit.
Q: Was ist die DIN EN ISO 14644?
A: Die DIN EN ISO 14644 ist ein internationaler Standard, der die Klassifizierung der Luftreinheit in Reinräumen regelt.
Q: Was sind ISO-Klassen?
A: Die ISO-Klassen sind Reinheitsklassen, die laut DIN EN ISO 14644-1 definiert sind und von ISO 1 bis ISO 9 reichen.
Q: Welche Rolle spielt die Oberfläche bei der Erreichung definierter Reinheitsgrade?
A: Oberflächen spielen eine entscheidende Rolle bei der Erreichung definierter Reinheitsgrade hinsichtlich Partikel- und Chemikalienklassifikationen in Reinräumen.
Q: Welche Bedeutung hat die Teil 1 der DIN EN ISO 14644?
A: Die Teil 1 der DIN EN ISO 14644 befasst sich mit überwachungstechniken zum Nachweis der Reinraumleistung bezüglich Partikeln in der Luft.
Q: Was ist die VDI 2083 im Zusammenhang mit Reinräumen?
A: Die VDI 2083 ist eine deutsche Norm für Reinräume und zugehörige Aspekte wie Energie- und Kosteneffizienz.
Q: Welche Reinraumklassen definiert die DIN EN ISO 14644?
A: Die DIN EN ISO 14644 definiert Reinraumklassen nach DIN EN ISO, die sieben Reinraumklassen von Klasse A bis Klasse G einschließen.
Q: Was regelt die Teil 8 der DIN EN ISO 14644?
A: Die Teil 8 der DIN EN ISO 14644 behandelt Aspekte wie die Anzahl von Luftgetragenen Partikeln in der Luft in Reinräumen.
Q: Was ist die Bedeutung der deutschen Fassung der EN ISO 14644?
A: Die deutsche Fassung der EN ISO 14644 regelt die Reinraumtechnik und die Überwachung zum Nachweis der Reinraumleistung bezüglich Partikeln in der Luft.
Die Bedeutung der ISO 14644 in der Lebensmittelindustrie für Reinheitsklassen und Luftreinheit
Die Norm DIN EN ISO 14644 spielt eine zentrale Rolle in vielen Industriezweigen, besonders aber in der Lebensmittelindustrie, wo Sauberkeit und Hygiene von größter Bedeutung sind. Sie definiert Reinraumklassen und stellt technische Spezifikationen zur Luftreinheit bereit, um die Kontaminationsrisiken in der Produktion zu minimieren. Die Einhaltung dieser Norm gewährleistet die Sicherheit und Qualität der Lebensmittel, was direkt zur Verbrauchersicherheit beiträgt. In diesem Artikel erforschen wir die Anwendung und Bedeutung der DIN EN ISO 14644 in der Lebensmittelproduktion, die Anforderungen an Reinräume und wie deren Einhaltung die Qualitätssicherung in der Lebensmittelbranche unterstützt.
Was besagt die DIN EN ISO 14644 für die Lebensmittelproduktion?
Die Grundlagen der DIN EN ISO 14644-1 und ihre Anwendung
Die DIN EN ISO 14644-1 definiert die Reinraumklassen anhand der Partikelkonzentration in der Luft. Sie legt fest, wie viele Partikel einer bestimmten Größe pro Kubikmeter Luft zulässig sind. Diese Spezifikationen sind grundlegend für die Planung, Errichtung und Betrieb von Reinräumen in der Lebensmittelindustrie. Die Norm stellt sicher, dass Produktionsumgebungen kontrolliert und potenzielle Kontaminationsquellen minimiert werden, indem sie hohe Anforderungen an die Luftreinheit und Oberflächenreinheit stellt.
Die Rolle von Reinheitsklassen in der Lebensmittelherstellung
Die Klassifizierung von Reinräumen nach DIN EN ISO 14644 spielt eine entscheidende Rolle in der Lebensmittelproduktion. Jede Reinraumklasse, ISO 1 bis ISO 9, definiert spezifische Grenzwerte für die Partikelkonzentration. Die Wahl der angemessenen Reinraumklasse hängt von der Art der Lebensmittelproduktion und den damit verbundenen mikrobiologischen und partikulären Anforderungen ab. Die Einhaltung dieser Reinheitsklassen hilft, das Risiko von Kontaminationen zu senken und die Hygienestandards zu erfüllen.
Die Wichtigkeit der Luftreinheit in Lebensmittelproduzierenden Reinräumen
Luftreinheit ist von entscheidender Bedeutung in der Lebensmittelproduktion. Mikrobiologische Verunreinigungen und Partikel können die Qualität der Produkte beeinträchtigen und zur Verbreitung von Krankheiten führen. Die DIN EN ISO 14644 setzt strenge Grenzwerte für die Partikelkonzentration in der Luft fest, um die Reinheit der Produkte zu gewährleisten. Die Einhaltung dieser Norm unterstützt die Lebensmittelindustrie dabei, den Erwartungen der Verbraucher an sichere und hygienische Produkte gerecht zu werden.
Wie werden Reinraumklassen nach DIN EN ISO in der Lebensmittelindustrie definiert?
Die Klassifizierung von Reinräumen anhand der Partikelkonzentration
Die Klassifizierung von Reinräumen in der Lebensmittelindustrie nach DIN EN ISO 14644 basiert auf der Messung der Partikelkonzentration pro Kubikmeter Luft. Die Norm definiert neun Reinheitsklassen, von ISO 1, der höchsten Reinheitsstufe, bis hin zu ISO 9. Diese Klassen geben vor, welche Luftreinheit in den jeweiligen Produktionsbereichen erforderlich ist, um die Kontamination von Lebensmitteln zu verhindern.
Verständnis der Reinraumklassen und deren Anwendung
Ein umfassendes Verständnis der Reinraumklassen ist entscheidend für die effektive Gestaltung und den Betrieb von Reinräumen in der Lebensmittelindustrie. Jede Klasse spezifiziert die maximal zulässige Partikelkonzentration verschiedener Partikelgrößen. Die Wahl der richtigen Reinraumklasse hängt von den spezifischen Anforderungen des Produktionsprozesses ab. Zum Beispiel erfordern Prozesse mit hohem Risiko mikrobieller Kontamination eine höhere Reinheitsklasse als Prozesse mit geringerem Risiko.
Laut DIN EN ISO: Bestimmung der notwendigen Reinraumklasse für die Lebensmittelherstellung
Zur Bestimmung der notwendigen Reinraumklasse für spezifische Bereiche der Lebensmittelherstellung muss eine Risikobewertung durchgeführt werden. Diese Bewertung berücksichtigt alle potenziellen Kontaminationsquellen und basiert auf den Anforderungen an die Hygiene, die Partikelkonzentration in der Luft und die mikrobiologischen Parameter. Basierend auf dieser Bewertung können Unternehmen die angemessene Reinraumklasse wählen und somit sicherstellen, dass ihre Produkte den höchsten Standards an Sauberkeit und Qualität entsprechen.
Welche Anforderungen stellt die DIN EN ISO 14644-1 an die Lebensmittelindustrie?
Anforderungen an die Luftreinheit für die Sicherheit der Lebensmittelproduktion
Die Anforderungen der DIN EN ISO 14644-1 an die Luftreinheit in der Lebensmittelproduktion sind streng. Sie zielen darauf ab, ein hohes Maß an Sauberkeit zu gewährleisten und das Risiko einer Kontamination zu minimieren. Durch die Festlegung spezifischer Grenzwerte für die Partikelkonzentration unterstützt die Norm Unternehmen dabei, die erforderlichen Maßnahmen zur Luftfiltration und -kontrolle zu ergreifen. Die Einhaltung dieser Anforderungen ist essenziell für die Gewährleistung der Lebensmittelsicherheit und die Vermeidung von Produktrückrufen.
Hygienestandards und deren Überwachung in Reinräumen
Hygienestandards spielen eine entscheidende Rolle in der Lebensmittelindustrie. Die DIN EN ISO 14644-1 definiert klare Richtlinien für die Überwachung der Luftqualität in Reinräumen, einschließlich regelmäßiger Messungen der Partikelkonzentration. Unternehmen müssen diese Standards einhalten und dokumentieren, um eine kontinuierliche Kontrolle und Aufrechterhaltung der Hygiene zu gewährleisten. Die regelmäßige Überwachung hilft, potenzielle Probleme frühzeitig zu erkennen und geeignete Maßnahmen zu ergreifen, um die Produktionssicherheit zu gewährleisten.
Kontaminationskontrolle: Die Bedeutung der Partikelkonzentration in der Luft
Die Kontrolle der Partikelkonzentration in der Luft ist ein wesentlicher Bestandteil der Kontaminationskontrolle in der Lebensmittelproduktion. Die DIN EN ISO 14644-1 legt fest, wie diese Kontrolle durchgeführt werden soll, um die Reinheit der Produktionsumgebung zu gewährleisten. Die Implementierung effektiver Luftfiltrationssysteme und regelmäßiger Reinigungsprozesse sind maßgeblich, um die Anforderungen der Norm zu erfüllen. Durch die Minimierung der Partikelkonzentration können Unternehmen die Qualität ihrer Produkte schützen und die Gesundheit der Verbraucher sichern.
Wie trägt die Einhaltung der DIN EN ISO 14644 zur Qualitätssicherung in der Lebensmittelbranche bei?
Die Auswirkungen der Reinraumtechnik auf die Produktqualität
Die Einhaltung der DIN EN ISO 14644 hat direkte Auswirkungen auf die Produktqualität in der Lebensmittelbranche. Die Reinraumtechnik ermöglicht es, kontrollierte Produktionsumgebungen zu schaffen, in denen die Risiken von Kontaminationen signifikant reduziert werden. Dies führt zu einer höheren Produktqualität und einer längeren Haltbarkeit der Lebensmittel. Indem Unternehmen in hochwertige Reinraumtechnologie investieren, können sie nicht nur die Anforderungen der Norm erfüllen, sondern auch die Erwartungen ihrer Kunden an sichere und qualitativ hochwertige Lebensmittel übertreffen.
Sicherstellung der Verbrauchersicherheit durch kontrollierte Umgebungen
Die Schaffung kontrollierter Produktionsumgebungen gemäß der DIN EN ISO 14644 trägt wesentlich zur Sicherstellung der Verbrauchersicherheit bei. Durch die strikte Kontrolle der Luftreinheit und Reduzierung von mikrobiologischen Risiken können Unternehmen die Sicherheit ihrer Lebensmittelprodukte garantieren. Dies trägt nicht nur zum Schutz der Gesundheit der Verbraucher bei, sondern stärkt auch das Vertrauen in die Marke und die Zufriedenheit mit den Produkten.
GMP und ISO 14644: Die Synthese von Normen für höchste Qualität
Die Synthese der Good Manufacturing Practices (GMP) und der DIN EN ISO 14644 ist entscheidend für die Erreichung der höchsten Qualitätsstandards in der Lebensmittelindustrie. GMP definiert die allgemeinen Bedingungen, die für alle Aspekte der Produktion gelten, während ISO 14644 spezifische Anforderungen an die Luftreinheit und Reinraumbereiche stellt. Die Einhaltung beider Normen ermöglicht es Unternehmen, ein umfassendes Qualitätsmanagementsystem zu implementieren, das die Produktqualität maximiert und die Einhaltung rechtlicher Vorschriften sicherstellt.
Technische und operative Herausforderungen bei der Umsetzung der DIN EN ISO 14644 in Lebensmittelproduzierenden Reinräumen
Die Herausforderungen bei der Aufrechterhaltung der Luftreinheit
Die Aufrechterhaltung der Luftreinheit in Reinräumen stellt viele Unternehmen vor technische und operative Herausforderungen. Die kontinuierliche Kontrolle der Partikelkonzentration erfordert fortschrittliche Luftfiltrationssysteme und regelmäßige Wartung. Darüber hinaus müssen Mitarbeiter in den Verfahren und Protokollen geschult werden, um die Reinheit der Umgebung zu gewährleisten. Diese Herausforderungen erfordern erhebliche Investitionen in Technologie und Personalentwicklung.
Notwendige Anpassungen der Reinraumtechnologie zur Erfüllung der Norm
Um die Anforderungen der DIN EN ISO 14644 zu erfüllen, müssen Unternehmen ihre Reinraumtechnologie regelmäßig anpassen und aktualisieren. Dies kann die Implementierung neuer Filtrationssysteme, die Verbesserung der Infrastruktur oder die Einführung neuer Reinigungsverfahren umfassen. Solche Anpassungen sind notwendig, um mit den sich ständig weiterentwickelnden Standards Schritt zu halten und die höchstmögliche Luftreinheit zu gewährleisten.
Messung und Kontrolle der Partikelkonzentration: Methoden und Best Practices
Die Messung und Kontrolle der Partikelkonzentration in der Luft ist ein kritischer Aspekt bei der Einhaltung der DIN EN ISO 14644. Unternehmen müssen effektive Methoden zur Messung der Partikelkonzentration einsetzen, um die Reinheit der Luft kontinuierlich zu überwachen. Zu den Best Practices gehört die Verwendung von Partikelzählern, die regelmäßige Überprüfung der Filtrationssysteme und die Anpassung der Reinigungsprotokolle basierend auf den Messergebnissen. Durch die Implementierung dieser Methoden können Unternehmen die Einhaltung der Norm sicherstellen und die Qualität ihrer Lebensmittelprodukte schützen.
Q: Was ist ISO 14644 und warum ist sie wichtig für die Lebensmittelindustrie?
A: ISO 14644 ist eine internationale Norm für die Klassifizierung der Luftreinheit in Reinräumen und zugehörigen Reinraumbereichen. Sie legt die Anforderungen an die Konzentration von Partikeln in der Luft fest, was für die Herstellung und Verpackung von Lebensmitteln von entscheidender Bedeutung ist, um die Produktsicherheit und hohe Anforderungen an die Hygiene zu erfüllen.
Q: Wie wird die Luftreinheit nach ISO 14644-1 klassifiziert?
A: Die Luftreinheit wird gemäß ISO 14644-1 in verschiedene Klassen eingeteilt, basierend auf der partikelgröße und der maximal zulässigen Partikelzahl pro m³ Luft. Die Klassifizierung reicht von ISO-Klasse 1, die die höchsten Reinheitsanforderungen stellt, bis ISO-Klasse 9, die weniger strenge Anforderungen hat.
Q: Welche Rolle spielt die Partikelgröße in der ISO 14644 Klassifizierung?
A: Die Partikelgröße spielt eine wesentliche Rolle in der ISO 14644 Klassifizierung, da unterschiedliche Partikelgrößen (gemessen in µm) unterschiedliche Auswirkungen auf die Produktsicherheit und Qualität haben können. Kleinere Partikel können leichter in Produkte eindringen und müssen daher besonders streng kontrolliert werden, insbesondere in sensiblen Bereichen der Medizintechnik und der Lebensmittelverarbeitung.
Q: Was bedeutet Klasse A im Kontext von Annex 1 der GMP-Richtlinien im Vergleich zu ISO 14644?
A: Klasse A nach Annex 1 der GMP-Richtlinien bezieht sich auf Bereiche mit der höchsten Anforderung an die Luftreinheit, ähnlich wie bei ISO-Klasse 5 oder besser. Diese Bereiche sind für kritische Prozesse in der Arzneimittelherstellung vorgesehen, wo die Partikel- und Mikroorganismenkontamination strengstens kontrolliert werden muss, was auch auf bestimmte hochsensible Bereiche der Lebensmittelverarbeitung anwendbar sein kann.
Q: Inwiefern unterstützt die ISO 14644-2 die Überwachung der Reinraumleistung?
A: ISO 14644-2 legt Anforderungen an die Überwachung zum Nachweis der Reinraumleistung bezüglich der Partikelkonzentration fest. Diese umfasst Richtlinien für die Planung und Ausführung von Überwachungsprogrammen, die helfen zu bestätigen, dass Reinräume und zugehörige Reinraumbereiche konstante Reinheitsgrade aufweisen und die spezifizierten Anforderungen der ISO 14644-1 Klassifizierung erfüllen.
Q: Welche Bedeutung hat die Norm DIN EN ISO 14644-1 für Produkte im Reinraum?
A: Die Norm DIN EN ISO 14644-1 sichert durch die Festlegung der Luftreinheitsklassen, dass Produkte im Reinraum unter kontrollierten Bedingungen hergestellt werden. Dies reduziert das Risiko einer Kontamination durch Luftpartikel und gewährleistet so die Reinraumtauglichkeit und Sicherheit von Produkten, insbesondere in der Lebensmittelindustrie und Medizintechnik.
Q: Wie beeinflussen Reinraumklassen 7 und 8 die Herstellung und Verpackung von Lebensmitteln gemäß ISO 14644?
A: Reinraumklassen 7 und 8 nach ISO 14644 bieten spezifische Reinheitsanforderungen für Umgebungen, in denen Lebensmittel hergestellt und verpackt werden. Diese Klassen gewährleisten, dass die Luftreinheit auf einem Niveau gehalten wird, das eine sichere Produktion ermöglicht, indem die Anzahl von Partikeln in der Luft begrenzt wird, die mit Lebensmitteln in Kontakt kommen könnten, aber stellen weniger strenge Anforderungen als die höheren Klassen und sind daher für weniger kritische Prozesse geeignet.
Q: Inwiefern trägt die Validierung zur Einhaltung der ISO 14644 bei?
A: Die Validierung ist ein kritischer Prozess, um nachzuweisen, dass die Reinraumumgebung und die zugehörigen Kontrollsysteme konsequent die Anforderungen der ISO 14644 erfüllen. Dies beinhaltet die Überprüfung, dass die Luftreinheitsklassen eingehalten werden, die Reinraumkonstruktion geeignet ist und die Überwachungs- und Kontrollsysteme effektiv arbeiten. Eine regelmäßige Validierung stellt sicher, dass die Reinräume ihre Funktion erfüllen und die Produktsicherheit in der Lebensmittelindustrie gewährleistet ist.
Q: Was ist ISO 14644?
A: ISO 14644 ist eine Norm, die den Reinheitsgrad in Reinräumen und zugehörigen Bereichen definiert.
Q: Welche ISO-Klasse entspricht besonders hohen Reinheitsanforderungen?
A: Die ISO-Klasse 5 entspricht besonders hohen Reinheitsanforderungen.
Q: Was regelt die Norm VDI 2083?
A: Die Norm VDI 2083 regelt den Reinheitsgrad und die Luft in Reinräumen.
Q: Welche Bedeutung hat die Partikeldichte in speziellen Bereichen?
A: Die Partikeldichte wird je nach Branche gemessen und definiert die Anzahl an Partikeln je Kubikmeter Luft.
Q: Was ist der Zweck der ISO 14644 Norm in Bezug auf die Lebensmittelindustrie?
A: Die ISO 14644 Norm dient der Sicherheit und Haltbarkeit bei der Produktion von Lebensmitteln sowie der Verlängerung der Haltbarkeit durch hohe Reinheitsanforderungen.
Q: Welche Bedeutung hat die Reinraumtechnik in der Lebensmittelindustrie?
A: Die Reinraumtechnik gewährleistet die Konservierung von Lebensmitteln durch die Schaffung hochreiner Umgebungen.
Q: Was stellt der Verein Deutscher Ingenieure (VDI) im Zusammenhang mit Reinräumen sicher?
A: Der VDI stellt sicher, dass Reinräume entsprechend den nötigen Anforderungen für die Produktion von Lebensmitteln eingerichtet sind.
Q: Wie definiert die ISO 14644 die Partikeldichte in der Luft?
A: Die ISO 14644 definiert die Partikeldichte je nach ISO-Klasse von 1 bis 9 anhand der Partikel-Konzentration je Kubikmeter Luft.
Q: Welche Rolle spielt die Arzneimittelindustrie im Kontext der ISO 14644 Norm?
A: In der Arzneimittelindustrie erfüllt die Einhaltung der ISO 14644 Norm besonders hohe Reinheitsanforderungen zur Sicherstellung der Qualität der Produkte.
Die Qualifizierung von Reinräumen und die Einhaltung der Good Manufacturing Practice (GMP) sind essentiell für Unternehmen, die in hochsensiblen Branchen wie der Pharmazeutik, Biotechnologie und Medizintechnik tätig sind. Diese Prozesse gewährleisten, dass Produkte unter streng kontrollierten Bedingungen hergestellt werden, um Kontaminationen zu vermeiden und höchste Qualitätsstandards zu erfüllen. Im Folgenden wird ein umfassender Überblick über die Grundlagen und wichtigen Aspekte der Reinraumqualifizierung und die Rolle der GMP-Richtlinien gegeben.
In einer Welt, in der Präzision und Kontaminationsschutz entscheidend sind, spielt die Reinraumqualifikation eine zentrale Rolle. Von Pharmaindustrie bis hin zur Halbleiterfertigung sind Reinräume unerlässlich, um die Integrität der Produktionsprozesse zu sichern. Die Reinraumqualifikation ist ein umfangreiches Verfahren, das sicherstellt, dass die Reinräume und die in ihnen verwendete Ausrüstung bestimmten Reinheitsstandards entsprechen.
Erstqualifikation von Reinräumen
Die Erstqualifikation eines Reinraumes umfasst eine Reihe von Tests, um die Einhaltung der geforderten Standards zu gewährleisten:
Lecktest und Integritätsprüfung der installierten Filtersysteme: Hierbei wird überprüft, ob die Filter richtig installiert wurden und keine Undichtigkeiten aufweisen.
Luftstromtests – Volumen und Geschwindigkeit: Diese Tests bestimmen, ob der Luftstrom in der Lage ist, Partikel effektiv aus dem Raum zu entfernen.
Differenzdrucktest: Die Messung des Luftdruckunterschieds zwischen verschiedenen Bereichen gewährleistet die Kontrolle der Luftströme.
Richtungstest und Visualisierung des Luftstroms: Es wird bestätigt, dass der Luftstrom in die gewünschte Richtung fließt und keine Querkontamination stattfindet.
Mikrobielle Kontamination der Luft und Oberflächen: Es wird geprüft, ob der Raum frei von Mikroorganismen ist.
Temperaturmessung: Stabile Temperaturverhältnisse sind für viele Prozesse kritisch.
Relative Feuchtigkeitsmessung: Feuchtigkeit kann die Reinheit beeinflussen und muss kontrolliert werden.
Erholungstest: Nach einer Kontamination muss die Umgebung in der Lage sein, schnell zu ihrem ursprünglichen Zustand zurückzukehren.
Containment-Lecktest: Überprüfung der Fähigkeit des Reinraums, Containment zu gewährleisten.
Die Referenz für die Qualifikation der Reinräume und sauberen Luftgeräte findet sich in der ISO 14644-Reihe von Standards. Für die Klassifizierung von Reinräumen sollte die Gesamtanzahl der Partikel, die gleich oder größer als 0,5 und 5 μm sind, sowohl im Ruhezustand als auch unter simulierten Betriebsbedingungen gemessen werden, entsprechend den in den GMP-Spezifikationen festgelegten Grenzwerten.
Requalifikation von Reinräumen
Die Requalifikation von Reinräumen ist ebenso wichtig und sollte mindestens die folgenden Punkte umfassen:
Überprüfung des Luftdruckunterschieds zwischen Räumen.
Luftgeschwindigkeitstest: Für Bereiche der Klasse B, C und D sollte dieser Test entsprechend einer dokumentierten Risikobewertung im Rahmen des CCS durchgeführt werden. Für Zonen mit unidirektionalem Luftstrom ist er jedoch erforderlich.
Maximales Intervall für die Requalifikation von Bereichen der Klasse A & B: 6 Monate.
Maximales Intervall für die Requalifikation von Bereichen der Klasse C & D: 12 Monate.
Diese strengen Protokolle stellen sicher, dass Reinräume ihre entscheidende Rolle in der Schaffung steriler und kontaminationsfreier Umgebungen erfüllen. Durch die Einhaltung der Reinraumqualifikation schützen Unternehmen nicht nur ihre Produkte, sondern auch ihre Mitarbeiter und Kunden, was letztendlich zu einer höheren Produktqualität und Sicherheit führt.
Was versteht man unter Reinraumqualifizierung und warum ist sie notwendig?
Definition und Bedeutung der Reinraumqualifizierung
Unter der Qualifizierung von Reinräumen versteht man einen dokumentierten Nachweis, der bestätigt, dass Reinräume den festgelegten Vorgaben und Standards, wie der DIN EN ISO 14644 und dem EU-GMP-Leitfaden, entsprechen. Diese Prozesse sind erforderlich, um sicherzustellen, dass Reinräume die geforderte Luftreinheit und andere kritische Parameter bieten, die für die Herstellung von Produkten in sensiblen Umgebungen notwendig sind. Qualifizierung und Validierung von Reinräumen sind Grundpfeiler, um die Integrität von Produkten zu gewährleisten und das Risiko von Kontaminationen zu minimieren.
Die Rolle der GMP-Richtlinien in der Reinraumqualifizierung
Die Einhaltung der Good Manufacturing Practice (GMP) Richtlinien ist ein kritischer Faktor in der Reinraumqualifizierung. Diese Richtlinien, darunter auch Annex 1 des EU-GMP-Leitfadens, legen die Anforderungen an die Qualität der Herstellung von Medikamenten und anderen Produkten fest. Sie beinhalten spezifische Vorgaben zu Design, Überwachung, Betrieb und Validierung von Reinräumen. Die GMP-Richtlinien helfen, das Ziel der Qualifizierung sicherzustellen – die reproduzierbare Herstellung qualitativ hochwertiger Produkte unter definierten und kontrollierten Bedingungen.
Übersicht der Qualifizierungsphasen: DQ, IQ, OQ, PQ
Die Qualifizierung von Reinräumen umfasst traditionell vier Phasen: Designqualifizierung (DQ), Installationsqualifizierung (IQ), Operationsqualifizierung (OQ) und Leistungsqualifizierung (PQ). Diese systematische Herangehensweise stellt sicher, dass Reinräume und deren zugehörige reinraumtechnische Anlagen von Beginn an korrekt geplant, installiert, betrieben und performant sind. Jede Phase baut auf der vorherigen auf und liefert essentielle nachvollziehbare Nachweise, dass die Reinraumanlage den strengen Anforderungen entspricht.
Wie wird die Messung und Überwachung in Reinräumen durchgeführt?
Wichtige Parameter und Messmethoden nach DIN EN ISO 14644
Nach der DIN EN ISO 14644 sowie VDI 2083 werden spezifische Parameter zur Bewertung und Überwachung von Reinräumen herangezogen. Dazu gehören vor allem die Konzentration von Partikeln in der Luft sowie weitere Parameter wie Temperatur, Feuchtigkeit und Druck. Die Messung und Überwachung dieser Parameter erfolgt durch spezialisierte Geräte und Methoden, um die Einhaltung der definierten Reinraumklasse sicherzustellen. Regelmäßige Messungen sind unerlässlich für die Aufrechterhaltung der Reinraumqualität und die frühzeitige Erkennung potenzieller Probleme.
Der Einsatz von Filterlecktests zur Sicherstellung der Luftqualität
Zur Überprüfung und Sicherstellung der Luftqualität in Reinräumen werden häufig Filterlecktests durchgeführt. Diese Tests prüfen, ob HEPA- oder ULPA-Filter korrekt arbeiten und keine unerwünschten Partikel in die Reinraumumgebung gelangen lassen. Solche Tests sind ein wichtiger Bestandteil der Qualifizierung und der kontinuierlichen Überwachung, da sie zur Aufrechterhaltung der erforderlichen Reinheitsstandards beitragen.
Häufige Herausforderungen bei der mikrobiologischen Überwachung
Eine der größten Herausforderungen in Reinräumen ist die mikrobiologische Überwachung. Dies beinhaltet die regelmäßige Sammlung und Analyse von Proben, um mikrobiologische Kontaminationen frühzeitig zu erkennen. Besondere Aufmerksamkeit erfordern dabei schwer zu identifizierende und zu kontrollierende Kontaminanten. Eine effektive mikrobiologische Überwachung basiert auf einem gut durchdachten Plan, der eine Risikoanalyse, regelmäßige Probenahmen, und den Einsatz spezifischer Nährmedien und Kulturbedingungen umfasst.
Requalifizierung von Reinräumen: Wann und wie oft ist sie notwendig?
Die Bedeutung der regelmäßigen Requalifizierung für GMP-konforme Reinräume
Reinräume erfordern nicht nur eine initiale Qualifizierung, sondern auch regelmäßige Requalifizierungen, um die fortwährende Einhaltung der GMP-Anforderungen und anderer relevanter Standards zu garantieren. Die Häufigkeit und der Umfang von Requalifizierungen hängen von verschiedenen Faktoren ab, wie der Nutzung des Reinraums, festgestellten Änderungen oder Verbesserungen der Prozesse und Ausrüstungen. Eine regelmäßige Requalifizierung hilft, die konstante Leistung des Reinraums zu sichern und potenzielle Risiken für die Produktqualität proaktiv zu minimieren.
Planung und Durchführung der Requalifizierung: Ein Schritt-für-Schritt-Ansatz
Die Planung und Durchführung einer Requalifizierung erfordert einen methodischen Ansatz, der sich an den ursprünglichen Qualifizierungsphasen orientiert. Dies umfasst die erneute Überprüfung des Designs (DQ), der Installation (IQ), der Betriebsabläufe (OQ) und der Leistung (PQ) der Reinraumanlage. Während dieser Prozess auf den Erkenntnissen und Daten der initialen Qualifizierung aufbaut, beinhaltet er auch die Bewertung von Änderungen und die Implementierung neuer Anforderungen, um eine kontinuierliche Konformität zu gewährleisten.
Unterschiede zwischen Requalifizierung und kontinuierlicher Überwachung
Obwohl Requalifizierung und kontinuierliche Überwachung beide für die Aufrechterhaltung der Reinraumstandards essentiell sind, unterscheiden sie sich in Zielsetzung und Umfang. Die kontinuierliche Überwachung fokussiert auf die tägliche Aufrechterhaltung der Reinraumparameter und die frühzeitige Erkennung von Abweichungen. Requalifizierung hingegen ist ein periodischer, umfassender Bewertungs- und Validierungsprozess, der bestätigt, dass der Reinraum und seine Prozesse weiterhin den definierten Anforderungen entsprechen.
Der Einfluss von Reinraumdesign und -anlage auf die Qualifizierung
Designqualifizierung (DQ) als erster Schritt der Reinraumqualifizierung
Die Designqualifizierung (DQ) ist der Ausgangspunkt der Reinraumqualifizierung und legt das Fundament für eine erfolgreiche Implementierung und Betrieb. Während der DQ werden die geplanten Spezifikationen und das Design der Reinraumanlage überprüft, um sicherzustellen, dass diese alle Anforderungen erfüllen. Durch diesen Prozess werden potenzielle Probleme frühzeitig identifiziert, was die Effizienz und Effektivität der anschließenden Qualifizierungsphasen erheblich verbessert.
Wie die Auswahl von Anlagen und Materialien die Reinraumklassifizierung beeinflusst
Die Auswahl von Anlagen und Materialien ist ein kritischer Faktor, der die Reinraumqualifizierung beeinflusst. Materialien, die leicht zu reinigen sind und Partikel oder mikrobielle Kontaminationen nicht absorbieren, sind vorzuziehen. Ebenso müssen die Anlagen und Systeme, einschließlich Lüftung und Filterung, spezifisch für die angestrebte Reinraumklasse und für die spezifischen Prozesse innerhalb des Reinraums ausgelegt sein. Eine sorgfältige Auswahl hilft, das Risiko von Kontaminationen zu reduzieren und erleichtert die Einhaltung der Qualifizierungsstandards.
Best Practices für die Einrichtung und Ausstattung von Reinräumen
Zu den Best Practices bei der Einrichtung und Ausstattung von Reinräumen gehören die Verwendung von glatten, nahtlosen Oberflächen, die Minimierung von Einrichtungsgegenständen und die klare Definition von Reinigungs- und Desinfektionsprotokollen. Auch die Schulung des Personals spielt eine wesentliche Rolle bei der Aufrechterhaltung der Reinraumstandards. Ein effektives Schulungsprogramm verbessert das Verständnis und das Bewusstsein für die Wichtigkeit von Reinraumprotokollen und trägt dazu bei, menschliche Fehler zu minimieren.
Prozessvalidierung und ihre Bedeutung für die Reinraumtechnik
Die Rolle der Prozessvalidierung in der Qualifizierung von Reinräumen
Die Prozessvalidierung ist ein integraler Bestandteil der Qualifizierung von Reinräumen und dient dem Nachweis, dass die in den Reinräumen durchgeführten Prozesse konsequent Produkte von der erwarteten Qualität produzieren. Sie umfasst die systematische Sammlung und Auswertung von Daten, von der Designphase bis zur Produktion, um zu bestätigen, dass der Prozess innerhalb definierter Parameter operiert.
Q: Was versteht man unter Qualifizierung eines Reinraums?
A: Unter der Qualifizierung eines Reinraums versteht man einen validierten Prozess, der sicherstellt, dass der Reinraum und die reinraumtechnischen Anlagen den normativen und benutzerspezifischen Anforderungen entsprechend geplant, realisiert und im Betriebszustand funktionieren. Diese Überprüfung erfolgt in mehreren Schritten, darunter die Installationsqualifizierung, die Funktionsqualifizierung und die Leistungsqualifizierung.
Q: Welche Rolle spielt Dittel Engineering bei der Qualifizierung von Reinräumen?
A: Dittel Engineering ist ein spezialisiertes Unternehmen, das umfangreiche Dienstleistungen für die Qualifizierung von Reinräumen anbietet. Sie unterstützen Kunden bei dem gesamten Qualifizierungsprozess, darunter Planung, Durchführung von Reinraummessungen und die Dokumentation der Ergebnisse gemäß der DIN EN ISO 14644 und VDI 2083 Richtlinien.
Q: Wie wichtig ist die mikrobiologische Qualifizierung für Reinräume?
A: Die mikrobiologische Qualifizierung ist essenziell für Reinräume, besonders in Branchen wie Pharmazie, Medizintechnik und Lebensmittelverarbeitung, wo die Kontaminationskontrolle kritisch ist. Sie umfasst Tests und Überwachungsmaßnahmen, um zu garantieren, dass Reinräume die erforderlichen mikrobiologischen Reinheitsgrade, z.B. gemäß EU GMP Leitlinien, erreichen und aufrechterhalten.
Q: Was ist unter Installationsqualifizierung zu verstehen?
A: Die Installationsqualifizierung ist der Prozess der Überprüfung, ob alle Bestandteile eines Reinraums oder einer reinraumtechnischen Anlage korrekt installiert wurden und entsprechend den Herstellerangaben und Spezifikationen funktionieren. Dies ist der erste Schritt der Qualifizierung einer Reinraumtechnik, gefolgt von der Funktionsqualifizierung und der Leistungsqualifizierung.
Q: Welche Bedeutung hat die Leistungsqualifizierung für Reinräume?
A: Die Leistungsqualifizierung ist der finale Schritt im Qualifizierungsprozess, der beweist, dass der Reinraum unter den vorgegebenen Betriebsbedingungen („at rest“ und „in operation“) ständig die festgelegten Leistungsmerkmale erfüllt. Diese Phase beinhaltet umfassende Prüfungen und Tests, um die Eignung und Effizienz des Reinraums für die vorgesehenen Prozesse sicherzustellen.
Q: Was versteht man unter einer Hygieneinspektion nach VDI 6022 im Zusammenhang mit Reinräumen?
A: Eine Hygieneinspektion nach VDI 6022 ist eine spezielle Überprüfung der Lüftungs- und Klimaanlagen in Reinräumen, um sicherzustellen, dass diese hygienische Anforderungen erfüllen und keine Gesundheitsgefahren für die Benutzer darstellen. Sie beinhaltet visuelle Inspektionen, Funktionsprüfungen und mikrobiologische Untersuchungen.
Q: Wie wird der Filterlecktest im Rahmen der Reinraumqualifizierung durchgeführt?
A: Der Filterlecktest ist ein kritischer Teil der Reinraumqualifizierung, der sicherstellt, dass Hochleistungsluftfilter korrekt installiert wurden und keine Leckagen aufweisen. Dieser Test erfolgt in der Regel mithilfe eines Aerosol-Generators und Partikelzählers, um die Integrität der Filter unter Betriebsbedingungen zu verifizieren.
Q: Wie oft sollten Reinräume qualifiziert werden?
A: Die Häufigkeit der Qualifizierung von Reinräumen hängt von verschiedenen Faktoren ab, wie z.B. der Art der Tätigkeiten, die im Reinraum durchgeführt werden, und den gesetzlichen bzw. normativen Anforderungen. Allgemein empfiehlt es sich, regelmäßige Qualifizierungen durchzuführen, um die Konformität mit den Reinraumstandards sicherzustellen. Häufig werden zur retrospektiven Qualifizierung von reinraumtechnischen Anlagen spezifische Richtlinien befolgt.
Q: Was ist das Ziel einer Reinraumqualifizierung?
A: Das Ziel einer Reinraumqualifizierung ist die dokumentierte Sicherstellung, dass Reinräume und zugehörige reinraumbereiche für den vorgesehenen Zweck geeignet sind und die festgelegten Reinheitsstandards gemäß ISO 14644-3 sowie spezifischen Vorgaben wie EU GMP oder VDI 2083 erfüllen. Dies gewährleistet die Produktsicherheit und -qualität sowie den Schutz von Mitarbeitern und Umwelt.
Q: Was versteht man unter Qualifizierung im Reinraumbereich?
A: Unter Qualifizierung im Reinraumbereich versteht man das systematische Sammeln und Auswerten von Daten, die belegen, dass ein Reinraum und die dort durchgeführten Prozesse und Ausrüstungen konsequent die erwartete Qualität der Produkte gewährleisten können. Dies umfasst typischerweise Qualifizierungsmessungen, Tests und Analysen gemäß dem EU GMP-Leitfaden.
Q: Warum ist die Qualifizierung von Reinräumen gemäß EU GMP wichtig?
A: Die Qualifizierung von Reinräumen gemäß EU GMP ist wichtig, um sicherzustellen, dass Produkte unter kontrollierten Bedingungen hergestellt werden, die eine Kontamination verhindern und die Qualität der Produkte schützen. Dies hilft, die Sicherheit und Wirksamkeit von Endprodukten, insbesondere in der Pharmaindustrie, zu garantieren.
Q: Welche Rolle spielen Techniker und Ingenieure bei der Reinraumqualifizierung?
A: Techniker und Ingenieure spielen eine entscheidende Rolle bei der Reinraumqualifizierung. Sie sind verantwortlich für die Planung, Durchführung und Überwachung der qualifizierungsrelevanten Tests und Analysen. Ihre Expertise ist entscheidend für die Ermittlung kritischer Punkte und Problemstellungen und die Sicherstellung, dass die Reinraumumgebung den strengen Anforderungen entspricht.
Q: Wie werden Qualifizierungsmessungen im Reinraumbereich durchgeführt?
A: Qualifizierungsmessungen im Reinraumbereich werden durchgeführt, um spezifische Parameter wie die Partikelkonzentration, Temperatur, Luftfeuchtigkeit und Druckverhältnisse zu überprüfen. Diese Messungen erfolgen typischerweise mit spezialisierten, messtechnischen Geräten und Methoden, die sicherstellen, dass die gemessenen Werte die vorher festgelegten Nutzeranforderungen erfüllen.
Q: Können Planungsunterlagen und herstellungsprotokolle oder messtechnische Aufzeichnungen für die Qualifizierung verwendet werden?
A: Ja, Planungsunterlagen und Daten wie Herstellungsprotokolle oder messtechnische Aufzeichnungen können für die Qualifizierung verwendet werden. Diese Dokumente liefern wichtige Informationen über die Konzeption, die ausgewählten Materialien und die Leistung der Reinraumkomponenten, was für eine erfolgreiche Qualifizierung entscheidend ist.
Q: Was bedeutet Qualifizierung „prospektiv und retrospektiv“?
A: Qualifizierung kann prospektiv und retrospektiv durchgeführt werden. Prospektive Qualifizierung findet parallel zur Planung und Errichtung eines neuen Reinraums oder Prozesses statt, wobei die Qualifizierungsprüfungen vor der tatsächlichen Nutzung durchgeführt werden. Retrospektive Qualifizierung hingegen wird für bestehende Reinräume und Prozesse durchgeführt, oft in Antwort auf Änderungen der Anforderungen oder zur Überprüfung der kontinuierlichen Leistung und Konformität.
Q: Warum ist eine messtechnische Überwachung während des Betriebs eines qualifizierten Reinraums wichtig?
A: Eine fortlaufende messtechnische Überwachung ist entscheidend, um sicherzustellen, dass die Reinraumbedingungen konstant innerhalb der spezifizierten Grenzen gehalten werden. Dies ermöglicht die frühzeitige Erkennung von Abweichungen und potenziellen Problemen, sodass zeitnah korrigierende Maßnahmen ergriffen werden können, um die Qualität der Produkte und die Einhaltung der GMP-Richtlinien sicherzustellen.
Q: Erfahren Sie mehr über die Schulungsmöglichkeiten für Mitarbeiter im Bereich der Reinraumqualifizierung.
A: Schulungen für Mitarbeiter im Bereich der Reinraumqualifizierung sind essentiell, um ein tiefgehendes Verständnis für die Bedeutung der Reinraumstandards, GMP-Richtlinien und spezifischen Qualifizierungstests zu entwickeln. Viele Organisationen bieten spezialisierte Kurse und Workshops an, die auf die Bedürfnisse von Technikern, Ingenieuren und Qualitätsmanagern zugeschnitten sind. Diese Schulungen umfassen oft praktische Übungen, die auf reale Szenarien und Herausforderungen vorbereiten.
Q: Was ist die Qualifizierung von Reinraumtechnischen Anlagen?
A: Die Qualifizierung von reinraumtechnischen Anlagen ist ein Prozess, der sicherstellt, dass diese Anlagen konzipiert, installiert, betrieben und gewartet werden, um die geforderten Standards für die Reinheit der Luft und andere relevante Parameter zu erfüllen. Es handelt sich um eine dokumentierte Bestätigung, dass die Anlage gemäß spezifizierten Anforderungen funktioniert.
Q: Warum ist die dokumentierte Qualifizierung Ihres Reinraums wichtig?
A: Eine dokumentierte Qualifizierung Ihres Reinraums ist wichtig, um die Compliance mit den regulatorischen Anforderungen zu gewährleisten. Sie dient als Nachweis dafür, dass Ihr Reinraum unter allen Betriebsbedingungen, „at rest“ und „in operation“, die vorgegebenen Reinheitsklassen einhalten kann. Dies ist entscheidend für die Qualitätssicherung in kritischen Produktionsumgebungen wie der Pharmazie oder Mikroelektronik.
Q: Welche Phasen umfasst die Qualifizierung der Reinraumtechnischen Anlagen?
A: Die Qualifizierung umfasst mehrere Phasen, beginnend mit der Designqualifizierung (DQ), gefolgt von der Installationsqualifizierung (IQ), der Funktionsqualifizierung (OQ: Operational Qualification) und der Leistungsqualifizierung (PQ). Jede Phase dient dazu, unterschiedliche Aspekte der Anlagen und der Reinraumhülle zu verifizieren, von der Planung über die Installation bis hin zum effizienten Betrieb und der endgültigen Performance.
Q: Wie wird die „At Rest“ und „In Operation“ Zustände in der Reinraum Qualifizierung berücksichtigt?
A: Die „At Rest“-Qualifizierung wird durchgeführt, wenn die Anlagen installiert sind, aber keine Produktion stattfindet. Die „In Operation“-Qualifizierung erfolgt unter Betriebsbedingungen, inklusive Anwesenheit des Bedienpersonals und laufender Produktion. Beide Zustände müssen beurteilt werden, um zu gewährleisten, dass der Reinraum unter allen Bedingungen die erforderlichen Standards erfüllt.
Q: Kann während der Realisierung und Abnahme herstellungsprotokolle oder messtechnische Aufzeichnungen verwendet werden?
A: Ja, während der Realisierung und Abnahme der reinraumtechnischen Anlagen können Herstellungsprotokolle oder messtechnische Aufzeichnungen verwendet werden. Diese Dokumente sind wichtige Teile der dokumentierten Qualifizierung, da sie den Nachweis erbringen, dass die Anlage entsprechend dem Design und den spezifizierten Anforderungen erfolgreich installiert und getestet wurde.
Q: Welche Rolle spielt die Steuer- und Regelungstechnik in der Qualifizierung von Reinraumanlagen?
A: Die Steuer- und Regelungstechnik spielt eine entscheidende Rolle bei der Qualifizierung von Reinraumanlagen, da sie sicherstellt, dass die Umgebungsbedingungen wie Temperatur, Feuchtigkeit und Druck ständig innerhalb der spezifizierten Grenzwerte gehalten werden. Dies ist wesentlich für die Aufrechterhaltung der Reinraumklassen und die Erfüllung der Anforderungen des Betreibers gemäß den Annex-Vorgaben.
Q: Was bedeutet „gemäß Annex“ in Bezug auf die Qualifizierung von Reinräumen?
A: „Gemäß Annex“ bezieht sich auf die Einhaltung der spezifischen Anforderungen und Richtlinien, die in den Annex-Dokumenten von regulatorischen Rahmenwerken wie der GMP (Good Manufacturing Practice) festgelegt sind. Diese Richtlinien definieren die Anforderungen an die Qualifizierung und Validierung von Reinräumen, um sicherzustellen, dass Produkte unter kontrollierten Bedingungen hergestellt werden.
Q: Gibt es eine zweite Möglichkeit, falls eine Anlage nicht wie geplant funktioniert?
A: Ja, sollte während der Qualifizierung festgestellt werden, dass eine Anlage nicht wie geplant funktioniert, gibt es die Möglichkeit zur Nachbesserung. Dies kann Anpassungen am Design, an der Installation oder an den Betriebsbedingungen umfassen. Nach Durchführung der erforderlichen Korrekturen wird eine erneute Qualifizierung durchgeführt, um zu bestätigen, dass die Anlage jetzt den Anforderungen entspricht.
Q: Warum ist eine messtechnische Erfassung im Rahmen der Qualifizierung von Reinraumanlagen wichtig?
A: Eine messtechnische Erfassung ist entscheidend, da sie objektive Daten darüber liefert, ob die Reinraumanlagen und die Reinraumhülle die geforderten Spezifikationen und Reinheitsklassen erreichen. Diese Messungen umfassen Partikelzählungen, Luftwechselraten und andere relevante Parameter, die kritisch für die Aufrechterhaltung der erforderlichen Bedingungen innerhalb des Reinraums sind.
Qualifikationsdokumentation für IQ OQ PQ: Ein Überblick über Anforderungen
In der Welt der Anlagen und Ausrüstungen ist die regelmäßige Überprüfung und Bestätigung ihrer ordnungsgemäßen Funktion von entscheidender Bedeutung. Insbesondere die Qualifikationsdokumentation für Installation Qualification (IQ), Operational Qualification (OQ) und Performance Qualification (PQ) ist ein kritischer Aspekt, der sicherstellt, dass Geräte oder Installationen, wie beispielsweise Anlagen für komprimierte Luft, weiterhin den gesetzlichen und betrieblichen Anforderungen entsprechen.
Ein periodischer Review, der möglicherweise jährlich stattfindet, ermöglicht es Unternehmen, nachzuweisen, dass sie weiterhin die Anforderungen an ihre Systeme und Prozesse erfüllen. Doch welche Anforderungen sind an die Qualifikationsdokumentation zu stellen?
Zunächst ist sicherzustellen, dass die Qualifikationsdokumentation verfügbar und an einem bekannten Ort gespeichert ist. Dies bietet Transparenz und erleichtert den Zugriff im Bedarfsfall. Es ist ebenso wichtig, dass alle während der Qualifikation beobachteten Abweichungen erläutert und abgeschlossen wurden. Dies zeigt, dass alle potenziellen Probleme identifiziert und behoben wurden.
Die Führung von Geräte- und Anlagenprotokollen gemäß den geltenden Verfahren ist ein weiterer wesentlicher Aspekt. Diese Aufzeichnungen bieten eine nachvollziehbare Historie der Gerätefunktionen und -wartungen, die für eine fundierte Qualifikationsbewertung unerlässlich sind.
Eine regelmäßige Wartung ist ebenso unverzichtbar, um die Funktionalität und Sicherheit der Geräte und Installationen zu gewährleisten. Ersatz und Austausch von wichtigen Elementen oder Teilen, die einen signifikanten Einfluss auf die korrekte Funktionsweise der Geräte und des Prozessablaufs haben, sollten sorgfältig dokumentiert werden.
Im Falle von Ausfällen seit der letzten Qualifikation müssen diese ebenfalls dokumentiert und analysiert werden, um eine kontinuierliche Verbesserung zu gewährleisten.
Schließlich ist die Kalibrierung der Mess- und Prüfgeräte ein weiterer entscheidender Faktor, der regelmäßig überprüft werden muss, um Genauigkeit und Konformität zu gewährleisten.
Zusammenfassend lässt sich sagen, dass eine gründliche Qualifikationsdokumentation für IQ OQ PQ eine fundierte Bewertung der Ausrüstung und Anlagen eines Unternehmens ermöglicht und zur Einhaltung der gesetzlichen Bestimmungen und Sicherstellung der Produktqualität beiträgt.
Erfordernisse der Qualifikationsdokumentation für IQ, OQ und PQ
In der Welt der regulierten Branchen, wie der Pharmaindustrie oder der Biotechnologie, spielt die Qualifikation von Anlagen und Geräten eine entscheidende Rolle. Sie ist nicht nur ein essentieller Teil der Validierung, sondern auch ein fundierter Nachweis dafür, dass die Systeme den Anforderungen entsprechend funktionieren.
DQ
Die Qualifikation des Designs (DQ) gewährleistet, dass der vorgeschlagene Entwurf der Anlagen, Systeme und Geräte für den beabsichtigten Zweck geeignet ist. Diese dokumentierte Überprüfung ist entscheidend für den Erfolg der Anlage und für die Vermeidung von Problemen, die während der Betriebs- und Leistungsqualifikation auftreten könnten.
IQ
Die Installationsqualifikation (IQ) stellt sicher, dass die Anlagen und Geräte entsprechend den zugrundeliegenden Konstruktionsplänen und Herstellerempfehlungen installiert wurden. Sie ist eine dokumentierte Verifizierung, die bestätigt, dass die Anlagen so installiert oder modifiziert wurden, dass sie mit dem genehmigten Design übereinstimmen.
OQ
Die Betriebsqualifikation (OQ) geht einen Schritt weiter. Sie ist die dokumentierte Überprüfung und Bestätigung, dass die installierten oder modifizierten Geräte und Anlagen korrekt in dem gesamten vorgesehenen Betriebsbereich funktionieren. Diese Phase umfasst die Prüfung aller Betriebsparameter und Grenzen.
PQ
Schließlich garantiert die Prozessqualifikation (PQ) durch dokumentierte Überprüfung und Bestätigung, dass die Anlagen und Hilfseinrichtungen, wenn sie als ein funktionierendes Ganzes verbunden sind, effektiv und reproduzierbar gemäß der genehmigten Methode des Prozessablaufs und den Spezifikationen arbeiten.
Zusammengefasst erfordert eine adäquate Qualifikationsdokumentation für IQ, OQ und PQ einen strengen Prozess der Dokumentation und Überprüfung, um zu demonstrieren, dass alle Aspekte einer Anlage oder Ausrüstung für ihren beabsichtigten Zweck korrekt funktionieren. Dieser Prozess dient dazu, ein hohes Maß an Zuverlässigkeit und Qualität in den Herstellungsprozessen zu gewährleisten, was letztlich zur Produktsicherheit und zur Einhaltung der regulatorischen Standards beiträgt.
Qualifikationsdokumentation in GMP: Anforderungen an IQ/OQ/PQ
Diese Dokumente müssen eindeutig und unmissverständlich verfasst sein. Titel, Art und Zweck der Dokumentation sollten klar und verständlich formuliert sein, um jegliche Ambiguität zu vermeiden. Die übersichtliche Struktur der Dokumente ermöglicht eine schnelle und effektive Überprüfung, was für Audits und interne Qualitätskontrollen unerlässlich ist.
Kopien der Dokumentation müssen klar und lesbar sein, um die Nachvollziehbarkeit und Überprüfbarkeit zu gewährleisten. Zwar sollten Dokumente grundsätzlich nicht handschriftlich verfasst sein, in Fällen, in denen Daten manuell eingegeben werden müssen, ist es unabdingbar, dass diese Eintragungen deutlich, leserlich und permanent sind. Für handschriftliche Einträge sollte stets ausreichend Platz vorgesehen sein, um eine saubere Dokumentation zu gewährleisten.
Jede Änderung an einem Dokument muss klar gekennzeichnet, unterschrieben und datiert werden. Dabei ist es wichtig, dass die Änderungen so vorgenommen werden, dass die ursprünglichen Informationen weiterhin lesbar bleiben. Ist es zweckmäßig, sollte auch der Grund für eine Änderung dokumentiert werden, um die Nachvollziehbarkeit zu erhöhen.
Die Dokumentation sollte zeitnah während oder unmittelbar nach der Durchführung der jeweiligen Qualifizierungsmaßnahmen erfolgen. Dies stellt sicher, dass die dokumentierten Daten die realen Bedingungen und Ergebnisse genau widerspiegeln und dass die Qualifikationsprozesse ordnungsgemäß und lückenlos aufgezeichnet werden.
Zusammenfassend lässt sich sagen, dass eine sorgfältige und präzise Dokumentation von IQ, OQ und PQ nicht nur eine Anforderung der GMP-Richtlinien ist, sondern auch eine wesentliche Grundlage für die Qualitätssicherung in produktionskritischen Umgebungen darstellt.
In der Welt der Reinraumtechnik spielt die Qualität der Luft eine entscheidende Rolle. Hochleistungsfähige Partikelfilter, insbesondere HEPA-Filter und deren präzise Abnahmemessung gemäß ISO 14644-3, sind unerlässlich, um die strengen Anforderungen an die Luftreinheit zu erfüllen. Diese Norm definiert die Klassifizierung der Luftreinheit in Reinräumen sowie die Testverfahren zur Bestätigung und Überwachung der Leistung von Luftfiltern. In diesem Artikel erörtern wir die Bedeutung der Schwebstofffilter in Reinräumen und wie deren Messung, Überprüfung und Auswahl gemäß den internationalen Standards erfolgt.
Die Prüfung von HEPA-Filtern gemäß ISO 14644-3 legt strenge Anforderungen an die Überwachung und Sicherstellung der Filtereffizienz in Reinraumanwendungen fest. Insbesondere spielt die Größe der zu zählenden Partikel eine entscheidende Rolle, wobei Partikel gleich oder größer als 0,3 µm im Fokus stehen. Dieses Kriterium ist essentiell, da es die Grundlage für die Bewertung der Filtrationseffizienz bildet und sicherstellt, dass die Filtermedien in der Lage sind, die meisten luftgetragenen Partikel effektiv zu erfassen.
Während des Scannens des Filters auf Undichtigkeiten muss bei jeglicher Anzeige eines Lecks das Prüfgerät an der betreffenden Stelle verweilen. Die genaue Position des Lecks wird durch die Positionierung des Prüfgeräts identifiziert. Ein Leck, das 0,01 % der Partikelkonzentration stromaufwärts überschreitet, gilt als unzulässige Penetration. Diese Grenze ist jedoch für Filtersysteme mit einer integralen Effizienz bei der Most Penetrating Particle Size (MPPS) von ≥ 99,95 % und weniger als 99,995 % auf 0,1 % erhöht. Die Anpassung dieser Akzeptanzkriterien berücksichtigt die hohe Effizienz moderner HEPA-Filter bei der Partikelfiltration und stellt sicher, dass die Systeme auch unter anspruchsvollen Bedingungen zuverlässig funktionieren.
Die Konzentration der Aerosol-Herausforderung stromaufwärts des Filters muss ausreichend hoch sein, um akzeptable praktische Scanraten gemäß ISO 14644-3 zu erreichen. Eine stabile Aerosolkonzentration ist entscheidend für die Genauigkeit der Testergebnisse. Die Messungen der Aerosolkonzentration unmittelbar stromaufwärts der Filter dürfen nicht mehr als ±15 % im Zeitverlauf vom durchschnittlichen gemessenen Wert abweichen. Abweichungen von diesem Durchschnitt können die Empfindlichkeit des Tests auf kleine Lecks beeinflussen, wobei niedrigere Konzentrationen die Sensitivität verringern und höhere Konzentrationen sie erhöhen. Die spezifische Durchführung des Luft-Aerosol-Mischtests sollte zwischen Kunde und Lieferant abgestimmt werden, um die Einhaltung der festgelegten Standards zu gewährleisten.
Der Test selbst beinhaltet die Einführung eines spezifischen Herausforderungsaerosols stromaufwärts des Filters und die Suche nach Lecks durch Scannen der stromabwärts gelegenen Seite des Filters bzw. des Rasters oder Montagerahmensystems mit der LSAPC-Sonde. Dieser Prozess umfasst die initiale Überprüfung der Aerosolkonzentration stromaufwärts des Filters, das sorgfältige Scannen der Filteroberfläche und angrenzender Bereiche sowie wiederholte Messungen zur Bestätigung der Stabilität der Aerosolkonzentration.
Zusammengefasst spiegelt die Prüfung der HEPA-Filter gemäß ISO 14644-3 das Bestreben wider, die höchstmögliche Luftreinheit in kritischen Umgebungen zu gewährleisten. Durch die Einhaltung dieser strengen Vorgaben können Betreiber von Reinräumen und ähnlichen kontrollierten Umgebungen die Effizienz ihrer Filtrationssysteme optimieren und somit einen entscheidenden Beitrag zum Schutz vor Kontaminationen leisten.
Wie erfolgt die Messung von Schwebstofffiltern in Reinräumen nach ISO 14644-3?
Überblick über die Norm ISO 14644-3 und deren Anforderungen
Die ISO 14644-3-Norm legt die Verfahren zur Überprüfung der Luftreinheit und Filterleistung in Reinräumen fest. Schwebstofffilter spielen eine essentielle Rolle, indem sie Partikel aus der Luft filtern und somit zur Einhaltung der Klassifizierungsstandards beitragen. Die Norm beschreibt Methoden zur Messung der Filterdurchlässigkeit, die Anforderungen an Filteranlagen und die Protokollierung der Testergebnisse.
Die Überprüfung der Integrität von HEPA-Filtern ist ein entscheidender Schritt, um die einwandfreie Funktion und Installation dieser kritischen Komponenten in Luftfiltrationssystemen sicherzustellen. Selbst wenn ein HEPA-Filter mit einem Zertifikat geliefert wird, das seine Filtrationseffizienz bestätigt, ist es unabdingbar, die Integrität nach der Installation zu überprüfen. Dieses Vorgehen zielt darauf ab, mögliche Undichtigkeiten aufgrund von ungleichmäßigem Anpressdruck im Rahmen oder Gehäuse, Transportschäden oder Beschädigungen während der Montage sowie potenzielle Schäden, die im Betrieb durch Vibrationen oder Benutzerinteraktion entstehen könnten, zu identifizieren und auszuschließen.
Für den Test der Filterintegrität wird typischerweise ein Aerosol, wie DEHS (Di-Ethyl-Hexyl-Sebacat), verwendet, und die Partikelgröße für den Test sollte im Bereich der Most Penetrating Particle Size (MPPS) liegen – für HEPA13 und HEPA14 Filter sind das 0,2 bis 0,3 µm, wobei Partikel ab einer Größe von 0,3 µm gezählt werden. Für ULPA-Filter liegt der MPPS bei etwa 0,12 µm, mit einer optimalen Zählung von Partikeln ab 0,1 µm. Diese Präzision in der Partikelgröße ist entscheidend für die zuverlässige Bestimmung der Filtereffizienz und das Aufspüren von Leckagen.
Vor den Messungen ist es wesentlich, die Betriebsbedingungen der Anlage, insbesondere die maximale Luftstromgeschwindigkeit, zu ermitteln, um die Tests unter den anspruchsvollsten Bedingungen durchzuführen. Ebenso ist die korrekte Positionierung für die Einführung des Testaerosols und die Messung der Aerosolkonzentration stromaufwärts des Filters von Bedeutung. Die Festlegung des minimal erforderlichen Aerosolkonzentrationsniveaus vor dem Filter ist ein kritischer Rechenschritt, um die Genauigkeit und Zuverlässigkeit des Tests zu gewährleisten.
Bei der Vorbereitung der Messungen sind zahlreiche praktische Aspekte zu berücksichtigen, darunter die Sicherstellung, dass das HVAC-System in Betrieb und richtig eingestellt ist, das Auffüllen des DEHS-Lösung im Aerosolgenerator und die physische Vorbereitung der Messumgebung, um Kreuzkontaminationen zu vermeiden. Die kontinuierliche Einführung von Aerosolpartikeln und die Anpassung ihrer Konzentration sind Schlüsselelemente, um das geforderte Aerosolniveau zu erreichen und aufrechtzuerhalten.
Das Scannen der Filteroberfläche und der Dichtungen ist ein methodischer Prozess, bei dem die Sonde in einem spezifizierten Abstand zur Filteroberfläche gehalten wird, um die gesamte Fläche und alle kritischen Bereiche gründlich zu überprüfen. Die Überlappung der Scanbahnen und die Bewegungsgeschwindigkeit der Sonde müssen sorgfältig kontrolliert werden, um eine lückenlose Abdeckung und effektive Leckageerkennung zu gewährleisten.
Die Einhaltung der ISO 14644-3 Norm und die sorgfältige Durchführung dieser Schritte sind entscheidend für die Aufrechterhaltung der Luftreinheit in kritischen Umgebungen. Die Integritätsprüfung von HEPA-Filtern ist somit eine grundlegende Maßnahme zur Sicherstellung der Effektivität von Reinraum- und Luftfiltrationssystemen, indem sie hilft, potenzielle Risiken durch Undichtigkeiten oder Beschädigungen zu minimieren und eine kontinuierliche Compliance mit den erforderlichen Reinheitsstandards zu gewährleisten.
Wichtige Schritte für die Durchführung der Messung
Die Durchführung einer Schwebstofffilterabnahmemessung erfolgt in mehreren Schritten. Zunächst muss die Luftmenge gemessen werden, die durch den Filter strömt. Anschließend erfolgt die Partikelmessung sowohl vor als auch hinter dem Filter, um dessen Effizienz zu bestimmen. Diese Messungen müssen unter Betriebsbedingungen erfolgen, um realistische Ergebnisse zu erhalten. Die Dokumentation der Ergebnisse gemäß iso 14644-3 ist für die Validierung der Reinraumklassifizierung essentiell.
Verwendung von Spezialgeräten für die Messung
Spezialisierte Messgeräte, wie Partikelzähler oder Geräte zur Ermittlung der Druckdifferenz, sind notwendig, um die Filterleistung und Luftreinheit zu überprüfen. Diese Werkzeuge ermöglichen eine präzise Bestimmung, ob die Filtermedien den Anforderungen entsprechen und ob die Luftmenge ausreichend gefiltert wird. Die korrekte Anwendung dieser Geräte ist für die Genauigkeit der Messungen entscheidend.
Warum ist der Lecktest von HEPA-Filtern in Reinräumen wichtig?
Grundprinzipien des Lecktests bei HEPA-Filtern
Ein Lecktest, auch Filterlecktest genannt, ist eine Methode zur Identifizierung von Undichtigkeiten in den Filtermedien und Dichtungen von HEPA-Filtern. Diese Tests sind wichtig, um sicherzustellen, dass keine partikelbeladene Luft die Filter umgehen kann, was das Risiko einer Kontamination des Reinraums erhöht.
Wie können Leckagen bei HEPA-Filtern festgestellt werden?
Leckagen bei HEPA-Filtern werden in der Regel mittels einer Leckprüfung am eingebauten Filtersystem identifiziert. Dabei wird ein Aerosol auf der Filteroberfläche verteilt. Ein Partikelzähler ermittelt anschließend die Partikelkonzentration hinter dem Filter, um undichte Stellen aufzuspüren. Diese Methode erfordert präzise Instrumente und Fachkenntnisse, um zuverlässige Ergebnisse zu liefern.
Auswirkungen undichte HEPA-Filter auf die Reinraumqualität
Undichte HEPA-Filter können gravierende Auswirkungen auf die Reinheit der Luft in Reinräumen haben. Selbst geringfügige Leckagen können zum Eintrag von Partikeln in den Reinraum führen, was die Produktqualität gefährdet und die Einhaltung der Reinheitsklassen erschwert. Die rechtzeitige Erkennung und Behebung von Lecks ist daher von größter Bedeutung.
Wie wählt man den richtigen HEPA-Filter für ein spezifisches Produkt in Reinräumen aus?
Abhängigkeit der Filterauswahl von der Reinheitsklasse des Produktes
Die Auswahl der passenden HEPA-Filter hängt maßgeblich von der erforderlichen Reinheitsklasse des Produkts ab, das im Reinraum hergestellt wird. Produkte, die eine extrem geringe Partikelkonzentration benötigen, erfordern Filter der höchsten Effizienzklassen gemäß EN 1822 oder äquivalenten Standards.
Berücksichtigung der Filtereffizienz und -kapazität für spezifische Anwendungen
Neben der Reinheitsklasse müssen bei der Auswahl eines HEPA-Filters auch dessen Effizienz und Kapazität für die spezifische Anwendung im Reinraum betrachtet werden. Wichtige Kriterien sind die Filterklasse, die Luftdurchlässigkeit und die Fähigkeit, über die gesamte Lebensdauer eine gleichbleibend hohe Filterleistung zu erbringen.
Empfehlungen für die regelmäßige Überprüfung und Wartung von HEPA-Filtern
Um die dauerhafte Einhaltung der Reinheitsstandards zu gewährleisten, ist eine regelmäßige Überprüfung und Wartung der HEPA-Filter erforderlich. Dies beinhaltet die Durchführung von Filterlecktests sowie den rechtzeitigen Filterwechsel gemäß den Herstellerempfehlungen und den ermittelten Betriebsdaten.
Inwiefern beeinflusst die Norm ISO 14644-3 die Leistung von Schwebstofffiltern in Reinräumen?
Die Rolle der ISO 14644-3 bei der Definition von Leistungsstandards für Schwebstofffilter
Die ISO 14644-3-Norm definiert nicht nur die Anforderungen an die Messung und Überprüfung der Luftreinheit in Reinräumen, sondern setzt auch Standards für die Leistung von Schwebstofffiltern. Durch die Festlegung von Testverfahren und Leistungskriterien trägt sie zur Qualitätssicherung und Vergleichbarkeit der Filter bei.
Vergleich der Filterleistung vor und nach der Anpassung an ISO 14644-3
Ein direkter Vergleich der Filterleistung vor und nach der Anpassung an die ISO 14644-3-Norm zeigt häufig Verbesserungen in Effizienz und Zuverlässigkeit. Durch die Einhaltung der Norm können Hersteller und Nutzer von Reinräumen sicherstellen, dass ihre Filter die erforderlichen Leistungsstandards erfüllen.
Möglichkeiten zur Optimierung der Filterleistung und -wartung unter Berücksichtigung der ISO-Norm
Die Einhaltung der ISO 14644-3-Norm bietet Anhaltspunkte für die Optimierung der Filterleistung und -wartung. Durch regelmäßige Tests und Anpassungen gemäß den Normvorgaben lässt sich die Effizienz der Filter steigern und ihre Lebensdauer verlängern, was langfristig zu Kosteneinsparungen führt.
Welche Rolle spielt der Laminar Flow in der Funktionsweise von Schwebstofffiltern in Reinräumen?
Definition und Grundprinzipien des Laminar Flow
Laminar Flow bezeichnet eine Luftströmung, bei der die Luft in parallelen Schichten ohne Turbulenzen fließt. Diese Strömungsart ist essentiell für die Funktion von Schwebstofffiltern in Reinräumen, da sie eine gleichmäßige Verteilung der gefilterten Luft über den gesamten Raum ermöglicht.
Interaktion zwischen Laminar Flow und HEPA-Filtern zur Erreichung optimaler Reinraumbedingungen
Die Kombination aus Laminar Flow und hochleistungsfähigen HEPA-Filtern bildet die Basis für die Schaffung optimaler Reinraumbedingungen. Der Laminar Flow unterstützt die Effizienz der Filter, indem er die konstante Zufuhr von gereinigter Luft sicherstellt und das Risiko von Partikelansammlungen minimiert.
Bedeutung eines korrekt installierten Laminar Flow-Systems für die Effizienz von HEPA-Filtern
Ein korrekt installiertes Laminar Flow-System ist entscheidend für die maximale Effizienz von HEPA-Filtern in Reinräumen. Fehlkonfigurationen oder technische Mängel können zu ungleichmäßigen Luftströmungen führen, die die Filterleistung beeinträchtigen und die Kontaminationsrisiken erhöhen.
Q: Was ist die Bedeutung der Schwebstofffilterabnahmemessung in Reinräumen?
A: Die Schwebstofffilterabnahmemessung dient als qualitativer Test, um sicherzustellen, dass die HEPA-Filter in Reinräumen ordnungsgemäß funktionieren. Diese Messung ist ein wesentlicher Bestandteil der Validierung von Reinräumen, da sie dazu beiträgt, Kontaminationen zu vermeiden und die erforderlichen Reinheitsklassen gemäß den Standards wie EN ISO 14644-3 zu gewährleisten.
Q: Welche Standards müssen bei der Schwebstofffilterabnahmemessung berücksichtigt werden?
A: Bei der Durchführung von Schwebstofffilterabnahmemessungen müssen spezifische Standards eingehalten werden, unter anderem die EN ISO 14644-3. Diese Norm legt die Testverfahren fest, die für die Qualifizierung und Klassifizierung von Reinräumen und zugehörigen Reinraumbereichen hinsichtlich ihrer Luftreinheit durch Partikelkonzentration erforderlich sind.
Q: Wie oft sollte eine Schwebstofffilterabnahmemessung durchgeführt werden?
A: Die Häufigkeit der Schwebstofffilterabnahmemessungen hängt von verschiedenen Faktoren ab, einschließlich der Klassifikation des Reinraums, der Nutzungsdauer der Anlage und eventuell aufgetretenen Verschmutzungen. Generell wird empfohlen, diese Messungen regelmäßig durchzuführen, um die Effizienz der Reinraumfilter zu gewährleisten. Die genauen Intervalle sollten in Absprache mit erfahrenen Technikern festgelegt werden.
Q: Welche Ausrüstung wird für die Schwebstofffilterabnahmemessung benötigt?
A: Für die Durchführung einer Schwebstofffilterabnahmemessung wird spezielle Ausrüstung, einschließlich einer Partikelzähler-Sonde, benötigt. Diese Sonde wird in den Luftstrom des zu prüfenden Filters eingesetzt, um die Partikelkonzentration zu messen. Abhängig von den Anforderungen der jeweiligen Reinraumklasse kann zusätzliche Ausrüstung erforderlich sein.
Q: Welche Rolle spielen HEPA-Filter in der Schwebstofffilterabnahmemessung?
A: HEPA-Filter spielen eine entscheidende Rolle bei der Aufrechterhaltung der Luftreinheit in Reinräumen, indem sie Partikel effizient aus der Luft entfernen. Die Schwebstofffilterabnahmemessung wird eingesetzt, um zu testen, ob diese Filter ordnungsgemäß arbeiten und den vorgeschriebenen Reinheitsgrad der Luft gewährleisten, wie er für den Betrieb des Reinraums erforderlich ist.
Q: Was versteht man unter der Partikelgrößenklassifizierung im Rahmen der Schwebstofffilterabnahmemessung?
A: Die Partikelgrößenklassifizierung ist ein Maß für die Größe der Partikel in der Luft, die von einem Filter entfernt werden können. Im Rahmen der Schwebstofffilterabnahmemessung wird sie verwendet, um die Wirksamkeit von HEPA-Filtern zu bewerten, indem die Anzahl der Partikel gemessen wird, die von der Anlage abgeschieden werden, in Abhängigkeit von ihrer Größe. Die Ergebnisse tragen zur Bestimmung der geeigneten Filterklasse für einen spezifischen Reinraum bei.
Q: Warum ist Erfahrung bei der Durchführung von Schwebstofffilterabnahmemessungen wichtig?
A: Erfahrung ist essentiell bei der Durchführung von Schwebstofffilterabnahmemessungen, da diese Verfahren spezifisches technisches Wissen und Fachkenntnisse erfordern. Erfahrene Techniker können sicherstellen, dass die Messungen korrekt durchgeführt werden und die Interpretation der Ergebnisse präzise ist, um die Effizienz und Konformität des Reinraums mit den relevanten Standards zu gewährleisten.
Q: Können Schwebstofffilterabnahmemessungen auch in thermisch anspruchsvollen Umgebungen durchgeführt werden?
A: Ja, Schwebstofffilterabnahmemessungen können auch in thermisch anspruchsvollen Umgebungen durchgeführt werden. Es ist jedoch wichtig, dass die zur Messung verwendete Ausrüstung entsprechend angepasst und kalibriert ist, um genaue Ergebnisse sicherzustellen. Thermische Bedingungen können die Leistung der HEPA-Filter beeinflussen, deshalb ist eine sorgfältige Überwachung in solchen Umgebungen umso wichtiger.
Der Drucklogger ist ein hochentwickeltes Instrument, das in vielen Industriezweigen, darunter Lebensmittelverarbeitung, Pharmazie, und der Luft- und Raumfahrttechnik, unentbehrlich geworden ist. Seine Funktionen, Spezifikationen und Anwendungsbereiche bilden eine faszinierende Schnittstelle zwischen Technologie und praktischer Anwendung, die zur Effizienzsteigerung und zur Sicherstellung von Qualitätsstandards beiträgt.
Mit seinen kompakten Dimensionen von 43,22 mm in der Höhe und einem Durchmesser von 35 mm, sowie einer Gesamthöhe von 55 mm einschließlich des ½ Zoll Gassgewinde-Teils, ist der Drucklogger für den Einsatz in engen und schwer zugänglichen Umgebungen konzipiert. Die radiale Sonde, mit Abmessungen von 20 mm in der Länge und 3 mm im Durchmesser, erweitert seine Einsatzmöglichkeiten, indem sie eine präzise Messung auch unter schwierigen Bedingungen ermöglicht. Die robuste Bauweise aus Edelstahl AISI316L und PEEK gewährleistet die Langlebigkeit des Gerätes und seine Beständigkeit gegenüber aggressiven Chemikalien und extremen Umgebungsbedingungen.
Der Temperaturmessbereich des Druckloggers erstreckt sich von -40°C bis zu +140°C, mit einer beeindruckenden Auflösung von 0,01°C und einer Genauigkeit von ±0,1°C innerhalb des Kalibrierungsbereichs. Diese Präzision ist von unschätzbarem Wert, besonders in Prozessen, bei denen geringfügige Temperaturabweichungen signifikante Auswirkungen auf das Endergebnis haben können. Die standardmäßigen Kalibrierungspunkte bei Temperaturen von 25°C, 50°C, 75°C, 100°C, 121°C und 140°C bieten eine solide Grundlage für vielfältige Anwendungen, während zusätzliche Kalibrierungspunkte innerhalb des Bereichs für spezifischere Anforderungen verfügbar sind.
Im Bereich der Druckmessung deckt der Logger einen Bereich von 0 bar bis 5 bar absolut ab, mit einer Auflösung von 1 mbar und einer Genauigkeit von ±15 mbar. Die standardisierten Kalibrierungspunkte für den Druck liegen bei 50 mbar, 1k mbar, 2k mbar, 3k mbar und 4k mbar absolut, mit der Möglichkeit, zusätzliche Punkte innerhalb des Messbereichs hinzuzufügen. Diese Flexibilität in der Kalibrierung macht den Logger zu einem vielseitigen Werkzeug, das in verschiedenen Druckumgebungen eingesetzt werden kann.
Eine der herausragendsten Eigenschaften des Druckloggers ist seine enorme Speicherkapazität von 27.264 Messungen, kombiniert mit einer variablen Erfassungsfrequenz, die von einer Aufnahme pro Sekunde aufwärts eingestellt werden kann. Dies ermöglicht eine detaillierte und langfristige Überwachung von Druck- und Temperaturwerten, was für die Qualitätskontrolle und die Analyse von Produktionsprozessen von großer Bedeutung ist. Der Schutzgrad IP68 gewährleistet, dass der Logger auch in vollständig untergetauchtem Zustand oder in staubigen Umgebungen zuverlässig funktioniert.
Die Batterielebensdauer des Druckloggers, die bei kontinuierlicher Aufzeichnung im Ein-Sekunden-Intervall und einer Umgebungstemperatur von 25°C auf mehr als 6 Millionen Aufzeichnungen geschätzt wird, ist ein weiterer Beweis für seine außerordentliche Effizienz und Zuverlässigkeit. Es ist jedoch wichtig zu beachten, dass die tatsächliche Batterielebensdauer bei Einsatz in niedrigen Temperaturen kürzer ausfallen kann, was bei der Planung von Messkampagnen in kalten Umgebungen berücksichtigt werden sollte.
Die Integration eines solchen Druckloggers in industrielle Prozesse bietet nicht nur die Möglichkeit, die Einhaltung von Qualitäts- und Sicherheitsstandards zu überwachen und zu dokumentieren, sondern ermöglicht auch die Optimierung von Prozessen durch die detaillierte Analyse von Druck- und Temperaturdaten. Die Fähigkeit, genaue Messwerte in Echtzeit zu erfassen und zu speichern, bildet die Grundlage für eine datengestützte Entscheidungsfindung, die zu signifikanten Verbesserungen in der Effizienz und Produktqualität führen kann.
Abschließend lässt sich sagen, dass der Drucklogger ein unverzichtbares Instrument für Ingenieure, Techniker und Qualitätsmanager in verschiedenen Branchen darstellt. Seine technischen Spezifikationen und Leistungsmerkmale machen ihn zu einem wertvollen Werkzeug für die Überwachung, Analyse und Optimierung von industriellen Prozessen. Durch die Bereitstellung präziser und zuverlässiger Daten trägt der Drucklogger maßgeblich zur Steigerung der Prozesseffizienz, zur Einhaltung regulatorischer Anforderungen und zur Sicherstellung der Produktqualität bei.
Drucklogger im Einsatz – Ein umfassender Leitfaden
In der Welt der pharmazeutischen und medizinischen Industrien sowie in Laboren spielt die genaue Überwachung und Aufzeichnung von Temperatur und Druck eine entscheidende Rolle. Der Drucklogger, insbesondere der PressureDisk, ist ein hochmodernes Gerät, das speziell für diese Aufgaben entwickelt wurde. In diesem Artikel werfen wir einen umfassenden Blick auf den PressureDisk, einen Temperatur- und Druckdatenlogger, der Temperaturen von -40°C bis 140°C (mit einer Kalibrierung von 25°C bis 140°C) und Druckwerte von 0 bis 5 bar erfassen kann. Mit seiner 20 mm langen externen Sonde, der Verwaltung über Windows-Software und USB-Schnittstelle (DiskInterface HS, Multibay), bietet dieses Gerät eine Vielzahl an Funktionen und Vorteilen für den Einsatz in Autoklaven und bei Sterilisationsprozessen.
Sterilisationsprozesse sind in vielen Branchen unerlässlich, um die Sicherheit und Wirksamkeit von Produkten zu gewährleisten. Der PressureDisk ist ein Instrument, das speziell für die Validierung dieser Prozesse entwickelt wurde. Dieser Artikel beschäftigt sich detailliert mit seinen Eigenschaften, Vorteilen und Einsatzmöglichkeiten.
Konstruktion und Eigenschaften
Der PressureDisk zeichnet sich durch seine vollständige Lebensmitteltauglichkeit und Wasserdichtigkeit aus. Diese Eigenschaften machen ihn ideal für den Einsatz in sensiblen Umgebungen, wie sie in der Lebensmittel- und Pharmaindustrie vorkommen. Ein herausragendes Merkmal ist der radiale Temperatursensor, der eine schnelle und genaue Messung ermöglicht.
Eine Besonderheit dieses Loggers ist der 1/2 Gass-Gewindeanschluss, der es ermöglicht, den Logger außerhalb eines Autoklaven anzuschrauben, obwohl er auch innerhalb des Autoklaven verwendet werden kann. Diese Flexibilität erweitert sein Anwendungsspektrum erheblich.
Software und Handhabung
Ein entscheidender Vorteil des PressureDisk ist die TS Manager Software, die die Berechnung von Letalitätswerten (F0, PU, A0 etc.) ermöglicht. Diese Funktion ist besonders wertvoll für die Validierung von Sterilisationsprozessen, da sie eine fundierte Bewertung der Sterilisationseffektivität ermöglicht.
Die Batterie des Geräts zeichnet sich durch einen geringen Verbrauch aus, was eine verlängerte Lebensdauer der Batterie zur Folge hat. Ein weiterer Nutzerfreundlicher Aspekt ist die vom Benutzer austauschbare Batterie, wobei der Software-Status der Batterie angezeigt wird. Darüber hinaus wird der PressureDisk mit einem von Accredia (einem Äquivalent zu NIST) rückführbaren Kalibrierzertifikat geliefert, was die Verlässlichkeit und Genauigkeit der Messdaten bestätigt.
Kalibrierung und Genauigkeit
Die hohe Präzision und Genauigkeit des PressureDisk bei Temperatur- und Druckmessungen ist bemerkenswert. Mit einer Genauigkeit von ± 0,1°C eignet sich dieses Gerät für jede Anwendung in den Bereichen Pharmazie, Validierung sowie im Labor- und medizinischen Bereich. Diese hohe Genauigkeit bleibt auch außerhalb des Kalibrierungsbereichs erhalten.
Die schnelle Reaktionszeit des Loggers ist der 3 mm Durchmesser-Sonde zu verdanken, die eine rasche Anpassung an Temperaturänderungen ermöglicht. Dies ist besonders wichtig in Prozessen, wo die genaue Überwachung von Temperaturveränderungen entscheidend für die Qualität und Sicherheit ist.
Berichterstattung und Konformität
Ein weiterer wichtiger Aspekt des PressureDisk ist die Möglichkeit, gedruckte Berichte zu erstellen, die mit Gesundheitsvorschriften und ISO-Normen übereinstimmen. Die Daten sind in der Software nicht editierbar, was die Integrität und Zuverlässigkeit der Berichte gewährleistet. Diese Eigenschaft ist besonders wichtig für die Einhaltung von Vorschriften und die Sicherstellung der Qualität.
Vorteile und Anwendungsgebiete
Der PressureDisk bietet zahlreiche Vorteile, darunter eine extrem hohe Genauigkeit und Präzision, eine schnelle Reaktionszeit sowie die Einhaltung von Gesundheitsvorschriften und ISO-Normen. Diese Eigenschaften machen ihn zu einem unverzichtbaren Werkzeug in der Validierung von Sterilisationsprozessen.
Zusammenfassend ist der PressureDisk ein vielseitiges und zuverlässiges Instrument für die Überwachung und Validierung von Temperatur- und Druckbedingungen in Autoklaven und bei Sterilisationsprozessen. Seine robuste Konstruktion, zusammen mit der hochentwickelten Software und der Möglichkeit zur Erstellung von konformen Berichten, macht ihn zu einem wertvollen Werkzeug für Fachleute in der pharmazeutischen, medizinischen und Laborbranche. Die Investition in ein solches Gerät verspricht eine deutliche Steigerung der Effizienz und Genauigkeit in kritischen Prozessen, was letztendlich zur Sicherheit und Wirksamkeit von Produkten beiträgt.
In der Welt der Mess- und Regeltechnik ist Präzision von größter Bedeutung. Einer der kritischsten Aspekte in Prozessen, die eine Kontrolle von Druck und Temperatur erfordern, ist die Zuverlässigkeit der verwendeten Instrumente. Der PressureDisk ist ein solches Instrument, ein Drucklogger, der speziell für die präzise Überwachung von Sterilisationsprozessen in Autoklaven konzipiert wurde. Anhand der beigefügten Zeichnung werden die technischen Details und die Funktionsweise dieses hochmodernen Gerätes erörtert.
Druck- und Temperaturüberwachung mit dem PressureDisk: Ein technischer Überblick
Im hochregulierten Feld der Pharmazeutika und Lebensmittelverarbeitung sind die genaue Überwachung und Protokollierung von Druck- und Temperaturwerten unerlässlich. Der PressureDisk wurde entwickelt, um diese Messungen mit höchster Genauigkeit durchzuführen. Seine Konstruktion ist das Resultat fortgeschrittener Ingenieurskunst und angesichts seiner Leistungsfähigkeit und Zuverlässigkeit ein wahrhaft kritisches Element in der Validierung von Sterilisationsprozessen.
Design und technische Spezifikationen
Wie aus der Zeichnung ersichtlich ist, präsentiert sich der PressureDisk als ein kompaktes und robustes Instrument. Mit einem Durchmesser von 35 mm und einer Höhe von 55 mm ist es bemerkenswert raumeffizient. Die externe Sonde mit einem Durchmesser von 3 mm und einer Länge von 20 mm ermöglicht die Messung von Druck und Temperatur direkt am Messpunkt.
Der Drucklogger verfügt über ein 1/2″ G-Gewinde, das eine einfache Montage außerhalb des Autoklaven ermöglicht, während er auch problemlos innerhalb des Autoklaven eingesetzt werden kann. Diese Flexibilität in der Montage bietet vielseitige Einsatzmöglichkeiten und erleichtert die Integration in bestehende Systeme.
Funktionsweise und Anwendungsbereiche
Der PressureDisk kann Temperaturen von -40°C bis 140°C messen und ist für Drücke von 0 bis 5 bar ausgelegt. Die Kalibrierung von 25°C bis 140°C garantiert eine präzise Messung im kritischsten Bereich von Sterilisationsprozessen. Die externe Sonde reagiert schnell auf Temperaturänderungen, was für die genaue Aufzeichnung von Sterilisationszyklen unerlässlich ist.
Seine Hauptanwendung findet der PressureDisk in der Validierung von Sterilisationsprozessen. Ob es um die Gewährleistung der Einhaltung von GMP-Richtlinien geht oder um die Kontrolle von Lebensmittelsterilisationsverfahren – der PressureDisk liefert verlässliche Daten, die zur Qualitätssicherung beitragen.
Softwareunterstützung und Konnektivität
Die Verwaltung des PressureDisk erfolgt über eine Windows-kompatible Software, die eine einfache Auslesung und Analyse der gesammelten Daten ermöglicht. Die USB-Schnittstelle des DiskInterface HS oder Multibay macht die Datenübertragung unkompliziert und benutzerfreundlich.
Ein wichtiger Aspekt der Software ist die Fähigkeit, Letalitätswerte wie F0, PU und A0 zu berechnen. Diese Werte sind entscheidend für die Bewertung der Wirksamkeit von Sterilisationsprozessen. Durch die automatische Berechnung dieser Werte trägt der PressureDisk erheblich zur Effizienzsteigerung und Fehlervermeidung bei.
Vorteile des PressureDisk
Die Vorteile
des PressureDisk sind vielfältig und reichen von seiner robusten Konstruktion bis hin zu seiner fortschrittlichen Funktionalität. Die nachfolgenden Punkte beleuchten die wesentlichen Vorzüge dieses Druckloggers:
Präzise Messung: Der PressureDisk ermöglicht eine präzise Erfassung von Druck- und Temperaturdaten mit einer Genauigkeit von ± 0,1°C. Diese Präzision ist besonders in Anwendungen von großer Bedeutung, bei denen geringste Abweichungen kritische Auswirkungen haben können.
Robuste Bauweise: Der Logger ist lebensmitteltauglich und wasserdicht, was ihn für den Einsatz in anspruchsvollen Umgebungen qualifiziert, in denen Hygiene und Sauberkeit oberste Priorität haben.
Flexibilität der Platzierung: Durch den 1/2 Gass-Gewindeanschluss kann der Logger sowohl außerhalb als auch innerhalb des Autoklaven platziert werden, wodurch er eine breite Palette von Anwendungsmöglichkeiten abdeckt.
Schnelle Reaktionszeit: Die externe Sonde mit kleinem Durchmesser erlaubt eine schnelle Reaktion auf Temperaturänderungen, was für die genaue Überwachung von Sterilisationsprozessen unerlässlich ist.
Benutzerfreundlichkeit: Die USB-Schnittstelle und die Windows-Software erleichtern das Auslesen und Analysieren der Daten, während die benutzerwechselbare Batterie für einfache Wartung und lange Betriebsdauer sorgt.
Konformität mit Vorschriften: Der Logger erstellt Berichte, die mit Gesundheitsvorschriften und ISO-Normen übereinstimmen, und bietet damit eine solide Grundlage für Qualitätsmanagement und regulatorische Compliance.
Softwareintegration und Berichterstattung
Die Integration der TS Manager Software ist ein weiterer entscheidender Vorteil des PressureDisk. Die Software unterstützt nicht nur die Datenerfassung und -speicherung, sondern ermöglicht auch eine intuitive Benutzeroberfläche für die Auswertung der Daten. Sie zeigt den Batteriestatus an, was präventive Wartungsmaßnahmen ermöglicht und die Betriebssicherheit erhöht.
Die Software ermöglicht es, Berichte zu erstellen, die die Anforderungen an Dokumentation und Nachverfolgbarkeit erfüllen. Diese Berichte sind konform mit den regulatorischen Anforderungen der pharmazeutischen Industrie und anderen Branchen, die strenge Auflagen zur Qualitätssicherung haben.
Der Einsatz von Druckloggern zur präzisen Messung von Druck und Temperatur
Drucklogger spielen eine entscheidende Rolle in der modernen Messtechnik. Diese Geräte, die speziell für den Einsatz in einer Vielzahl von industriellen und wissenschaftlichen Anwendungen entwickelt wurden, bieten eine zuverlässige Lösung für die Überwachung und Aufzeichnung von Druck- und Temperaturwerten. Entsprechend ausgestattet mit moderner Software, bieten sie eine präzise Erfassung von Daten, die für die Qualitätssicherung und den effizienten Betrieb von Prozessen unerlässlich sind.
Wie funktioniert ein Drucklogger speziell in der Temperatur- und Druckmessung?
Grundlagen der Druckmessung mit Druckloggern
Ein Drucklogger misst den Druck innerhalb eines Systems oder einer Umgebung und zeichnet diese Daten über einen bestimmten Zeitraum auf. Diese Geräte sind in verschiedenen Konfigurationen erhältlich, die messungen von wenigen Millibar bis hin zu mehreren Hundert Bar ermöglichen. Die gesammelten Daten werden direkt im Gerät gespeichert und können für eine detaillierte Analyse heruntergeladen werden. Moderne Drucklogger bieten zudem eine intuitive Anzeige sowie die Möglichkeit, Alarme für vordefinierte Druckbereiche zu konfigurieren.
Temperaturmessung: Eine zusätzliche Funktion von Druckloggern
Zusätzlich zur Druckmessung bieten viele Drucklogger die Möglichkeit, Temperaturwerte zu erfassen. Dies ist besonders wichtig in Anwendungen, bei denen Druck und Temperatur eng miteinander korrelieren. Die Temperaturmessung erfolgt dabei oft mit eingebauten Sensoren, die eine direkte Korrelation zwischen Druck und Temperatur ermöglichen. So können Anwender nicht nur den Druck, sondern auch Temperaturabhängigkeiten und -schwankungen präzise überwachen.
Integration von Feuchte-Sensoren in Druckloggern
Einige fortgeschrittene Drucklogger bieten zusätzlich die Möglichkeit, Feuchte zu messen. Diese multifunktionalen Geräte erheben den Anspruch, eine umfassende Überwachung von kritischen Umgebungsbedingungen zu bieten. Solche integrierten Lösungen sind besonders in Bereichen gefragt, in denen neben Druck und Temperatur auch die Luftfeuchtigkeit eine Rolle spielt, wie etwa in der Pharmaindustrie oder in Lebensmittelverarbeitungsbetrieben.
Warum sind genaue Druckdatenlogger für die Industrie unentbehrlich?
Die Rolle von Druckdatenloggern in der Qualitätskontrolle
In fast jeder industriellen Produktion spielt die Qualitätskontrolle eine entscheidende Rolle. Druckdatenlogger sind dabei ein unverzichtbares Werkzeug, um konstante Druckverhältnisse sicherzustellen. Ihre genauen Messungen ermöglichen die frühzeitige Erkennung von Unregelmäßigkeiten und damit die Vermeidung von Produktionsfehlern. Darüber hinaus erleichtern sie die Einhaltung von Normen und Standards wie DIN oder ISO, indem sie die erforderlichen Daten für Audits und Zertifizierungen bereitstellen.
Druckmessung in kritischen Anwendungen: Warum Präzision zählt
In Anwendungen, in denen Sicherheit an erster Stelle steht – beispielsweise in der Chemie- oder Pharmaindustrie sowie in Kraftwerken – ist die Präzision der Druckmessung von größter Bedeutung. Fehlerhafte Messungen können in diesen Branchen katastrophale Folgen haben. Drucklogger mit hoher Messgenauigkeit und zuverlässigen Alarmfunktionen bieten hier zusätzliche Sicherheit.
Wie Drucklogger zur Effizienzsteigerung beitragen können
Abgesehen von der Sicherheits- und Qualitätskontrolle können Drucklogger auch zur Effizienzsteigerung beitragen. Durch die kontinuierliche Überwachung und Analyse von Druckdaten lassen sich Prozesse optimieren und Energiekosten senken. Beispielsweise können durch die Analyse der Druckverhältnisse in Druckluftsystemen Leckagen schneller identifiziert und behoben werden.
Welche Produktinformationen sind entscheidend beim Kauf eines Druckloggers?
Verstehen der Spezifikationen eines Druckloggers
Beim Kauf eines Druckloggers ist es wichtig, die Spezifikationen des Geräts genau zu verstehen. Dazu gehören der Messbereich, die Genauigkeit, die Kalibrierungsmöglichkeiten sowie die Art der Datenspeicherung und -übertragung. Zertifizierungen wie die DAkkS-Kalibrierung können ebenfalls relevant sein, insbesondere wenn es um die Einhaltung spezifischer Qualitätsstandards geht.
Auswahl des richtigen Druckloggers: Was zu beachten ist
Die Auswahl des richtigen Druckloggers hängt von den spezifischen Anforderungen der Anwendung ab. Für den allgemeinen Einsatz sind oftmals einfache Modelle ausreichend. Bei speziellen Anwendungen, wie der Überwachung in explosionsgefährdeten Bereichen, sind jedoch Geräte mit entsprechenden Zulassungen und Schutzfunktionen erforderlich. Die Langlebigkeit und die Unterstützung durch den Hersteller, insbesondere bei der Kalibrierung und Wartung, sind weitere wichtige Aspekte.
Software-Kompatibilität und Datenauswertungsoptionen
Die mit dem Drucklogger verwendete Software ist für die Datensammlung und -analyse von entscheidender Bedeutung. Viele Hersteller bieten kostenlose Software an, die eine einfache Datenauswertung ermöglicht. Funktionen wie „drag and zoom“ für detaillierte Analysen und die Möglichkeit, Displayeinstellungen zu ändern, erhöhen die Benutzerfreundlichkeit. Die Kompatibilität mit existierender Software und Systemen innerhalb des Unternehmens sollte ebenfalls berücksichtigt werden, um einen reibungslosen Integrationsprozess zu gewährleisten.
Wie lassen sich Temperatur- und Feuchtemessung in einem Drucklogger integrieren?
Die Vorteile eines Kombinationsgeräts für Druck, Temperatur und Feuchte
Die Integration von Temperatur- und Feuchtemessung in einem Drucklogger bringt viele Vorteile. Ein solches Kombinationsgerät reduziert die Notwendigkeit, multiple Sensoren zu installieren und zu warten. Dies spart nicht nur Kosten, sondern vereinfacht auch die Datenerfassung und -analyse, indem es umfassende Informationen über die Umgebungsbedingungen liefert.
Grundlagen zur Auswahl eines multifunktionalen Druckloggers
Bei der Auswahl eines multifunktionalen Druckloggers sollten die spezifischen Bedürfnisse der Anwendung berücksichtigt werden. Es ist wichtig, ein Gerät zu wählen, das die gewünschten Messbereiche für Druck, Temperatur und Feuchtigkeit abdeckt. Darüber hinaus sollten die Genauigkeit der Sensoren, die Möglichkeit zur Kalibrierung und die Eignung für die vorgesehene Umgebung in die Entscheidung einfließen.
Praxisbeispiele: Einsatzbereiche für multifunktionale Drucklogger
Multifunktionale Drucklogger finden in einer Vielzahl von Branchen Anwendung. Beispielsweise können sie in der Lebensmittelindustrie zur Überwachung von Kühlketten eingesetzt werden, um sicherzustellen, dass Lebensmittel unter optimalen Bedingungen gelagert und transportiert werden. In der Pharmaindustrie ermöglichen sie die Einhaltung strenger Lagerungsbedingungen für Medikamente. Auch in der Klimatechnik spielen sie eine wichtige Rolle bei der Überwachung von Klimaanlagen und Lüftungssystemen.
Installations- und Wartungstipps für Drucklogger
Anleitung zur ersten Inbetriebnahme eines Druckloggers
Die erste Inbetriebnahme eines Druckloggers sollte sorgfältig durchgeführt werden, um eine korrekte Funktion zu gewährleisten. Nach der Installation des Geräts und etwaiger Sensoren ist es wichtig, die Einstellungen gemäß den Anforderungen der Anwendung zu konfigurieren. Dazu gehören die Festlegung des Messintervalls, die Aktivierung von Alarmfunktionen und die Auswahl der Speicheroptionen.
Wartung und Kalibrierung von Druckloggern für langfristige Genauigkeit
Regelmäßige Wartung und Kalibrierung sind entscheidend, um die Genauigkeit von Druckloggern langfristig zu gewährleisten. Viele Hersteller bieten Dienstleistungen zur Kalibrierung an, die sicherstellen, dass die Geräte weiterhin präzise Messungen liefern. Benutzer sollten auch regelmäßige Inspektionen durchführen, um sicherzustellen, dass Sensoren und andere Komponenten des Loggers ordnungsgemäß funktionieren.
Software-Updates und technische Unterstützung für Drucklogger
Software-Updates sind wichtig, um die Funktionalität von Druckloggern zu erhalten und zu verbessern. Hersteller bieten in der Regel kostenlose Updates an, die neue Funktionen hinzufügen oder bestehende Probleme beheben. Technische Unterstützung, sei es durch Online-Ressourcen oder direkten Kontakt mit dem technischen Dienst, ist ebenfalls ein wichtiger Aspekt, der bei der Auswahl eines Druckloggers berücksichtigt werden sollte.
Q: Wie funktioniert die Messung von Druck mit einem Drucklogger?
A: Ein Drucklogger, oft auch als Datenlogger bezeichnet, misst den Druck in einer Umgebung über ein eingebautes Sensor-System. Sobald der Logger aktiviert ist, erfasst er in einem festgelegten Intervall die Druckdaten und speichert diese ab. Die erhobenen Daten können dann über eine Schnittstelle ausgelesen und für Analysen verwendet werden.
Q: Welche Arten von Druck können mit einem Drucklogger gemessen werden?
A: Drucklogger sind in der Lage, verschiedene Arten von Druck zu messen, einschließlich absolutes Druckniveau, Differenzdruck und relativen Druck im Vergleich zur Umgebung. Je nach Modell und Hersteller können spezifische Logger auch für spezielle Anwendungen wie die Messung von Feuchte-Druckverhältnissen konzipiert sein.
Q: Wie oft sollten die Daten von einem Drucklogger heruntergeladen werden?
A: Die Häufigkeit des Downloads von Daten ist abhängig vom Speichervolumen des Loggers sowie vom eingestellten Messintervall. Viele Modelle bieten umfangreiche Speicherkapazitäten und flexible Einstellungsmöglichkeiten für das Messintervall, sodass ein Download der Daten in vielen Fällen monatlich oder sogar seltener erforderlich ist. Für eine optimale Überwachung ist es jedoch empfehlenswert, regelmäßig Daten herunterzuladen und zu sichern.
Q: Welche Vorteile bietet ein Drucklogger mit Display?
A: Ein Drucklogger mit Display bietet den Vorteil, dass aktuelle Messwerte direkt am Gerät abgelesen werden können, ohne dass ein Download oder eine Verbindung zu einem PC nötig ist. Dies ist besonders praktisch für schnelle Überprüfungen vor Ort. Zudem ermöglichen viele Modelle mit Display das Ändern von Displayeinstellungen und das Überprüfen von Alarmen direkt am Logger.
Q: Ist die Benutzung einer Software für die Datenanalyse von einem Drucklogger notwendig?
A: Für eine detaillierte Analyse der erfassten Druckdaten ist die Verwendung von spezieller Software sehr zu empfehlen. Viele Hersteller stellen eine kostenlose Software wie die LogConnect zur Verfügung, die nicht nur das einfache Auslesen der Daten ermöglicht, sondern auch umfangreiche Analysetools und Exportoptionen für die weitergehende Bearbeitung bietet.
Q: Können Drucklogger für die Messung von Feuchte eingesetzt werden?
A: Ja, einige Drucklogger-Modelle sind speziell für die gleichzeitige Messung von Druck und Feuchte konzipiert. Diese sogenannten Feuchte-Drucklogger eignen sich besonders für Anwendungen, bei denen gleichzeitige Überwachungen von Druck und Feuchtigkeit von Bedeutung sind, wie z.B. in der Meteorologie oder in klimatisierten Lager- und Produktionsräumen.
Q: Wie lang ist die Lebensdauer eines Druckloggers und was bestimmt diese?
A: Die Lebensdauer eines Druckloggers ist abhängig von verschiedenen Faktoren, wie der Qualität der verbauten Komponenten, der Häufigkeit und Art der Nutzung sowie der Umgebungsbedingungen, unter denen das Gerät eingesetzt wird. Hochwertige Logger können bei sachgemäßer Nutzung und regelmäßiger Wartung über viele Jahre hinweg zuverlässige Ergebnisse liefern. Zudem ist die Art und Häufigkeit des Batteriewechsels oder das Aufladen des Akkus entscheidend für die Lebensdauer.
Q: Welche Zertifizierungen sollten für einen hochwertigen Drucklogger vorhanden sein?
A: Für Drucklogger, die in sensiblen Bereichen oder für spezielle Anwendungen eingesetzt werden, sind Zertifizierungen wie die DAKKS-Kalibrierung von großer Bedeutung. Diese Zertifikate bestätigen die Messgenauigkeit und Zuverlässigkeit des Loggers gemäß internationalen Standards. Beim Kauf eines Druckloggers sollte daher auf vorhandene Zertifizierungen und die Möglichkeit einer regelmäßigen Rekalibrierung geachtet werden.
ISO 8573 – Prüfung der Reinheit (Qualität) von Druckluft
ISO 8573 – Prüfung der Druckluftqualität gemäß ISO 8573-1: Klassifizierung und Reinheitsansprüche
Die Qualität der Druckluft beeinflusst maßgeblich die Funktionalität und Lebensdauer von Maschinen und Anlagen. Die Norm ISO 8573-1 legt Standards für die Reinheit und Qualität dieser Druckluft fest. In dieser Ressource werden wir uns detailliert mit der Druckluftqualität gemäß ISO 8573 1 beschäftigen, wie die Reinheitsklassen definiert sind und wie Anlagen diesen Anforderungen gerecht werden können.
Druckluft ist in der Industrie weit verbreitet. Über 90 % der verarbeitenden Industrie weltweit verwenden Druckluft in der einen oder anderen Form. Um ein sicheres, zuverlässiges und kosteneffektives Hilfsmittel zu sein, muss die Druckluft aufbereitet werden. Viele Einrichtungen verwenden internationale Standards, um die Reinheit (Qualität) der Druckluft zu spezifizieren, die sie für ihre Anwendungen benötigen, und dies bestimmt die installierte Druckluftaufbereitungsanlage. Sobald die Druckluftaufbereitungsanlage installiert und in Betrieb ist, verlangen die Benutzer häufig den Nachweis“, dass die angegebene Luftreinheit (Qualität) erreicht wird.
Die internationalen Normen, die zur Spezifizierung der Luftreinheit (-qualität) verwendet werden, sind sehr spezifisch, was die genaue Prüfung eines Druckluftsystems auf Verunreinigungen angeht, insbesondere, die Probenahmemethode und die Prüfgeräte, die für die Validierung der Luftreinheit (-qualität) zu verwenden sind.
Die Bedeutung der ISO 8573-1 Norm für die Qualität und Reinheit von Druckluft
Die Qualität und Reinheit von Druckluft spielt in vielen industriellen Prozessen eine entscheidende Rolle. Um die Sicherheit und Effizienz dieser Prozesse zu gewährleisten, ist die Einhaltung bestimmter Normen unerlässlich. Die ISO 8573-1 Norm für die Qualität von Druckluft ist ein international anerkannter Standard, der Vorgaben zur Messung und Klassifizierung der Verunreinigungen in Druckluft macht. Dieser Artikel beleuchtet die Bedeutung dieser Norm, ihre Anforderungen und die technischen Lösungen zur Einhaltung der Druckluftqualität.
Was versteht man unter der ISO 8573-1 Norm?
Grundlagen der ISO 8573 und deren Wichtigkeit für Industrien
Die ISO 8573-1 Norm, oft einfach als ISO 8573 bezeichnet, legt die Anforderungen an die Qualität von Druckluft fest. Sie definiert Grenzwerte für Verunreinigungen wie Partikel, Wasser und Öl. Diese Norm ist insbesondere für Industrien von Bedeutung, in denen Druckluft direkt mit dem Produktionsprozess oder dem Endprodukt in Kontakt kommt, wie im Lebensmittelbereich. Die Einhaltung der ISO 8573-1 garantiert eine hohe Reinheit der Druckluft und schützt somit das Endprodukt vor Kontamination.
ISO 8573-1: Grenzwerte
Reinheitsklasse (ISO 8573-1:2010)
Partikel
Feuchtigkeit
Öl
Max. Anzahl von Partikeln in 1m³ Luft
Drucktaupunkt
Flüssiges Wasser
0.1-0.5 µm
0.5-1.0 µm
1.0-5.0 µm
1
≤ 20.000
≤ 400
≤ 10
2
≤ 400.000
≤ 6.000
≤ 100
3
–
≤ 90.000
≤ 1.000
4
–
–
≤ 10.000
5
–
–
≤ 100.000
6
–
–
–
7
–
–
–
8
–
–
–
9
–
–
–
X
–
–
–
Die Entwicklung der Normenreihe DIN 8573 zur Druckluftqualität
Die DIN 8573-1 ist die deutsche Adaption der internationalen ISO 8573-1 Norm. Ihre Entwicklung markiert einen wichtigen Schritt in der Standardisierung der Druckluftqualität. Diese Normenreihe bietet klare Leitlinien dafür, wie Druckluft zu testen und zu klassifizieren ist, um eine gleichbleibend hohe Qualität sicherzustellen. Die DIN 8573-1 und ISO 8573-1 sind somit wesentliche Instrumente für Hersteller und Anwender von Druckluftsystemen, um den Anforderungen verschiedener Industriezweige gerecht zu werden.
Übersicht: Verschiedene Klassen der Druckluftqualität nach ISO 8573-1:2010
Die ISO 8573-1:2010 Norm definiert mehrere Qualitätsebenen oder Klassen für Druckluft, basierend auf der Konzentration von Partikeln, Wasser und Öl. Jede Klasse gibt spezifische Grenzwerte für diese Verunreinigungen an. Die Klassifizierung ermöglicht es, Druckluftsysteme anhand ihrer Reinheit zu bewerten und sicherzustellen, dass sie für den beabsichtigten Anwendungsbereich geeignet sind. Die Kenntnis und Auswahl der richtigen Klasse ist essenziell für den Schutz von Produkten und Prozessen.
Wie wird die Qualität der Druckluft gemäß ISO 8573-1 bestimmt?
Die Methodik der Prüfung der Reinheit von Druckluft
Zur Prüfung der Druckluftqualität nach ISO 8573-1 kommen verschiedene Techniken zum Einsatz. Die Auswahl der Methode hängt von den spezifischen Anforderungen des jeweiligen Industriezweigs ab. Die Prüfungen umfassen in der Regel die Messung von Partikelgröße und -konzentration, Wasser- und Ölgehalt. Hierbei wird die Druckluft umfassend analysiert, um sicherzustellen, dass sie die spezifizierten Reinheitsklassen erfüllt.
Parameter der Druckluftqualität: Was wird gemessen?
Die wichtigsten Parameter der Druckluftqualität, die gemäß der iso8573-1 gemessen werden, umfassen drei Stoffe: Partikel, Wasser und Öl. Die Präzision dieser Messungen ist entscheidend für die Sicherstellung der Reinheit der Druckluft. Jede Verunreinigung kann anderenfalls schwerwiegende Folgen für die Produktqualität und Prozesseffizienz haben, insbesondere im Lebensmittelbereich, wo strengste Hygienevorschriften gelten.
Verstehen der Spezifikation „Druckluft nach ISO 8573-1:2010 [7:4:4]“
Ein Verständnis der Spezifikation „Druckluft nach ISO 8573-1:2010 [7:4:4]“ ist entscheidend für die Auswahl der richtigen Druckluftqualität für spezifische Anwendungen. Diese Zahlen geben die maximalen Konzentrationen von Partikeln, Wasser und Öl an, die in der Druckluft enthalten sein dürfen. Beispielsweise beschreibt die Spezifikation [7:4:4], dass die Druckluft bestimmte Grenzwerte für diese drei Verunreinigungstypen nicht überschreiten darf, was für zahlreiche Anwendungen ausreicht, jedoch möglicherweise nicht für hochsensible Bereiche wie dem Lebensmittelbereich.
Welche Anforderungen stellt die ISO 8573 1 2010 an die Druckluftqualität?
Klassifizierung der Druckluft nach Reinheitsklassen
Die ISO 8573-1 Norm stellt klare Anforderungen an die Druckluftqualität, indem sie die Luft in verschiedene Reinheitsklassen einteilt. Diese Klassen sind essenziell für die Bestimmung der Eignung der Druckluft für verschiedene industrielle Anwendungen. Die korrekte Klassifizierung hilft, sicherzustellen, dass die Druckluft frei von Schadstoffen ist, die den Produktionsprozess oder das Endprodukt negativ beeinflussen könnten.
Anforderungen an Partikel, Wasser und Ölgehalt in der Druckluft
Die ISO 8573-1 legt spezifische Grenzwerte für Partikel, Wasser und Öl in der Druckluft fest. Diese Anforderungen sind entscheidend, um eine hohe Reinheit und Qualität der Druckluft zu gewährleisten. Die Einhaltung dieser Grenzwerte ist besonders wichtig in Branchen, in denen die Reinheit der Druckluft direkte Auswirkungen auf die Sicherheit und Qualität der Produkte hat, wie beispielsweise im Lebensmittelbereich.
Die Bedeutung von kontinuierlicher Überwachung und Wartung
Um die Druckluftqualität gemäß der ISO 8573-1 Norm dauerhaft sicherzustellen, ist eine kontinuierliche Überwachung und regelmäßige Wartung der Druckluftsysteme unerlässlich. Durch regelmäßige Prüfungen und Instandhaltungsmaßnahmen können Verunreinigungen rechtzeitig erkannt und eliminiert werden. Dadurch wird die Reinheit der Druckluft aufrecht erhalten und die Produktivität sowie Produktqualität in verschiedenen Industriezweigen optimiert.
Technische Lösungen zur Einhaltung der Druckluftqualität nach ISO 8573-1
Filtrationstechniken zur Verbesserung der Druckluftqualität
Um die Druckluftqualität nach ISO 8573-1 einzuhalten, kommen oft fortschrittliche Filtrationstechniken zum Einsatz. Diese Techniken entfernen effektiv Partikel, Wasser und Öl aus der Druckluft. Hochleistungsfilter sind in der Lage, selbst feinste Verunreinigungen zu eliminieren, wodurch die Druckluft den geforderten Reinheitsklassen entspricht.
Trocknungssysteme zur Reduzierung des Wassergehalts in der Druckluft
Trocknungssysteme spielen eine fundamentale Rolle bei der Reduktion des Wassergehalts in der Druckluft. Feuchtigkeit ist eine häufige Quelle für Verunreinigungen, die zu Korrosion und anderen Schäden an Maschinen und Produkten führen kann. Durch den Einsatz spezialisierter Trockner kann die Feuchtigkeit effektiv aus der Druckluft entfernt werden, was die Einhaltung der ISO 8573-1 Norm erleichtert.
Druckluft iso 8573-1: Ölabscheider und ihre Rolle in der Erreichung der Reinheitsklasse ISO 8573-1:2010 [7:4:4]
Ölabscheider sind ein weiteres wichtiges Instrument, um die Anforderungen der ISO 8573-1:2010 [7:4:4] zu erfüllen. Diese Geräte trennen Öl und andere ölbasierte Verunreinigungen effizient von der Druckluft. Für Anwendungen, bei denen eine nahezu ölfreie Druckluft erforderlich ist, sind Ölabscheider daher unverzichtbar, um die höchsten Standards der Druckluftreinheit zu erreichen.
Auswirkungen schlechter Druckluftqualität und die Bedeutung der Norm iso 8573-1:2010
Risiken und Kosten durch nicht spezifikationsgerechte Druckluft
Die Verwendung von Druckluft, die nicht den Spezifikationen der iso-8573-1 entspricht, kann erhebliche Risiken und Kosten verursachen. Kontaminierte Druckluft kann zu Ausfällen von Maschinen, Produktionsstillständen und einer Verringerung der Produktqualität führen. Die damit verbundenen Kosten für Wartung, Reparaturen und Produktionsausfälle können erheblich sein, was die Wichtigkeit der Einhaltung der ISO 8573-1 Norm unterstreicht.
Der Einfluss auf Produktivität und Produktqualität
Die Qualität der Druckluft hat direkte Auswirkungen auf die Produktivität und die Produktqualität. Saubere, spezifikationsgerechte Druckluft minimiert das Risiko von Produktionsfehlern und erhöht die Effizienz von Produktionsprozessen. Infolgedessen verbessert sich die Gesamtproduktivität, während die Kosten durch Produktionsausfälle und Nacharbeit gesenkt werden. Die Einhaltung der ISO 8573-1 Norm ist somit ein entscheidender Faktor für den wirtschaftlichen Erfolg in vielen Industriezweigen.
Die Rolle der ISO 8573-1 Norm in der Sicherstellung industrieller Qualität
Die ISO 8573-1 Norm spielt eine zentrale Rolle bei der Sicherstellung der Qualität und Sicherheit in industriellen Prozessen. Durch die Vorgabe klarer Richtlinien für die Reinheit von Druckluft hilft diese Norm, die Einhaltung von Qualitätsstandards zu gewährleisten und verhindert die Kontamination von Produkten und Prozessen. Die ISO 8573-1 ist somit ein unverzichtbarer Bestandteil des Qualitätsmanagements in vielen Industriezweigen, insbesondere dort, wo die Reinheit der Druckluft von entscheidender Bedeutung ist.
Was ist ISO 8573 und dessen Anwendung in Druckluftqualität?
Qualität druckluft: Definition von ISO 8573
Die ISO 8573 ist eine internationale Norm, die für die Qualität von Druckluft eingesetzt wird. Sie definiert die erlaubten Mengen von Verunreinigungen in der Druckluft wie Wasser und Öl, Partikeln und anderen Schmutzstoffen.
ISO 8573-1: Relevanz in der Druckluftbranche
Die Norm ISO 8573-1 ist in der Druckluftbranche besonders von Bedeutung, da sie die Klassen von Druckluftqualität festlegt, die für verschiedene Anwendungen erforderlich sind. Jeder industrielle, pharmazeutische oder sonstige Anwender, dessen Maschinen und Anlagen Druckluft verwenden, muss diese Vorgaben beachten.
Anwendungsbeispiele von Druckluftqualität gemäß ISO 8573
Die Klassifizierung der Druckluftqualität nach ISO 8573 findet in einer Vielzahl von Anwendungen Anwendung. Industrieunternehmen können anhand der vorgeschriebenen Qualitätsklassen entscheiden, welcher Grad der Reinheit für ihre spezielle Anwendung erforderlich ist.
Wie wird die Qualitätsklasse in der Druckluft nach ISO 8573 eingeteilt?
Klassifizierung der Druckluftqualität nach ISO 8573
Die Qualitätsklassen für Druckluft nach ISO 8573 reichen von 0 bis 9, wobei 0 die höchste Klasse darstellt und Klasse 1 auf dem zweiten Platz steht. Klasse 0 stellt keine festen Grenzwerte für die Verunreinigungen in der Druckluft fest, während die Klassen 1 bis 9 strenger reguliert sind.
Druckluft nach iso 8573-1:2010 Bedeutung von Klasse 0 in ISO 8573
Klasse 0 entspricht dem höchsten Reinheitsgrad, der in ISO 8573 festgelegt ist. Es wird gefordert, dass keine Verunreinigungen in der Druckluft enthalten sein dürfen, was für die strengsten Anwendungen erforderlich ist.
Vergleich von Klasse 1, 2 und anderen Klassen in ISO 8573
Klasse 1 stellt geringere Anforderungen als Klasse 0, Klasse 2 hingegen geringer als Klasse 1. Zum Beispiel können in Klasse 1 weniger Partikel, Wasser und Öl zulässig sein als in Klasse 2.
Welche Verunreinigungen fallen unter ISO 8573 und deren Auswirkungen?
Norm ISO 8573: mögliche Verunreinigungen in Druckluft
Die Norm DIN 8573 listet drei Haupttypen von Verunreinigungen auf, die in Druckluft vorhanden sein können: feste Partikel, Wasser und Öl. Jede dieser Verunreinigungen hat unterschiedliche Auswirkungen auf die Funktion von Maschinen und Anlagen.
Druckluft norm: Auswirkungen von Verunreinigungen gemäß ISO 8573
Verunreinigungen gemäß ISO 8573 können die Funktionalität und Lebensdauer von Maschinen und Anlagen erheblich beeinträchtigen. Partikel können zu einer Beschädigung von Komponenten führen, während Wasser und Öl eine Vielzahl von Problemen verursachen können, von Korrosion bis hin zur Verschlechterung der mechanischen Eigenschaften.
Wie stellen die Reinheitsklassen die Verunreinigungen in Druckluft dar?
Die Reinheitsklassen nach ISO 8573 legen fest, wie viel von jeder Art von Verunreinigung in der Druckluft enthalten sein darf. So gibt es beispielsweise spezifische Grenzwerte für die Konzentration von Partikeln, den Drucktaupunkt sowie den Ölgehalt in der Druckluft.
Leitfaden zur richtigen Druckluftaufbereitung nach ISO 8573
Die Rolle der Druckluftaufbereitung zur Erreichung der Qualitätsklasse
Die Druckluftaufbereitung spielt eine entscheidende Rolle bei der Sicherstellung der geforderten Qualitätsklassen nach ISO 8573. Durch die Aufbereitung von Druckluft werden Verunreinigungen entfernt und es wird sichergestellt, dass die Druckluft den Anforderungen der spezifischen Klasse entspricht.
Wie trifft ISO 8573-1 Vorgaben zur Druckluftaufbereitung?
ISO 8573-1 legt fest, welche Verfahren und Technologien zur Druckluftaufbereitung eingesetzt werden müssen, um die jeweiligen Reinheitsklassen zu erreichen. Dazu gehören verschiedene Filtrationsmethoden, Kondensationsverfahren und andere Prozesse, die zur Beseitigung von Verunreinigungen in der Druckluft benötigt werden.
Praktische Tipps zur Druckluftaufbereitung gemäß ISO 8573
Zur Einhaltung der Vorgaben von ISO 8573-1 ist es ratenswert, sich an die Empfehlungen der Hersteller zu halten, regelmäßige Wartungen durchzuführen und sicherzustellen, dass die gewählten Kompressoren und Anlagen den Anforderungen der jeweiligen Qualitätsklasse entsprechen.
Wie bei Kompressoren und Anlagen ISO 8573-1 eingehalten wird
Druckluft nach iso 8573-1:2010 Anforderungen von ISO 8573-1 an Kompressoren
Kompressoren, die zur Erzeugung von Druckluft verwendet werden, sind ein zentraler Bestandteil bei der Einhaltung von ISO 8573-1. Sie müssen in der Lage sein, Druckluft mit einer Qualität zu erzeugen, die den Anforderungen der Qualitätsklassen entspricht.
Wie Anlagen die Anforderungen von ISO 8573-1 erfüllen
Anlagen, die zur verarbeitung von Druckluft verwendet werden, müssen auch den Anforderungen von DIN 8573-1 entsprechen. Dazu gehört die Verwendung von Filtern, Trocknern und anderen Technologien zur Behandlung der Druckluft.
Die Messung der Druckluftqualität gemäß ISO 8573 in der Praxis
Die Messung der Druckluftqualität gemäß ISO 8573 erfolgt häufig mit Hilfe von spezialisierten Messgeräten und Analysatoren. Diese Geräte können die Konzentrationen von Partikeln, Öl und Wasser in der Druckluft messen und so sicherstellen, dass die Druckluft die Anforderungen der ISO 8573-1 erfüllt.
Druckluft qualität: ISO-Normen für Druckluftreinheit
ISO 8573-1 ist die internationale Norm für Druckluftreinheit (Qualität). Die 1991 eingeführte und jetzt in der 3. Auflage vorliegende Norm wird in großem Umfang zur Definition der Qualität von Druckluft verwendet, die für eine Vielzahl von Anwendungen in allen Arten von Fertigungsindustrien eingesetzt wird.
ISO 8573-1 und der Druckluftanwender
Die Norm ISO 8573-1 ermöglicht es den Anwendern, eine „Klassifizierung“ für Partikel, Wasser und Öl zu wählen, wobei jede Klassifizierung definierte Verschmutzungsgrenzen hat, mit Ausnahme der Klasse 0, die vom Anwender oder vom Ausrüstungslieferanten festgelegt werden kann (Klasse 0 muss strenger sein als Klasse 1 und innerhalb der Grenzen für genaue Messungen liegen, die in ISO 8573 Teil 2 bis 9 angegeben sind).
ISO 8573-1 und Hersteller von Druckluftaufbereitungsanlagen Die Norm ISO 8573-1 wird auch von Herstellern von Druckluftaufbereitungsanlagen verwendet, um die Qualität der Druckluft nachzuweisen, die nach ihren Druckluftaufbereitungsanlagen geliefert wird.
Die Validierung der Reinheit der Druckluft gemäß den in ISO 8573-1 angegebenen Klassifizierungen erfordert vom Anwender (oder Prüfer) die Einhaltung weiterer Normen, da ISO 8573-1 nur ein Teil einer Reihe von neun separaten Normen ist.
ISO 8573 – Teil 1
Diejenigen, die sich auf ISO 8573-1 beziehen, sind oft nur mit den Klassifizierungstabellen aus dem Dokument, und es sollte beachtet werden, dass es innerhalb des Normendokuments drei einzelne Klassifizierungstabellen gibt, eine für Feststoffpartikel, eine für Wasser und eine für Gesamtöl. Die Druckluftindustrie (Hersteller von Kompressoren und Luftaufbereitungsanlagen) hat jedoch seit vielen Jahren (Kompressorhersteller und Hersteller von Luftaufbereitungsanlagen) die drei drei Tabellen in einer einzigen Tabelle zusammengefasst, um die Verwendung zu erleichtern.
Viele, die sich auf die Norm ISO 8573-1 beziehen und sie verwenden, kaufen kein vollständiges Exemplar und verlassen sich stattdessen ausschließlich auf die Marketingliteratur, um sich zu informieren. Dabei werden die zusätzlichen Informationen, die in der ISO 8573-1 enthalten sind, ausgelassen.
Die ausgelassenen Informationen sind äußerst wichtig, da sie auf andere Teile der ISO 8573-Reihe (Teile 2 bis 9) verweisen, die sich speziell mit der Prüfung der verschiedenen Schadstoffe befassen.
Zum Beispiel:
In DIN 8573-1 Abschnitt 5.2 Partikelklassen heißt es:
„Die Partikelreinheitsklassen sind in Tabelle 1 angegeben und definiert. Die Messungen müssen in Übereinstimmung mit ISO 8573-4 und, falls erforderlich, mit ISO 8573-8 durchgeführt werden“.
ISO DIN 8573-1 Abschnitt 5.3 Feuchte- und Flüssigwasserklassen besagt:
„Die Feuchte- und Flüssigwasserreinheitsklassen sind in Tabelle 2 definiert. Die Messungen müssen in Übereinstimmung mit ISO 8573-3 und, falls erforderlich, ISO 8573-9 durchgeführt werden.“
ISO 8573-1:2010 Abschnitt 5.4 Ölklassen besagt:
„Die gesamten Ölreinheitsklassen sind in Tabelle 3 angegeben und definiert. Messungen für flüssiges Öl und Ölaerosole werden in Übereinstimmung mit ISO 8573-2 durchgeführt. Es wird
Es wird davon ausgegangen, dass bei den Klassen 3, 4 und X der Öldampfgehalt keinen wesentlichen Einfluss auf die Gesamtkonzentration hat; daher ist die Messung des Dampfes fakultativ. Wird die Messung des Öldampfes für notwendig erachtet, so ist die ISO 8573-5 anzuwenden.
ISO 8573 1 besagt also, dass, wenn ein Anwender sein Druckluftsystem prüfen und gemäß ISO 8573-1 klassifizieren möchte, die in ISO 8573-1 aufgeführten Prüfverfahren und die in ISO 8573 Teile 2 bis 9 aufgeführten Prüfverfahren und -geräte verwendet werden müssen. Die ISO 8573-1 wird häufig verwendet, um die Reinheit (Qualität) von Druckluft zu spezifizieren, sie wird jedoch nicht korrekt verwendet, wenn es um die Prüfung von Druckluft und die Validierung der tatsächlichen Luftreinheit (Qualität) geht. Der Grund dafür ist, dass die ISO 8573 Teile 2 bis 9 nur selten verwendet werden. Warum werden die Teile 2 bis 9 der ISO 8573 nur selten angewendet?
Die ISO 8573 Teile 2 bis 9 wurden entwickelt, um die genauesten Messungen der wichtigsten in einem Druckluftsystem vorkommenden Verunreinigungen zu ermöglichen. Um Um nach den Normen zu prüfen, muss der Prüfer zunächst neun verschiedene Normdokumente erwerben, was aus Kostengründen nur selten getan wird.
Nach dem Kauf fallen zusätzliche Kosten an, da die Normen sehr spezifische Anforderungen an die Prüfmethodik (um sicherzustellen, dass eine repräsentative Verunreinigungsprobe in die Prüfgeräte gelangt) und die Prüfgeräte selbst (um die Genauigkeit der Ergebnisse zu gewährleisten) stellen. Sowohl die Probenahmegeräte als auch die Prüfgeräte sind mit erheblichen Kosten verbunden.
Außerdem ist das Probenahmegerät für jeden Prüfpunkt in einem Druckluftsystem spezifisch (je nach Rohrdurchmesser, Durchfluss usw.). In der Regel muss das Probenahmegerät speziell für diese Stelle im System angefertigt werden und erfordert eine Änderung der Systemverrohrung. Oft sind viele Probenahmestellen erforderlich, was die Gesamtkosten der Prüfung erhöht. Viele der Probenahme- und Testmethoden sind sehr komplex und liefern keine sofortigen Ergebnisse. Sie erfordern oft zusätzliche Laborausrüstung und die Einbeziehung von geschultem Fachpersonal, was die Kosten für die Prüfung und Validierung gemäß ISO 8573 Teil 2 bis 9 zusätzlich erhöht. Viele Anwender fordern nun eine „kontinuierliche“ Überwachung der Luftreinheit. Eine Reihe von Prüfgeräten Mit Ausnahme des Taupunkts ist jedoch eine genaue, kontinuierliche Überwachung der Gesamtöl-, Partikel- und Mikroorganismenzahl derzeit nicht möglich, so dass eine laborgestützte Ausrüstung erforderlich ist, die Proben „offline“ testet. Es gibt auch Dienstleistungsanbieter, die behaupten, sie prüfen Es gibt auch Dienstleister, die behaupten, dass sie ein Druckluftsystem in Übereinstimmung mit den ISO 8573-Normen prüfen, aber bei näherer Betrachtung folgen sie weder der in ISO 8573 hervorgehobenen Methodik Teile 2 bis 9 hervorgehobenen Methodik und verwenden auch nicht die richtige Prüfausrüstung.
Typischerweise werden die Prüfungen an so genannten „Probeentnahmestellen“ durchgeführt, bei denen es sich einfach um ein T-Stück handelt, das in die Druckluftverteilungsleitung eingebaut wird, oder am Manometer eines Druckluftbehälters.
Diese Probenahmestellen sind zwar bequem und kostengünstig, haben aber folgende Probleme:
– Die Luftgeschwindigkeit am Prüfgerät ist anders (in der Regel höher) als die des Druckluftstroms, aus dem die Probe entnommen wird.
– Die Schadstoffkonzentration ist nicht mehr identisch mit der Konzentration im Druckluftstrom, aus dem die Proben entnommen werden (oft deutlich höher).
– Ungenauigkeit bei den durchgeführten Messungen
– Nicht in Übereinstimmung mit den in ISO 8573 Teil 2 bis 9 hervorgehobenen Probenahmeverfahren
Wenn diese Art von Probenahmeverfahren zur Prüfung eines Druckluftsystems verwendet wird, können die Ergebnisse nicht zur Klassifizierung oder Validierung der Druckluftreinheit gemäß ISO 8573-1 verwendet werden. Klassifizierungen nach ISO 8573-1 können nur beansprucht werden, wenn die richtige Probenahmemethode und Prüfausrüstung verwendet wird.
Druckluftqualität iso 8573: Prüfung nach der ISO 8573-Serie
Um ein Druckluftsystem genau auf Verunreinigungen zu prüfen, muss die Prüfmethodik (Probenahmeverfahren) gemäß ISO 8573 Teil 2 bis 9 ebenso wichtig wie die Verwendung der richtigen Prüfgeräte.
ISO 8573 Teil 2 bis 9 empfiehlt in der Regel entweder eine Vollstrom- oder eine isokinetische (Teilstrom-) Probenahmemethode. In diesem Dokument wird zunächst ein vereinfachter Überblick über die Prüfmethodik gegeben, die für eine genaue Probenahme von Druckluftverunreinigungen erforderlich ist.
Anschließend wird auf die Prüfgeräte eingegangen, die zur Prüfung und Validierung der Reinheit von Druckluft gemäß der Normenreihe ISO 8573 erforderlich sind.
Probenahmemethodik – Voller Durchfluss
Die Probenahmestellen für die Druckluft befinden sich in der Regel im Kompressorraum (stromabwärts der Aufbereitungsanlage) und an jeder Druckluftverbrauchsstelle (wiederum typischerweise stromabwärts der Aufbereitungsanlage für die Verbrauchsstelle). Der Durchmesser der Druckluftleitungen und die Durchflussmenge der Druckluft an jeder Entnahmestelle unterscheiden sich daher zwischen dem Kompressorraum und den einzelnen Verbrauchsstellen. Die zur Prüfung der Reinheit (Qualität) der Druckluft verwendeten Geräte verfügen über eine maximale Druckluftentnahmerate und einen maximalen Druck.
Die Vollstrom-Probenahme wird verwendet, wenn:
– Der Druckluftdurchfluss an der Entnahmestelle ist kleiner oder gleich dem maximalen Durchfluss des verwendeten Prüfgeräts
– Das Prüfgerät kann mit dem Betriebsdruck des Systems messen.
– wenn die Norm es zulässt (nicht alle Teile der ISO 8573 erlauben eine Vollstrom-Probenahme)
Methodik der Probenahme – Teilstrom
In den meisten Fällen haben die zur Prüfung der Druckluftreinheit verwendeten Geräte eine maximale Druckluftentnahmerate und/oder einen Betriebsdruck, der unter der Durchflussrate oder dem Druck der Probenahmestelle liegt.
würde zu ungenauen Messungen führen. Die isokinetische Teilstrom-Probenahme muss daher verwendet werden, wenn:
– Der Druckluftdurchsatz an der Probenahmestelle übersteigt den maximalen Durchsatz des Prüfgeräts
– wenn die Norm dies gegenüber der Vollstrom-Probenahme empfiehlt
Die Verwendung der isokinetischen Teilstrom-Probenahme gewährleistet, dass die Luftgeschwindigkeit und damit die Schadstoffkonzentration und -verteilung in der Prüfeinrichtung der Schadstoffverteilung und -konzentration im Hauptdruckluftstrom an der Probenahmestelle möglichst nahe kommt oder identisch ist. Für Ölaerosol-, Feststoffpartikelzählungen und mikrobiologische Prüfungen sind isokinetische Teilstromprobenahmen für die Validierung gemäß den höchsten ISO 8573-1-Klassifizierungen erforderlich. Die isokinetische Teilstrom-Probenahme erfordert in der Regel eine Modifizierung der Druckluftleitungen. Die Probenahme muss an einem 90°-Krümmer mit einer korrekt ausgewählten isokinetischen Probenahmesonde vorgenommen werden. Einzelheiten zur Auslegung finden Sie in den einschlägigen Teilen der ISO 8573, Teile 2 bis 9.
Einhalten der ISO 85731
Sobald die richtige Probenahmemethode für eine genaue Verunreinigungsmessung bestimmt wurde Messung der Verunreinigungen bestimmt wurde, sollte die Auswahl der Prüfgeräte erfolgen.
Systemprüfung gemäß ISO 8573 Teil 2 – 9 (Prüfgeräte)
Wie bereits erwähnt, bezieht sich jeder Teil der ISO 8573, von Teil 2 bis Teil 9, auf eine bestimmte Verunreinigung, und jedes Dokument wird in regelmäßigen Abständen von einem „Technischen Technischen Komitee‘ überprüft, das sich aus weltweiten Branchenexperten, Handelsverbänden und Dachverbänden zusammensetzt. Eine Norm steht zur Überprüfung an und wird in der Regel alle 5 Jahren aktualisiert (aber nicht immer). Das letzte Jahr, in dem eine Norm aktualisiert wurde, lässt sich anhand des Überarbeitungsdatums erkennen, das im Titel des Dokuments angegeben ist, z. B. ISO 8573-4:2019 zeigt, dass dieses Dokument im Jahr 2019 aktualisiert und veröffentlicht wurde.
Ein Teil des Überarbeitungsprozesses besteht darin, neue Prüfgeräte und/oder Prüfverfahren zu prüfen. Wenn bei der Überprüfung durch den technischen Ausschuss neue Prüfgeräte gefunden werden, die das Potenzial haben, mit einer vereinfachten Prüfmethodik ebenso genaue Ergebnisse oder sogar eine höhere Genauigkeit zu liefern, dann wird die Methodik oder das Gerät getestet, validiert und, wenn es sich bewährt hat, in den entsprechenden Teil der iso8573 aufgenommen.
In der Regel gilt: Wenn ein Prüfgerät, dessen Einsatz in Betracht gezogen wird, nicht in den Teilen 2 bis 9 der ISO 8573 enthalten ist, ist es nicht genau genug, um die in der ISO 8573-1 angegebene Verunreinigung der Druckluft zu messen. Am wichtigsten ist, dass die Prüfgeräte, die nicht in einer Norm enthalten sind, nicht zur Validierung der Druckluft Reinheit gemäß den Klassifizierungen der ISO 8573-1.
Wenn die Validierung der Reinheitsklassifizierungen nach ISO 8573-1 stromabwärts von Druckluftaufbereitungsanlagen erforderlich ist, werden in der Regel 4 Teile der ISO 8573-Reihetypischerweise verwendet werden (für die genaue Messung von Feststoffpartikeln, Wasserdampf und Gesamtöl).
Die am häufigsten verwendeten Teile der ISO 8573-Reihe (zusätzlich zu ISO 8573-1):
– ISO 8573-2
– ISO 8573-3
– ISO 8573-4
Für kritische Anwendungen in der Lebensmittel-, Getränke- und Pharmaindustrie, bei denen eine Bestätigung der Sterilität oder eine Zählung der KBE (koloniebildende Einheiten) erforderlich ist, muss ein weiterer Teil der ISO 8573-Reihe in Verbindung mit den oben genannten Partikelprüfverfahren verwendet werden.
ISO 8573-2:2018 Öl-Aerosol
Die in der Norm angegebenen Probenahmeverfahren sind:
Die Probenahmemethoden B1 und B2 sind die genauesten und werden benötigt, um ein Druckluftsystem nach der Filteranlage daraufhin zu prüfen, ob die Luftreinheit (Qualität) der ISO 8573-1:2010 entspricht.
Zur Validierung nach ISO 8573-1:2010 für den Gesamtölgehalt ist auch die Prüfung nach ISO 8573-5 für den Öldampfgehalt erforderlich. Die Ergebnisse der beiden Tests müssen addiert werden, um den Gesamtölgehalt zu ermitteln.
ISO 8573-3:1999 Luftfeuchtigkeit (Taupunkt)
Die in der Norm angegebenen Probenahmeverfahren sind:
– Probenahmeverfahren – Volldurchfluss
– Probenahmemethode – Teilstrom Bypass-Rohr
Messung des vollen Durchflusses
Die Sonde wird in den Hauptluftstrom eingeführt, aber vor freiem Wasser und anderen Verunreinigungen geschützt und innerhalb der für das Messsystem angegebenen unteren und oberen Grenzen der Strömungsgeschwindigkeit für das Messsystem verwendet.
Messung eines Teilstroms
Die Sonde wird in ein kleines Bypassrohr eingebaut. Auf diese Weise kann die Strömungsgeschwindigkeit, der die Sonde ausgesetzt ist, kontrolliert werden. Bei tragbaren Geräten ist die Sonde in das Gerät in das Gerät integriert und über eine Rohrleitung aus geeignetem Material mit der Hauptentnahmestelle verbunden.
Teilstrom – Erforderliche Prüfausrüstung:
1. Hygrometer
2. Bypass-Rohr/Durchflussmesser/Regler
Hygrometer mit gekühltem Spiegel bieten oft die höchste Taupunktgenauigkeit (Messung bei Druck), allerdings können dies teure, empfindliche Instrumente sein. In der Regel werden vor Ort Hygrometer eingesetzt, die eine elektrische Messmethode auf der Grundlage von Widerstand, Kapazität oder Leitfähigkeit verwenden, da diese das beste Verhältnis zwischen Kosten, Genauigkeit, Haltbarkeit und Tragbarkeit bieten. Viele Drucklufttrockner haben auch diese Art von Hygrometer in Steuerungen / Energiemanagementsystemen eingebaut.
Wichtige Hinweise: Die Luftfeuchtigkeit (Taupunkt) kann entweder bei atmosphärischem Druck (Atmosphärischer Taupunkt oder ADP) oder bei Systemdruck (Drucktaupunkt oder PDP) gemessen werden. Bei jeder Messung der Luftfeuchtigkeit (Taupunkt) muss angegeben werden, ob es sich um ADP oder PDP handelt. Für die Messung der Luftfeuchtigkeit (des Taupunkts) ist im Allgemeinen außer dem Hygrometer keine weitere Ausrüstung erforderlich.
(Taupunkt) erfordert in der Regel außer dem Hygrometer keine weiteren Geräte und auch keine Änderung der Systemleitungen, z. B. für die isokinetische Probenahme. Für die Taupunktmessung müssen aufgrund der Durchlässigkeit bestimmter Rohrleitungsmaterialien PTFE- oder Edelstahlrohre für die Messung niedriger Taupunktwerte, z. B. -70°C PDP, verwendet werden.
ISO 8573-4:2019 Partikelförmige
Die in der Norm genannten Probenahmeverfahren sind:
Das zu verwendende Messverfahren hängt vom Größenbereich der Partikel in der Druckluft ab.
1. Probenscheibe und Größenbestimmung / Zählung durch Lichtmikroskopie (≥5,0)
2. Probenscheibe und Größenbestimmung / Zählung mit dem Rasterelektronenmikroskop (≥0,005 Mikron)
3. Optisches Partikelmess- und Zählgerät (≥0,06 bis ≤100 Mikrometer)
Da die Methoden 1 und 2 relativ zeitaufwendig sind, wird die Probenahmemethode 3 am häufigsten verwendet. Prüfung mit Partikelmess- und -zählgeräten Da die Probenahme-Durchflussraten für diese Art von Prüfgeräten oft sehr niedrig sind, ist es wahrscheinlich, dass eine Vollstrom-Probenahme nicht möglich ist und die Probenahme mit isokinetischen (Teilstrom-) Probenahmeverfahren durchgeführt wird. Instrumente zur Partikelgrößenbestimmung und -zählung Diese Art von Instrumenten nutzt das Prinzip der Lichtstreuung für Einzelpartikelmessungen“. In der Regel handelt es sich um ein optisches Aerosolspektrometer (OAS) oder einen optischen Partikelzähler (OPC). Die Auswahl hängt von der Partikelgröße und -konzentration ab, die der Benutzer messen möchte. Die beiden Technologien haben unterschiedliche Partikelgrößenbereiche und Konzentrationen.
– Optisches Aerosolspektrometer (OAS) ≥0,06 bis ≤100 Mikron
– Optischer Partikelzähler (OPC) ≥0,1 bis ≤10 Mikrometer
OAS-Geräte sind im Allgemeinen toleranter gegenüber hohen Partikelkonzentrationen und größeren Partikelgrößen und werden in der Regel für die Probenahme von unbehandelter Druckluft verwendet.
Laserbasierte OPCs sind ideal für die Erkennung kleiner Partikelgrößen in geringer Konzentration und werden in der Regel für die Probenahme von Druckluft nach der Aufbereitungsanlage verwendet.
Wichtige Hinweise: Dies ist die Methode und Ausrüstung, die für die genaue Prüfung von Druckluft auf die in ISO 8573-1 angegebenen Reinheiten der Klasse 0, 1 oder 2 für Partikel. Nicht alle OPCs können in den für die Klassifizierung nach ISO 8573-1 erforderlichen Partikelgrößenbereichen messen. Vergewissern Sie sich immer, dass der verwendete optische Partikel Zähler in den folgenden Partikelgrößenbereichen messen kann: Messbereich/Bänder, die von den Prüfgeräten benötigt werden – 0,1 – 0,5 μm / 0,5 – 1 μm / 1 – 5 μm.
ISO 8573-5:2001 Öl-Dampf
Das in der Norm angegebene Probenahmeverfahren ist:
Die Probe muss frei von störenden Verunreinigungen wie z. B. Wasserdampf und Ölaerosol sein. Die Probenahme und Analyse des Öldampfes erfolgt mit einer konstanten Durchflussmenge. Der Temperatur- und Geschwindigkeitsbereich muss innerhalb der vom Hersteller des Prüfgeräts angegebenen Bereiche liegen. Die Sonde wird in einem Die Sonde wird in ein kleines Entnahmerohr eingebaut, das eine Luftprobe aus der Hauptleitung in die Messkammer leitet, wo die Messung unter Systemdruck erfolgt.
Erforderliche Prüfausrüstung:
1. Probenahmevorrichtung
2. Membranhalterung und Membranen
3. Probenahmerohr und Adsorptionsmittel aus rostfreiem Stahl
4. Ausrüstung für die Lösungsmittelextraktion
5. Gaschromatograph
Wichtige Hinweise: Die Norm besagt, dass für die Zwecke dieses Teils der ISO 8573 chemische Detektorröhren verwendet werden können, um einen ersten Hinweis auf das Vorhandensein von Öldampf zu geben. Nach der Identifizierung ist das Gaschromatographieverfahren für die Genauigkeit zu verwenden.
ISO 8573-7:2003 Gehalt an lebensfähigen mikrobiologischen
Gehalt an Verunreinigungen
Die in der Norm angegebene Probenahmemethode ist:
– Probenahmeverfahren – Teilstrom-Isokinetik
Die Probenahme erfolgt isokinetisch nach der in ISO 8573-4 angegebenen Methode. Die Luft wird zunächst gemäß ISO 8573-4 auf feste Partikel untersucht. Anschließend werden die Proben mit einem Schlitzsammler entnommen, da ein Partikelanalysator nicht in der Lage ist, zwischen einem Partikel und einem Mikroorganismus zu unterscheiden. Mit dem Schlitzprobenehmer wird Druckluft über eine Agarplatte geleitet. Die Platte wird dann in ein Labor gebracht, bebrütet und auf Wachstum geprüft. Zweck des Tests ist es, festzustellen, ob die Luft steril oder unsteril ist, und bei Bedarf die Anzahl der koloniebildenden Einheiten (KBE) zu ermitteln.
Partikelzähler, die in der ISO 8573-4 aufgelistet sind und gemäß dieser Norm messen können, können sehr teure und empfindliche Prüfgeräte sein und sind oft nur für Labortests geeignet. Es gibt natürlich viele verschiedene Arten von tragbaren Partikelzählern, und einige von ihnen scheinen erschwingliche und kostengünstige Alternativen zu sein. Die meisten wurden jedoch ursprünglich für die Messung von Umgebungsluft in Reinräumen und nicht für die Messung in Druckluftsystemen. Sie messen oft nicht bis zu den in der Klassifizierungstabelle der ISO 8573-1 angegebenen Werten (in der Regel nur bis zu 0,2 oder 0,3 Mikrometer und/oder nicht in den 3 verschiedenen Kanälen erforderlich). In vielen Fällen muss die Luft auf Atmosphärendruck entspannt werden, was sich ebenfalls auf die Ergebnisse auswirkt. Die Partikelzählung nach der Filteranlage ist aufgrund der relativ geringen Kosten dieser Art von Partikelzählern weit verbreitet, und es ist die so genannte „Validierungsprüfung“ von Filtern, die die meisten Probleme zwischen Druckluftanwendern und Ausrüstungsanbietern verursacht. Druckluftaufbereitungsanlagen wie Koaleszenz- und Trockenpartikelfilter werden von den Prüfern oft als „nicht bestanden“ (d. h. sie erreichen nicht die angegebene Luftreinheit) bezeichnet, obwohl der Fehler nicht beim Filter, sondern bei der Prüfausrüstung, der Prüfmethodik und dem Verständnis der Person liegt, die die Prüfungen durchführt. Ein Beispiel:
– Partikelzähler werden nicht immer sauber gehalten und vor dem Gebrauch gespült.
– Das Kalibrierungssystem der Geräte ist nicht immer auf dem neuesten Stand.
– Viele Bediener verstehen nicht, wie der Partikelanalysator funktioniert (d. h. was er misst und was die Messungen beeinflussen kann) und können daher die Ergebnisse falsch interpretieren.
– Einige Testgeräte zeigen kumulative Zählungen an, z. B. werden alle Partikel unter 5 Mikrometer gezählt, dann alle Partikel unter 3 Mikrometer und dann alle Partikel unter 1 Mikrometer, so dass der Benutzer die niedrigeren Messwerte abziehen muss (was zu Doppel- oder Dreifachzählungen und hohen Partikelzahlen führt).
Zusätzlich zu festen Partikeln kann ein Partikelzähler auch Aerosole von Flüssigkeiten, Kondensation und Mikroorganismen in seine Ergebnisse einbeziehen.
– Die Prüfgeräte messen nicht immer in den von der ISO 8573-1 geforderten 3 Bandbreiten, so dass die Prüfer fälschlicherweise versuchen, die Partikelzahlen den ISO-Bandbreiten zuzuordnen, was die Ergebnisse verfälscht.
– Die Prüfpunkte befinden sich oft stromabwärts der Filtration und nicht unmittelbar am Ausgang des Endfilters, so dass Partikel aus Rohrleitungen und Armaturen in die Zählung einbezogen werden können.
– Armaturen und Ventile an den Prüfpunkten sind oft die Quelle vieler Partikelverunreinigungen und werden in die Partikelzählung einbezogen.
– Mit Ausnahme von Sterilluftfiltern mit absolutem Nennwert haben Allzweck- und Hochleistungs-Trockenpartikelfilter bestenfalls einen Wirkungsgrad von 99,9999 %, d. h. je höher die Partikelkonzentration am Eingang des Filters ist, desto höher ist die Konzentration hinter dem Filter.
– Viele Filter befinden sich im Kompressorraum, die Prüfung erfolgt am Ort der Verwendung. Die Partikelzahlen enthalten daher auch Verunreinigungen, die aus den Verteilerrohren aufgenommen werden (die Reinheit der Druckluft wird nur am letzten Druckluftfilterausgang angegeben).
– Point-of-Use-Filter für kritische Anwendungen haben oft nachgeschaltete Rohrleitungen aus Materialien, die die Partikelzahl erhöhen können (bei kritischen Anwendungen immer neue, gereinigte Rohrleitungen nach den Endfiltern verwenden)
– Die Prüfung nach einer Filterwartung (Elementwechsel) ergibt in der Regel eine höhere Partikelzahl, da beim Abschrauben des Filtergehäuses zum Wechsel des Filterelements Partikel entstehen. Auch atmosphärische Partikel können in das Innere des Filters eindringen und die Partikelzahl für kurze Zeit erhöhen.
– Die Nutzung des Druckluftsystems kann sich auf die Partikelzahl auswirken und muss bei der Prüfung berücksichtigt werden.
– Klopfen auf die Rohrleitungen kann Partikel lösen und die Partikelzahl erhöhen.
Hygrometer (Taupunkt)
Digitale Hygrometer
Während spektroskopische Hygrometer und Kühlspiegelhygrometer (Kondensationshygrometer) sehr teuer sein können, sind digitale Hygrometer mit Kapazitäts-, Widerstands- oder Leitfähigkeitssensoren sind jetzt erhältlich und bieten ein ausgezeichnetes Gleichgewicht zwischen Genauigkeit, Reaktionszeit und Erschwinglichkeit. Der Taupunkt ist die einzige Verunreinigung, die kostengünstig in „Echtzeit“ gemessen werden kann. Während für eine echte Übereinstimmung mit der Norm ISO 8573-3 die Messung unter Verwendung der in der Norm hervorgehobenen Testmethodik erfolgen sollte, kann der Norm hervorgehoben wird, kann der Taupunkt in der Tat an den meisten Punkten des Systems mit angemessener Genauigkeit mit einem „T-Stück“ gemessen werden.
Chemische Detektorröhren
Chemische Detektorröhren für Wasser eignen sich in der Regel nur für die Messung druckloser Luft und liefern eine Angabe von mg H₂O/m3. Um einen Drucktaupunkt (PDP) zu erhalten, muss das Ergebnis zunächst in einen äquivalenten atmosphärischen Taupunkt (ADP) und dann in einen Drucktaupunkt umgerechnet werden. Da sich der Taupunkt von Druckluft ständig ändert (aufgrund wechselnder Umgebungsbedingungen und der Funktionsweise von Drucklufttrocknern), hat sich der PDP der Druckluft im System zum Zeitpunkt der Messungen und Berechnungen bereits geändert. Chemische Detektorröhren eignen sich daher am besten für die Messung des Feuchtigkeitsgehalts von „gespeicherter“ Druckluft, z. B. in einer Tauchflasche, und nicht für.
Messung in einem dynamischen Druckluftsystem.
Digitale Ölanalysatoren (Öldampf)
Es gibt eine Reihe von digitalen Ölanalysatoren, die als geeignet für die Messung des Gesamtöls in Druckluft und die Klassifizierung gemäß ISO 8573-1 vermarktet werden. Diese Art von Geräten ist jedoch nicht in der Liste der empfohlenen Geräte in ISO 8573-2 und ISO 8573-5 aufgeführt. Digitale Ölanalysatoren verwenden in der Regel Photo-Ionisations Detektoren (auch bekannt als PIDs). Ein Photo-Ionisations-Detektor verwendet eine ultraviolette (UV) Lichtquelle, um den Kohlenwasserstoffen und flüchtigen organischen Verbindungen (VOC) in der komprimierten Luft ein Elektron zu entziehen und geladene Ionen zu erzeugen. Die geladenen Ionen landen auf einer Kollektorelektrode, und der Detektor misst den elektrischen Strom im Verhältnis zur Der Detektor misst den elektrischen Strom proportional zur VOC-Konzentration, die als Wert in mg/m3 auf dem Display des Geräts angezeigt wird. Die Druckluft wird dem PID-Sensor direkt oder über einen Nullluftgenerator (Katalysator) zugeführt. Der Zweck des Nullluftgenerators besteht darin, ein Referenzgas bereitzustellen, das die Nullmessungsreferenz im Detektor periodisch zurücksetzt“. Konstruktionsbedingt messen PIDs nur Öldampf, nicht aber Flüssigöl oder Ölaerosole und sind daher nicht in der Lage, einen Messwert für das gesamte Öl, wie in ISO 8573-1 gefordert. Da Ölaerosole in der Regel den Großteil des vorhandenen Öls ausmachen, unterschätzen PID-basierte Geräte die Gesamtmenge des vorhandenen Öls drastisch.
Zu den Einschränkungen von Photo-Ionisationsgeräten (PIDs) gehören:
– Sie werden oft als Gerät zur Messung des Ölgehalts in Druckluft vermarktet, was auf den Gesamtölgehalt schließen lässt, obwohl sie eigentlich nur für die Messung von Öldampf ausgelegt sind.
– Sie messen nicht das gesamte Öl (Flüssigkeit/Aerosol/Dampf) gemäß ISO 8573-1, daher können sie keine Klassifizierung der Luftreinheit nach ISO 8573-1 liefern.
– Aufgrund ihrer Genauigkeit sind sie nicht in der ISO 8573-Normenreihe als anerkannte Prüfgeräte enthalten und können daher nicht für die Klassifizierung der Luftreinheit nach ISO 8573-1 verwendet werden.
– In einigen Fällen können sie Kohlenwasserstoffe und VOCs mit weniger als 6 Kohlenstoffatomen (<C6) messen, was die Zuverlässigkeit der Ergebnisse beeinträchtigt Die Schwankungen der Messgenauigkeit sind hoch – zwischen } 30% Genauigkeit bei niedrigen Werten (0,01mg/m3) bis } 10% Genauigkeit bei höheren Werten (2,5mg/m3)
– Aufgrund der Genauigkeitsschwankungen besteht die Möglichkeit, dass ein Wert der ISO 8573-1 Klasse 2 als Klasse 1 erscheint und umgekehrt.
– Sie dürfen nur an gefilterter, trockener Druckluft verwendet werden, niemals direkt hinter einem ölfreien Kompressor
– Das Messgerät regelt den Druck (typischerweise bis zu 2,5 bar g), was die Lufttemperatur der Probe verändern und somit die Genauigkeit beeinträchtigen kann.)
– Die Genauigkeit eines PID kann durch die Umgebungstemperatur, direktes Sonnenlicht und örtlich begrenzte Strahlungsquellen (z. B. Radiowellen) beeinträchtigt werden.
– Die von den meisten PIDs verwendete Methode der Teilstrommessung ist keine echte isokinetische Probenahme, was die Genauigkeit der Testergebnisse beeinträchtigen kann.
– Der Null-Luft-Katalysator, der Teil des Detektionssystems ist, arbeitet bei Temperaturen zwischen 130°C und 240°C; außerhalb dieses Bereichs liefert das Gerät keine Ergebnisse.
– Änderungen der Probenflussrate können die Messungen beeinträchtigen.
– PIDs können auch durch das Vorhandensein von Ölaerosolen, Wasseraerosolen, Partikeln und Mikroorganismen beeinträchtigt werden Verwendung von digitalen Ölanalysatoren auf PID-Basis Da die Genauigkeit der PID-Messgeräte die Norm ISO 8573-5 nicht erfüllt, sollten sie nur für „indikative Tests“ von Öldampf verwendet werden (wie die in ISO 8573-5 erwähnten chemischen Detektorröhrchen, die zu Prüfzwecken verwendet werden, bevor genauere Probenahmen vorgenommen werden). Messgeräte auf PID-Basis sollten niemals zur Bestimmung der ISO 8573-1-Klassifizierungen für Gesamtöl in einer Druckluftversorgung verwendet werden, da sie nicht der Norm entsprechen und nicht zulässig sind.
Chemische Detektorröhrchen (Öl)
Viele Luftreinheitstestsätze verwenden chemische Detektorröhrchen. Diese werden häufig zur Prüfung von Druckluftsystemen verwendet, haben jedoch viele Einschränkungen. Zu den Einschränkungen der chemischen Öl-Detektorröhrchen gehören:
– Messbereich – Der Messbereich vieler Röhrchen liegt außerhalb des in ISO 8573-1 für Klasse 1 und/oder Klasse 2 angegebenen Gesamtölgehalts.
– Ölnebel – Viele Detektorröhren messen nur Ölnebel (Aerosole) und nicht Öldampf.
– Klassifizierung nach ISO 8573-1 – Dies erfordert die Messung des gesamten Ölgehalts (Flüssigkeit/Aerosol/Dampf), was chemische Detektorröhren nicht leisten können.
– Die Ergebnisse sind subjektiv, viele beruhen auf subtilen Farbveränderungen, andere auf farbigen Punkten (Impaktoren)
– Genauigkeit – In einer NIOSH-Studie wurde festgestellt, dass die typische Genauigkeit von Detektorröhrchen bei korrekter Anwendung bei etwa +/-25 % liegt.
– Temperatur – Die Röhren werden in der Regel bei 20 °C kalibriert; Umgebungs- und Drucklufttemperaturen über oder unter 20 °C können die Ergebnisse beeinflussen.
– Druck – Der Druck der Druckluft muss reguliert werden, wodurch sich die Ölkonzentration in der Druckluft ändert.
– Probenahmemethode – Der Luftstrom an der Probenahmestelle ist in der Regel höher als der Probenahmestrom des Röhrchens, so dass Durchfluss und Druck reguliert werden müssen, was eine nicht repräsentative Probe in das Röhrchen liefert und zu Genauigkeitsfehlern führt
– Andere Chemikalien – Detektorröhrchen sind in erster Linie für die Erkennung von Mineralölen und anderen Chemikalien im zu untersuchenden Schmiermittel ausgelegt, z. B. Additive wie Entschäumer, Kühlmittel usw., die in Kompressorschmiermitteln häufig vorkommen, können falsche Messwerte verursachen oder überhaupt nicht erkannt werden.
Wichtige Hinweise: In der ISO 8573-5 wird die Verwendung von chemischen Detektorröhrchen erwähnt (Auszug unten): 5 Prüfmethoden Die Auswahl der verfügbaren Prüfmethoden hängt von der Bandbreite des Öldampfgehalts in der Druckluft ab
– Die Gaschromatographie ist für Öldämpfe im Bereich von 0,001mg/m3 bis 10mg/m3 geeignet.
– Chemische Anzeigeröhrchen sind nur als vorläufige Methode, zu Kontrollzwecken und als erste Untersuchung zu verwenden, wonach die Gaschromatographiemethode anzuwenden ist.
Zusammenfassend lässt sich sagen, dass chemische Indikatorröhrchen eine kostengünstige und schnelle Methode sind, um das Vorhandensein von Öl in loser Schüttung zu überprüfen, jedoch fehlt ihnen der Messbereich und sie sind Sie sind jedoch zu ungenau für die Klassifizierung nach ISO 8573-1, verwenden falsche Probenahmeverfahren, werden durch Schmierstoffadditive beeinflusst, erkennen kein Gesamtöl (flüssig, Aerosol/Dampf) und sind keine anerkannte Messmethode nach ISO 8573 und sollten daher nur zur Anzeige und nicht zur Klassifizierung nach ISO 8573-1 verwendet werden. Genaue Messung des Gesamtöls In ISO 8573-1 ist die Spezifikation für Öl auf „Gesamtöl“ (flüssiges Öl, Ölaerosole und Öldampf) bezogen. Die genaue Messung des Gesamtöls erfordert die separate Messung von Ölaerosol und Öldampf nach ISO 8573-2 bzw. ISO 8573-5. Die Ergebnisse der beiden Tests werden dann addiert, um den Wert für das Gesamtöl zu ermitteln. Für einen genauen Ölnachweis sind Lösungsmittelextraktionsverfahren (wie in ISO 8573-2 und ISO 8573-5 angegeben) sowie der Zugang zu einem Infrarotspektralphotometer und einem Gaschromatographen erforderlich.
Zusammenfassung
Vor-Ort-Prüfungen in voller Übereinstimmung mit der ISO 8573 sind oft nicht möglich, weil der Komplexität der Prüfmethode und der Kosten für die Prüfgeräte und andere Analysegeräte (Installation mehrerer isokinetischer Probenahmestellen im Kompressorraum und an jeder Verbrauchsstelle kann ebenfalls sehr kostspielig sein). Da die Prüfung eines Druckluftsystems häufig mit einfachen Probenahmestellen und/oder mit Prüfgeräten durchgeführt wird, die in der ISO 8573 Teil 2 bis 9 nicht empfohlen werden, wird die Prüfung als „orientierende Prüfung“ bezeichnet.
Q: Was ist die ISO 8573-1 Norm?
A: Die ISO 8573-1 Norm ist eine internationale Norm, die die Festlegung der Reinheit (Qualität) von Druckluft regelt. Sie definiert die zulässigen Mengen an Schmutzstoffen (Partikel, Wasser und Öl), die in der Luft enthalten sein dürfen.
Q: Wie erfolgt die Klassifizierung im Rahmen der ISO 8573-1 Norm?
A: Die Klassifizierung erfolgt in verschiedenen Stufen. Diese Klassen reichen von 0, was bedeutet, dass keine Schmutzstoffe zulässig sind, bis zu verschiedenen höheren Stufen, die je nach Anwendung variiert und höhere Anforderungen unterliegen als Klasse 1.
Q: Was ist der Zweck der Klassifizierung von Druckluft gemäß ISO 8573-1?
A: Die Klassifizierung von Druckluft nach ISO 8573-1 gewährleistet die einwandfreie Funktion eines pneumatischen Systems. Sie regelt die Anforderungen an die Reinheit der Luft, um die Lebensdauer und Leistung von Druckluftsystemen zu verbessern und Ausfälle zu minimieren.
Q: Welche Anforderungen stellt ISO 8573-1 an die Luftqualität?
A: ISO 8573-1 legt eine Reihe von Anforderungen für die verwendete Druckluftqualität fest, einschließlich der Festlegung eines bestimmten Maximalgehalts an Schmutzstoffen, die in der Luft enthalten sein dürfen. Diese Anforderungen variieren je nach Klasse.
Q: Wie wird die ISO 8573-1 im Bereich der Druckluftqualität umgesetzt?
A: Die Implementierung der ISO 8573-1 erfordert in der Regel spezielle Ausrüstung und Methoden zur Messung und Kontrolle der Druckluftqualität. Hersteller wie Atlas Copco bieten Lösungen an, um diese Anforderungen zu erfüllen.
Q: Was bedeutet es, wenn eine Druckluft die Klasse X nach ISO 8573-1 erreicht hat?
A: Die Klasse X ist eine spezielle Klassifizierung, die angibt, dass die Druckluft spezielle Anforderungen erfüllt, die über die Standardklassen hinausgehen. Dies kann beispielsweise bedeuten, dass die Luft besonders rein ist oder besonders wenige Schmutzstoffe enthält.
Q: Wie beziehen sich die Ziffern in ISO 8573-1 auf die Qualitätsklassen?
A: Die Ziffern in der ISO 8573-1 Norm beziehen sich direkt auf die jeweiligen Qualitätsklassen der Druckluft. Jede Ziffer repräsentiert eine bestimmte Reinheitsklasse, wobei niedrigere Zahlen in der Regel eine höhere Reinheit darstellen.
Q: Wie kann ich feststellen, ob meine Druckluft den ISO 8573-1 Standards entspricht?
A: Um festzustellen, ob die Druckluft den ISO 8573-1 Standards entspricht, muss eine Luftprobe genommen und analysiert werden. Dies kann durch spezialisierte Labore erfolgen oder durch den Einsatz spezieller Messgeräte, die von Unternehmen wie Atlas Copco angeboten werden.
Q: Was bedeutet es, wenn die Druckluft nach ISO 8573-1 klassifiziert ist?
A: Wenn die Druckluft nach ISO 8573-1 klassifiziert ist, bedeutet es, dass sie bestimmte Reinheitsstandards erfüllt. Die spezifische Klasse gibt den Grad der Reinheit an und zeigt den Maximalgehalt an Schmutzstoffen, die während einer gegebenen Zeitperiode in einem Kubikmeter (m³) der Luft vorkommen dürfen.
Q: Was ist der Aufwand bei der Aufbereitung von Druckluft nach ISO 8573-1?
A: Der Aufwand zur Aufbereitung von Druckluft nach ISO 8573-1 hängt von der gewünschten Reinheitsklasse ab. Ein höherer Grad an Reinheit erfordert eine umfangreichere Filterung und Kontrolle, was zu höheren Kosten für Ausrüstung und Wartung führen kann.
Kosten für die Prüfgeräte und andere Analysegeräte (Installation mehrerer isokinetischer Probenahmestellen im Kompressorraum und an jeder Verbrauchsstelle kann ebenfalls sehr kostspielig sein). Da die Prüfung eines Druckluftsystems häufig mit einfachen Probenahmestellen und/oder mit Prüfgeräten durchgeführt wird, die in der ISO 8573 Teil 2 bis 9 nicht empfohlen werden, wird die Prüfung als „orientierende Prüfung“ bezeichnet.
Q: Was bedeutet die Klassifizierung der Druckluft bei ISO 8573?
A: Die Klassifizierung der Druckluft bei ISO 8573 bezieht sich auf die Reinheit der Druckluft, die in neun Teilen und mehreren -Klassen klassifiziert ist. Jede Klasse stellt bestimmte Anforderungen an die Verschmutzung durch Partikel, Wasser und Öl.
Q: Was ist die Rolle der DIN im Kontext der ISO 8573?
A: Die DIN (Deutsches Institut für Normung) hat die ISO 8573, eine Gruppe internationaler Normen für die Reinheitseinstufung von Druckluft, im deutschen Normwerk übernommen. Damit ist die Anwendung dieser Normen im Bereich der Automatisierung mit Pneumatik verbindlich.
Q: Warum ist der Wassergehalt in der Druckluft entscheidend für die Produktqualität?
A: Der Wassergehalt in der Druckluft kann die Produktqualität erheblich beeinträchtigen. Ein hoher Wassergehalt kann dazu führen, dass immer Schmutzpartikel in die Druckluft gelangen. Dies führt zu erhöhten Energiekosten und kann die Lebensdauer der nachgeschalteten Anlagen reduzieren. Aus diesem Grund ist eine ausreichende Druckluftaufbereitung ein wichtiger Faktor für die Prozesssicherheit.
Q: Welche Bedeutung hat die Klassifizierung von Luft für die Lebensmittel- und Getränkeindustrie?
A: In der Lebensmittel- und Getränkeindustrie ist die Klassifizierung von Luft von besonderer Bedeutung. Hier gelten strengere Anforderungen als in anderen Branchen, um die Sicherheit des Endprodukts zu gewährleisten. Die Druckluft muss in diesem Kontext praktisch ölfrei sein und darf keine Schwermetalle wie Blei, Cadmium oder Quecksilber enthalten.
Q: Was zeichnet Pneumatik aus, die strengeren Anforderungen unterliegen als Klasse 1?
A: Druckluft, die strengeren Anforderungen als Klasse 1 unterliegt, beispielsweise Klasse 1-2-2, wird in Branchen benötigt, in denen Pneumatik für Prozesse eingesetzt wird, die besonders hohe Reinheitsstandards erfordern. Dies betrifft insbesondere die Lebensmittel- oder pharmazeutischen Industrie, in denen ein besonderes Augenmerk auf die Qualität bzw. Reinheit der Druckluft gelegt wird.
Q: Ist ISO 8573 auch für andere Industrien außer der Lebensmittelindustrie und Pharmaindustrie relevant?
A: Ja. ISO 8573 ist nicht nur für Industrien wie die Lebensmittel- oder Pharmazeutischen Industrie relevant, sondern für alle Bereiche, in denen Pneumatik eingesetzt wird und die Druckluft eine erhebliche Rolle bei der Qualität des Endprodukts oder der Prozesssicherheit spielt.
Q: Was bedeutet der Begriff „ölfrei“ im Zusammenhang mit ISO 8573?
A: Der Begriff „ölfrei“ bezieht sich auf die Tatsache, dass die Druckluft in den oberen Reinheitsklassen der ISO 8573 nicht mit Öl verunreinigt sein darf. Dies ist besonders wichtig in Branchen wie der Lebensmittelindustrie oder der Pharmaindustrie, wo Ölverunreinigungen zu schwerwiegenden Qualitätseinbußen führen können.
Q: Welche Rolle spielen Drucktaupunkte bei der ISO 8573?
A: Drucktaupunkte spielen eine wichtige Rolle bei der ISO 8573, da sie den maximalen Wasserdampfgehalt in der Druckluft spezifizieren, den die Druckluft bei einem bestimmten Druck und einer bestimmten Temperatur enthalten darf. Drucktaupunkte sind ein entscheidender Faktor für die Festlegung des Reinheitsgrades der Druckluft.
Q: In welchen Bereichen kommt Pneumatik zum Einsatz?
A: Pneumatik kommt in einer Vielzahl von Bereichen zum Einsatz, darunter die Automobilindustrie, die Lebensmittel- und Getränkeindustrie, die Pharmaindustrie und viele andere. Überall dort, wo Prozesse automatisiert werden und dabei Druckluft verwendet wird, ist die Pneumatik eine Schlüsselfunktion.
Q: Warum sind Schwermetalle wie Blei, Cadmium und Quecksilber in der Druckluft problematisch?
A: Schwermetalle wie Blei, Cadmium und Quecksilber sind in der Druckluft problematisch, da sie bei Kontakt mit dem Endprodukt zu einer Kontamination führen können. Dies ist besonders problematisch in der Lebensmittel- und Pharmaindustrie, wo diese Metalle schwerwiegende Gesundheitsrisiken darstellen können.
Q: Was versteht man unter der ISO 8573 – Prüfung der Reinheit von Druckluft?
A: Unter der ISO 8573 – Prüfung versteht man einen internationalen Standard, der die Kriterien für die Messung und Klassifizierung der Reinheit (Qualität) von Druckluft festlegt. Er beinhaltet spezifische Anforderungen an die Konzentration von Verunreinigungen wie Partikel, Wasser und Öl.
Q: Warum ist die Qualität der Druckluft nach ISO 8573-1:2010 wichtig?
A: Die Qualität der Druckluft ist kritisch für viele industrielle und kommerzielle Prozesse, da Verunreinigungen in der Druckluft zu Schäden an Ausrüstung führen, die Produktqualität beeinträchtigen oder sogar Gesundheitsrisiken darstellen können. Die Einhaltung der ISO 8573-1:2010 hilft sicherzustellen, dass die Druckluft frei von schädlichen Kontaminanten ist.
Q: Welche Hauptkategorien von Verunreinigungen deckt die DIN ISO 8573 ab?
A: Die DIN ISO 8573 klassifiziert Verunreinigungen in Druckluftsystemen hauptsächlich in drei Kategorien: feste Partikel, Wasser in flüssiger und gasförmiger Form sowie Öl in flüssiger und aerosolformiger Form sowie Öldampf.
Q: Wie kann ich die Reinheit meiner Druckluft nach ISO 8573-1:2010 [7:4:4] testen?
A: Um die Reinheit Ihrer Druckluft gemäß ISO 8573-1:2010 [7:4:4] zu testen, sollten Sie spezialisierte Messgeräte verwenden, die in der Lage sind, die Konzentration von Partikeln, Wasser und Öl zu analysieren. Es wird empfohlen, sich an ein akkreditiertes Labor zu wenden, das die entsprechenden Tests durchführt und zertifiziert ist.
Q: Welche Bedeutung haben die Druckluftklassen 8573 für die Lebensmittelindustrie?
A: In der Lebensmittelindustrie ist die Qualität der Druckluft besonders wichtig, da jegliche Kontamination zu Lebensmittelsicherheitsproblemen führen kann. Die Druckluftklassen nach ISO 8573 helfen, die erforderlichen Reinheitsstandards zu definieren, um die Kontamination der Lebensmittel durch Druckluft zu vermeiden. Spezifische Klassen informieren über die zulässigen Grenzwerte für Partikel, Wasser und Öl.
Q: Wie unterscheidet sich die DIN ISO 8573-1 von der DIN ISO 8573?
A: Die DIN ISO 8573-1 ist ein Teil der DIN ISO 8573 Reihe, die sich speziell mit der Klassifizierung der Qualität von Druckluft hinsichtlich Partikel-, Wasser- und Ölgehalt befasst. Die DIN ISO 8573 ohne Zusatz bezieht sich auf die gesamte Normenreihe, die auch Aspekte wie Prüfmethoden und Geräteanforderungen umfasst.
Q: Gibt es einen kostenlosen Download für die DIN ISO 8573-1 PDF?
A: Die DIN ISO 8573-1 Norm ist urheberrechtlich geschützt und normalerweise gegen eine Gebühr erhältlich. Es gibt keine legalen Quellen, die den Standard kostenlos als PDF anbieten. Es wird empfohlen, die Norm über offizielle und anerkannte Vertriebskanäle zu erwerben, um die aktuellste und korrekte Version zu erhalten.
Q: Welche Rolle spielen gelten Partikel in der Reinheitsprüfung nach ISO 8573?
A: Gelten Partikel sind feste Verunreinigungen in der Druckluft, die zu Abnutzung und Beschädigung der Ausrüstung führen können sowie die Produkt- und Prozessqualität beeinträchtigen. Die Reinheitsprüfung nach ISO 8573 legt strenge Grenzwerte für die Konzentration dieser Partikel fest, um einen sicheren und effizienten Betrieb zu gewährleisten.
Q: Warum ist die Einhaltung der Druckluftqualität ISO 8573-1 in kritischen Anwendungen unerlässlich?
A: In kritischen Anwendungen, wie z.B. in der Pharmaindustrie, Lebensmittelproduktion oder Medizintechnik, kann die Qualität der Druckluft direkten Einfluss auf die Sicherheit und Wirksamkeit des Endprodukts haben. Die Einhaltung der ISO 8573-1 Norm für Druckluftqualität gewährleistet, dass die Druckluft keine schädigenden Verunreinigungen enthält, die die Produktqualität oder Patientensicherheit beeinträchtigen könnten.
Q: Was ist die ISO 8573-1 Norm und wofür wird sie verwendet?
A: Die ISO 8573-1 Norm legt Anforderungen an die Reinheit (Qualität) von Druckluft fest. Sie definiert Grenzwerte für Verunreinigungen wie Partikel, Wasser und Öl in Druckluftsystemen, um die Sicherheit und Effizienz von pneumatischen Geräten und Prozessen zu gewährleisten.
Q: Wie werden die Reinheitsklassen nach ISO 8573-1 definiert?
A: Die Reinheitsklassen nach ISO 8573-1 sind in vier Kategorien unterteilt: Partikel (Feststoffe), Wasser (Flüssigkeit und Dampf) und Öl (Aerosol, Flüssigkeit und Dampf). Jede Kategorie hat spezifische Klassen, die die zulässigen Höchstkonzentrationen von Verunreinigungen angeben.
Q: Was bedeutet die Kennzeichnung druckluft nach ISO 8573-1:2010 [7:4:4]?
A: Die Kennzeichnung „druckluft nach ISO 8573-1:2010 [7:4:4]“ beschreibt die Reinheitsklasse der Druckluft. Die Zahlen 7, 4, und 4 beziehen sich auf die max. Konzentration von Partikeln, Wasser und Öl. In diesem Fall bedeutet es, dass die Druckluft einen gewissen Reinheitsgrad hat, der den Anforderungen der Klassen 7 für Partikel, 4 für Wasser und 4 für Öl entspricht.
Q: Wie kann die Reinheit von Druckluft gemäß ISO 8573-1 überprüft werden?
A: Die Überprüfung der Druckluftqualität gemäß ISO 8573-1 erfordert den Einsatz spezifischer Messgeräte und -methoden, die die Konzentration von Partikeln, Wasser und Öl in der Druckluft genau bestimmen können. Diese Analysen sollten von kompetenten Personen oder Laboren durchgeführt werden, die über die notwendige Ausrüstung und Expertise verfügen.
Q: Warum ist die Einhaltung der ISO 8573-1 Norm wichtig für industrielle Anwendungen?
A: Die Einhaltung der ISO 8573-1 Norm ist entscheidend, um die Qualität der Druckluft in industriellen Anwendungen sicherzustellen. Verunreinigungen können zu Ausfällen, erhöhtem Verschleiß an Maschinen und Geräten führen und die Produktqualität beeinträchtigen. Die Norm hilft, diese Risiken zu minimieren und die Betriebssicherheit und Effizienz zu erhöhen.
Q: Gibt es verschiedene Versionen der ISO 8573-1 und welche Unterschiede bestehen?
A: Ja, es gibt verschiedene Versionen der ISO 8573-1, wobei die aktuellste Version die ISO 8573-1:2010 ist. Änderungen zwischen den Versionen beinhalten in der Regel Aktualisierungen der Prüf- und Messverfahren sowie Anpassungen der Reinheitsklassen auf Basis neuer technischer Erkenntnisse.
Q: Wie wirkt sich die Qualität der Druckluft auf die Betriebskosten aus?
A: Die Qualität der Druckluft hat einen direkten Einfluss auf die Betriebskosten. Schlechte Druckluftqualität führt zu häufigeren Wartungen, Reparaturen und Ausfällen von Geräten, was die Kosten erhöht. Die Einhaltung der ISO 8573-1 Norm kann dabei helfen, langfristig Kosten zu sparen, indem die Betriebssicherheit und Lebensdauer der Ausrüstung verbessert wird.
Q: Können alle Druckluftsysteme die ISO 8573-1 Norm erfüllen?
A: Während viele Druckluftsysteme konzipiert werden, um die Anforderungen der ISO 8573-1 Norm zu erfüllen, hängt dies stark von der Auslegung des Systems, der Wartung und dem Einsatz von Druckluftaufbereitungskomponenten ab. Eine regelmäßige Überwachung und Wartung sind erforderlich, um die Konformität sicherzustellen.
Q: Was ist die ISO 8573 Norm und welche Bedeutung hat sie?
A: Die ISO 8573 Norm definiert die Anforderungen an die Qualität (Reinheit) von Druckluft und kategorisiert diese nach verschiedenen Reinheitsklassen. Sie ist wesentlich für Industrien, in denen Druckluft direkt oder indirekt mit dem Produktionsprozess in Kontakt kommt, um Kontaminationen zu vermeiden und die Produktqualität sicherzustellen.
Q: Wie ist die ISO 8573-1:2010 strukturiert?
A: Die ISO 8573-1:2010 stellt den Hauptteil der Norm dar und legt die Reinheitsklassen der Druckluft bezüglich Partikel, Wasser und Öl fest. Es werden spezifische Grenzwerte für jede dieser Verunreinigungen definiert, um die entsprechende Reinheitsklasse zu erreichen.
Q: Was sagt die Spezifikation „druckluft nach iso 8573-1:2010 [7:4:4]“ aus?
A: Die Angabe „druckluft nach iso 8573-1:2010 [7:4:4]“ bezieht sich auf die geforderte Qualität der Druckluft gemäß den spezifischen Reinheitsklassen für Partikel (Klasse 7), Wasser (Klasse 4) und Öl (Klasse 4) gemäß ISO 8573-1:2010. Dies gibt den Anwendern eine klare Richtlinie bezüglich der minimalen Reinheitsanforderungen an die Druckluft für bestimmte Anwendungen.
Q: Warum ist die Überprüfung der Druckluftqualität nach ISO 8573 wichtig?
A: Die Überprüfung und Einhaltung der Druckluftqualität nach ISO 8573 ist wichtig, um sicherzustellen, dass die Druckluft frei von Verunreinigungen ist, die den Produktionsprozess stören oder die Qualität des Endproduktes beeinträchtigen könnten. Regelmäßige Tests und Wartungen helfen, kostspielige Ausfälle und Reparaturen zu vermeiden.
Q: Wie kann man die Reinheit der Druckluft gemäß ISO 8573 messen?
A: Die Reinheit der Druckluft kann durch spezielle Messtechniken und Analysen evaluiert werden, die Partikel, Wasser und Öl in der Druckluft quantifizieren. Es gibt verschiedene Methoden und Instrumente, die für diese Zwecke eingesetzt werden können, darunter Partikelzähler und Sensoren für das Wasser- und Öl-Monitoring.
Q: Welche Branchen profitieren besonders von der Einhaltung der ISO 8573 Norm?
A: Zahlreiche Branchen wie die Lebensmittel- und Getränkeindustrie, Pharmazie, Medizintechnik, Chemieindustrie und die Automobilherstellung profitieren von der Einhaltung der ISO 8573 Norm, denn sie erfordern eine besonders hohe Qualität der Druckluft, um das Risiko von Produktkontaminationen zu minimieren.
Q: Was bedeutet die ISO 8573 1 PDF und wie kann sie genutzt werden?
A: Die ISO 8573 1 PDF ist eine digitale Version der Norm, die alle spezifischen Anforderungen und Richtlinien zur Reinheit von Druckluft enthält. Sie kann von Unternehmen genutzt werden, um sicherzustellen, dass ihre Druckluftsysteme den Standards entsprechen, und dient als Referenzmaterial für die Planung und Durchführung von Qualitätskontrollen und Wartungsprozessen.
Q: Gibt es regelmäßige Aktualisierungen der ISO 8573 Norm?
A: Ja, die ISO 8573 Norm wird regelmäßig überprüft und bei Bedarf aktualisiert, um mit den technologischen Fortschritten und den sich verändernden Anforderungen der Industrie Schritt zu halten. Unternehmen sollten sich daher über die neuesten Versionen der Norm informieren und ihre Systeme entsprechend anpassen.
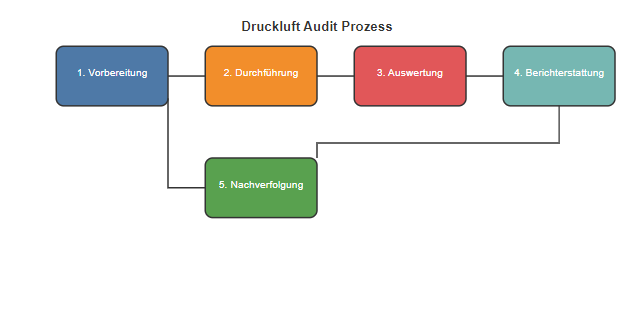












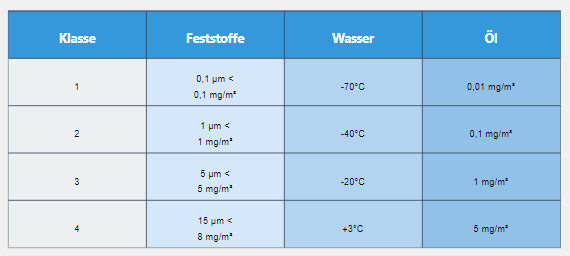
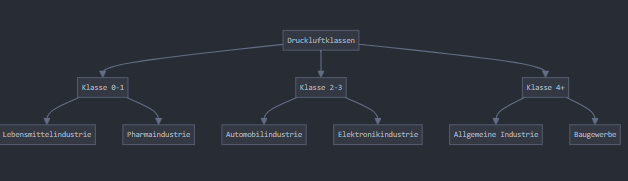

![QUALIFIZIERUNG REINRAUM ISO 8 [8]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-8-8.jpg)


![QUALIFIZIERUNG REINRAUM ISO 8 [9]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-8-9.jpg)
![QUALIFIZIERUNG REINRAUM ISO 8 [7]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-8-7.jpg)

![QUALIFIZIERUNG REINRAUM ISO 5 [3]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-5-3.jpg)
![QUALIFIZIERUNG REINRAUM ISO 6 [1]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-6-1.jpg)
![QUALIFIZIERUNG REINRAUM ISO 7 [1]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-7-1.jpg)
![QUALIFIZIERUNG REINRAUM ISO 8 [3]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-8-3.jpg)
![QUALIFIZIERUNG REINRAUM ISO 8 [2]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-8-2.jpg)
![QUALIFIZIERUNG REINRAUM ISO 8 [6]](https://technik-standard.de/wp-content/uploads/2024/03/QUALIFIZIERUNG-REINRAUM-ISO-8-6.jpg)